数控机床的伺服系统
- 格式:ppt
- 大小:487.50 KB
- 文档页数:31
数控机床对伺服系统的要求(1) 精度高伺服系统的精度:输出量能复现输入量的精确程度。
伺服系统的位移精度:指令脉冲要求机床工作台进给的位移量和该指令脉冲经伺服系统转化为工作台实际位移量之间的符合程度。
两者误差愈小,位移精度愈高。
(2) 快速响应特性好快速响应是伺服系统动态品质的重要指标,它反映了系统跟踪精度。
机床进给伺服系统实际上就是一种高精度的位置随动系统,加工时为保证所要求的轮廓外形精度和的表面粗糙度,要求伺服系统跟踪指令信号的响应要快,跟随误差小。
(3) 调速范围要大调速范围:生产机械要求电机能供应的最高转速和最低转速之比。
在数控机床中,由于所用刀具、加工材料及零件加工要求的不同,为保证在各种状况下都能得到最佳切削条件,就要求伺服系统具有足够宽的调速范围。
既能满意高速加工要求,又能满意低速进给要求。
在低速切削时,还要求伺服系统能输出较大的转矩。
(4) 系统牢靠性要好系统的牢靠性常用发生故障时间间隔的长短的平均值作为依据,即平均无故障时间,这个时间越长牢靠性越好。
对主轴伺服系统,除上述要求外,还应满意如下要求:(1)主轴与进给驱动的同步掌握为使数控机床具有螺纹和螺旋槽加工的力量,要求主轴驱动与进给驱动实现同步掌握。
(2)准停掌握在加工中心上,为了实现自动换刀,要求主轴能进行高精确位置的停止。
(3)角度分度掌握角度分度掌握有两种类型:一是固定的等分角度掌握;二是连续的任意角度掌握。
任意角度掌握是带有角位移反馈的位置伺服系统,这种主轴坐标具有进给坐标的功能,称为“C”轴掌握。
“C”轴掌握可以用一般主轴掌握与“C”掌握切换的方法实现,也可以用大功率的进给伺服系统代替主轴系统。

数控机床伺服系统的分类及其应用要求数控机床伺服系统又称为位置随动系统,简称为伺服系统。
数控机床伺服系统是把数控信息转化为机床进给运动的执行机构,在许多自动化控制领域广泛应用。
数控机床伺服系统的种类繁多、技术原理各具特色,这对其应用带来很大的困扰,本文就数控机床伺服系统的分类及其应用要求做简单介绍。
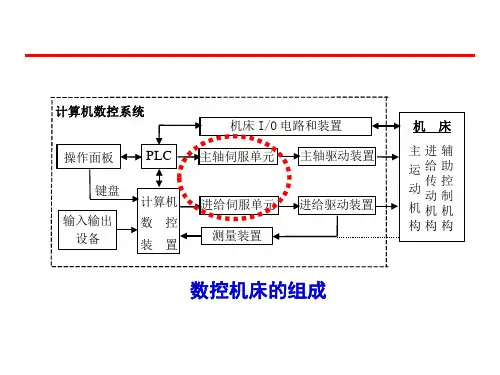
一、数控机床伺服系统的分类数控机床伺服系统按其用途和功能分为进给驱动系统和主轴驱动系统;按其控制原理和有无位置检测反馈环节分为开环系统和闭环系统;按驱动执行元件的动作原理分为电液伺服驱动系统和电气伺服驱动系统。
电气伺服驱动系统又分为直流伺服驱动系统和交流伺服驱动系统。
1.进给驱动与主轴驱动进给驱动是用于数控机床工作台或刀架坐标的控制系统,控制机床各坐标轴的切削进给运动,并提供切削过程所需的转矩。
主轴驱动控制机床主轴的旋转运动,为机床主轴提供驱动功率和所需的切削力。
一般地,对于进给驱动系统,主要关心它的转矩大小、调节范围的大小和调节精度的高低,以及动态响应速度的快慢。
对于主轴驱动系统,主要关心其是否具有足够的功率、宽的恒功率调节范围及速度调节范围。
2.开环控制和闭环控制数控机床伺服驱动系统按有无位置反馈分两种基本的控制结构,即开环控制和闭环控制,如图5--1所示。
由此形成位置开环控制系统和位置闭环控制系统。
闭环控制系统又可根据位置检测装置在机床上安装的位置不同,进一步分为半闭环伺服驱动控制系统和全闭环伺服驱动控制系统。
若位置检测装置安装在机床的工作台上,构成的伺服驱动控制系统为全闭环控制系统;若位置检测装置安装在机床丝杠上,构成的伺服驱动控制系统则为半闭环控制系统。
现代数控机床的伺服驱动多采用闭环控制系统。
开环控制系统常用于经济型数控或老设备的改造。
3.直流伺服驱动与交流伺服驱动70年代和80年代初,数控机床多采用直流伺服驱动。
直流大惯量伺服电机具有良好的宽调速性能,输出转矩大,过载能力强,而且,由于电机惯性与机床传动部件的惯量相当,构成闭环后易于调整。