数控车床的伺服系统介绍
- 格式:docx
- 大小:323.71 KB
- 文档页数:4

数控机床伺服系统概述
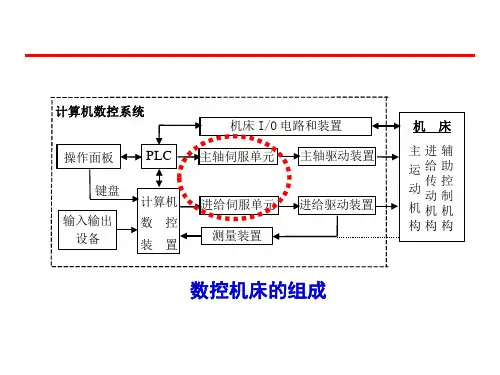
数控机床伺服系统主要由伺服电机、编码器、伺服驱动器和控制器等组成。
伺服电机是数控机床伺服系统中的动力部分,它通过电磁感应原理将电能转化为机械能,提供动力给机床的各个运动轴。
编码器是用来测量机床运动轴运动位置的装置,将位置信息反馈给伺服系统控制器,以实现精确控制。
伺服驱动器是将控制器的指令转换为电流信号,并通过控制伺服电机的电流大小和方向来控制机床运动轴的运动。
控制器是数控机床伺服系统的核心部分,它根据加工工艺要求和用户的指令,控制伺服驱动器的工作状态,实现机床运动轴的运动控制。
数控机床伺服系统的工作原理是:控制器接收用户输入的指令和加工工艺要求,根据这些信息生成相应的运动轴指令。
这些指令经过处理后,转变为驱动伺服驱动器的控制信号,通过控制伺服电机的转子和定子之间的磁场相互作用,来实现机床各个运动轴的精确运动。
1.高精度:数控机床伺服系统能够实现微小的位置调整和高精度的加工,通过编码器的反馈信号,控制器可以精确控制机床运动。
2.高响应性:数控机床伺服系统具有快速响应的特点,当控制器发送指令后,伺服电机能够迅速调整到指定位置,提高了加工效率。
3.高稳定性:数控机床伺服系统具有良好的稳定性,能够在长时间运行过程中保持精确的位置和速度控制,减少加工误差。
4.可编程性:数控机床伺服系统可以通过编程的方式,实现多种复杂的运动轨迹和加工工艺,提高了生产的灵活性和效率。
总之,数控机床伺服系统是数控机床中的重要组成部分,它通过控制伺服电机的运动,实现机床的高精度、高响应和高稳定性运动控制。
它的
应用使数控机床具备了更高的加工精度、更高的生产效率和更好的生产灵活性。
参考数控机床伺服系统1. 引言数控机床是一种能够根据程序指令完成加工操作的机床,其关键组成部分之一就是伺服系统。
伺服系统通过控制电机运动,实现机床的高精度定位和运动控制。
本文将介绍参考数控机床伺服系统的相关知识。
2. 数控机床伺服系统概述数控机床伺服系统由伺服电机、编码器、伺服驱动器和控制器等组成。
伺服电机负责将电能转化为机械能,编码器用于测量运动位置和速度,伺服驱动器负责控制电机的运动,控制器则负责生成运动指令和监控系统运行状态。
3. 伺服电机伺服电机通常采用交流伺服电机和直流伺服电机两种类型。
交流伺服电机具有高速响应和大转矩密度的优点,适用于高速运动和负载变化较大的情况。
直流伺服电机功率密度较高,适用于要求较高精度和低惯性的应用。
4. 编码器编码器是伺服系统中的关键元件,用于测量电机的运动位置和速度。
常见的编码器类型包括光电编码器、磁性编码器和光栅尺编码器等。
编码器将机械运动转化为数字信号,提供给控制器进行计算和控制。
5. 伺服驱动器伺服驱动器是控制伺服电机运动的关键设备。
它接收控制器发送的控制信号,根据信号指令控制电机运动,并将电机运动反馈信号发送给控制器进行闭环控制。
伺服驱动器具有过载保护、失速监测和过温保护等功能,能够保证伺服系统的安全和稳定运行。
6. 控制器控制器是数控机床伺服系统的核心,负责生成运动轨迹和控制指令。
控制器通常采用数字信号处理技术,可以通过编程或图形界面设置加工参数和运动路径。
控制器还能够监控系统运行状态,检测故障并进行相应的报警和保护措施。
7. 参考数控机床伺服系统的应用参考数控机床伺服系统广泛应用于各种数控机床中,如数控铣床、数控车床、数控磨床等。
它能够实现高精度、高速度、高稳定性的运动控制,提高机床的加工精度和生产效率。
8. 总结参考数控机床伺服系统是数控机床的重要组成部分,通过控制伺服电机的运动实现机床的高精度定位和运动控制。
本文介绍了伺服系统的概述、伺服电机、编码器、伺服驱动器和控制器等要点,以及其在数控机床中的应用。
4、简述采用的数控铣床伺服系统的组成、原理及作用
数控机床伺服系统是以机床运动部件的位置和速度作为控制量的自动控制系统,又称位置
随动系统,简称伺服系统。
数控机床伺服系统包括进给伺服系统和主轴伺服系统。
1、进给伺服系统用于控制机床各坐标轴的切削进给运动,是一种精密的位置跟踪、定位
系统,它包括速度控制和位置控制,是一般概念的伺服驱动系统;数控机床的进给伺服系
统与一般的机床的进给系统有本质的差异,它能根据指令信号自动精确的控制执行部件运
动的位移、方向和速度,以及数个执行部件按一定的规律运动以合成一定的运动轨迹。
2、主轴伺服系统用于控制机床主轴的旋转运动和切削过程中的转矩和功率,一般只以速
度控制为主。
伺服控制系统分为开环伺服系统和闭环伺服系统,开环伺服系统由驱动控制单元、执行原
件和机床组成。
闭环伺服系统由执行元件、驱动控制单元、机床及反馈检测元件、比较环
节组成。
图4-1数控伺服系统的组成
伺服系统的作用是接受数控系统发出的进给位移和速度指令信号,由伺服驱动电路作一定
的转换和放大后,经伺服驱动装置和机械传动机构,驱动机床的工作台等执行部件进行运动。
5、分析所采用数控铣床所需的主运动、进给运动、换刀与刀库原理结构,并画出数控机
床总体方案草图,简述其尺寸、动力、运动参数范围。
5.1数控机床CK6140主轴运动
主轴部件是机床的重要部件之一,其精度、抗振性和热变形对加工质量有直接影响。
特别
是如果数控机床在加工过程中不进行人工调整,这些影响将更为严重。
数控机床主轴部件
在结构上要解决好主轴的支承、主轴内刀具自动装夹、主轴的定向停止等问题。
数控机床主轴的支承主要采用图1所示的三种主要形式。
图5-1a所示结构的前支承采用
双列短圆柱滚子轴承和双向推力角接触球轴承组合,后支承采用成对向心推力球轴承。
这
种结构的综合刚度高,可以满足强力切削要求,是目前各类数控机床普遍采用的形式。
图
5-1b所示结构的前支承采用多个高精度向心推力球轴承,后支承采用单个向心推力球轴承。
这种配置的高速性能好,但承载能力较小,适用于高速、轻载和精密数控机床。
图5-1c所示结构为前支承采用双列圆锥滚子轴承,后支承为单列圆锥滚子轴承。
这种配置的径向和
轴向刚度很高,可承受重载荷,但这种结构限制了主轴最高转速和精度,因而仅适用于中
等精度、低速与重载的数控机床主轴。
主轴内部刀具自动夹紧机构是数控机床特别是加工中心的特有机构。
图5-2为ZHS-K63加
工中心主轴结构部件图,其刀具可以在主轴上自动装卸并进行自动夹紧,其工作原理如下:当刀具2装到主轴孔后,其刀柄后部的拉钉3便被送到主轴拉杆7的前端,在碟形弹簧9
的作用下,通过弹性卡爪5将刀具拉紧。
当需要换刀时,电气控制指令给液压系统发出信号,使液压缸14的活塞左移,带动推杆13向左移动,推动固定在拉杆7上的轴套10,
使整个拉杆7向左移动,当弹性卡爪5向前伸出一段距离后,在弹性力作用下,卡爪5自
动松开拉钉3,此时拉杆7继续向左移动,喷气嘴6的端部把刀具顶松,机械手便可把刀
具取出进行换刀。
装刀之前,压缩空气从喷气嘴6中喷出,吹掉锥孔内脏物,当机械手把
刀具装入之后,压力油通人液压缸14的左腔,使推杆退回原处,在碟形弹簧的作用下,
通过拉杆7又把刀具拉紧。
冷却液喷嘴1用来在切削时对刀具进行大流量冷却。
图5-1主轴支承配置
(a)高刚度型 (b)高速轻载型 (c)低速重载型
图5-2 加工中写内部刀具夹紧机构
5.2数控机床CK6140进给运动
数控机床的进给运动系统一般有传动机构、运动变换机构、导向机构、执行件等组成。
图5-3进给传动系统简图
5.3数控机床CK6140的刀库和换刀装置
数控机床的刀库作用是储备一定数量的刀具,通过机械手实现与主轴上刀具的互换。
刀库的类型有盘式刀库、链式刀库等多种形式。
CK6140是盘式刀库。
图5-4盘式刀库
刀具识别方法。
目前大多数的数控系统都采用任意选刀的方式,其分为刀套编码、刀具编码和记忆式三种。
自动换刀装置。
自动回转刀架是数控车床上使用的一种简单的自动换刀装置,可以根据数控指令进行换刀。
5.4数控机床CK6140相关内容简介
ck6140数控车床采用高强度铸铁、精密滚丝竹杠、优质耐磨片制成,是一种新型数控车床。
图5-5数控机床CK6140结构图表5-1数控机床CK6140参数表。