焊条电弧焊的基本操作技术主要包括
- 格式:docx
- 大小:17.30 KB
- 文档页数:4
焊条电弧焊的基本操作技术主要包括( )的方法。
A.引弧B.运条C.接头D.收弧
引起电焊设备过度发热的不正常运行大致有以下哪几种原因( )。
A.短路B.超负荷C.接触电阻过大D.通风不好
常见的着火源有:( )。
A.火焰B.电火花C.电弧D.温度
焊接速度快,则能提高生产率。但焊接速度过快,易产生( )等缺陷。
A.未焊透B.焊缝断面小D.气孔
夹渣是指焊缝中残存有非金属夹杂物,夹渣是由于( )等原因造成的。
A.焊接电流太小B.焊接速度过快C.冷却速度过快
D.除锈清渣不干净
焊、割炬在使用前必须先检验其:( )。
A.射吸性C.气密性
立焊的操作特点:( )。
A.焊条的熔滴容易下淌C.尽量缩短加热的时间
D.一般采用由下向上焊
灭火的基本措施有:( )。
A.隔离法B.冷却法C.窒息法D.抑止法
一氧化碳中毒加重时表现为:( )。
A.意识不清并转成昏睡状态B.发生呼吸及心脏活动障碍C.大小便失禁D.反射消失能因窒息致死
焊接与切割发生工伤事故的主要有:( )。
A.火灾和爆炸B.触电及灼烫C.急性中毒D.高处坠落
焊接电源BXI330型中的“x”表示该焊机电压具有( )外特性。C.下降
焊接弧光辐射中( )对纤维的破坏能力很强。A.紫外线
采用置换作业焊补时,容器里必须保证含氧量在( )范围内。B.18%~21%
可燃物质的自燃点越高,则发生火灾的危险性( )。A.越小
车间一般人行道的宽度>( )米。B.1
碳素钢气割时,火焰应采用( )。C.中性焰
三级登高焊割作业的高度为:( )。C.15~30米
气体保护电弧焊在操作中不存在触电的危险。(错误)
人触电后自己能摆脱电源的最大电流称摆脱电流。( 正确)
电源动特性好,引弧和重新引弧容易,电弧燃烧稳定,焊缝成形一般。( 错误)
被焊接两块钢板的厚度不相同时,火焰的主要热量应偏向薄板方向。( 错误)
生产经营单位作出涉及安全生产的经营决策,可以听取安全生产管理机构以及安全生产管理人员的意见。
(错误 )
焊接搭接和T形接头的焊缝,可选用较小直径的焊条。(错误 )
钢材进行弯曲试验时,冷弯角越大说明其塑性越差。( 错误)
焊条电弧焊的焊接烟尘危害最大。(正确 )
火灾和爆炸不是气焊与气割的主要危险。( 错误)
生产经营单位委托中介机构提供安全生产技术、管理服务的,保证安全生产的责任应由中介机构负责。(错
误
焊接过程中,液体金属的蒸发是焊接烟尘的主要来源。(正确 )
熔化极氩弧焊时,存在高频电磁场生理伤害。( 错误)
焊接电弧由弧柱、阴极区和阳极区3部分组成。( 正确)
应急演习是应急预案的整个实施的方法和救援中心的救援方案。(错误 )
焊条的药皮在焊接过程中起着极为重要的作用,但它不是决定焊缝质量的主要因素。( 错误)
燃烧是一种放热发光的氧化反应。(正确 )
焊接可分为电弧熔焊、压焊和钎焊三类。(错误 )
电流通过人体的途径为手到手时,对人的伤害最大。(错误 )
焊条电弧焊的引弧通常采用高频高压引弧。( 错误)
气孔是指气体在凝固的焊缝中形成的气穴,有:( )。
A.氮气孔B.氢气孔C.一氧化碳气孔
一氧化碳中毒加重时表现为:( )。
A.意识不清并转成昏睡状态
B.发生呼吸及心脏活动障碍
C.大小便失禁
D.反射消失能因窒息致死
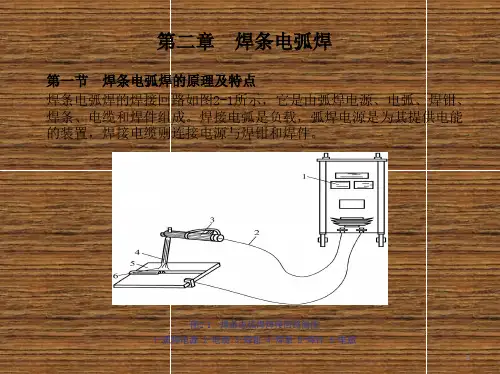
焊条电弧焊适用于大多数工业用的金属焊接。可以焊接( ),还可进行各种金属的堆焊等。
A.碳素钢
B.低合金钢
C.高合金钢
D.有色金属
劳动条件的好坏,基本上取决于:( )。
A.改革生产工艺D.改进焊接材料
在生产现场过程中受到意外伤害的人员应采取先止后包的原则、采用( )。
A.指压止血B.止血带止血C.药物止血
焊接电流主要是根据( )进行选择。
A.焊条直径C.焊缝位置D.焊接层次
生产经营单位采用( ),必须了解、掌握其安全技术特性,采取有效的安全防护措施,并对从业人
员进行专门的安全生产教育和培训。
A.新工艺B.新技术C.新材料D.使用新设备
机械伤害的主要类型有:( )。
A.绞伤、压伤
B.物体打击
C.砸伤、击伤
D.烫伤、剃割伤
短波红外线可被人体组织吸收,使血液和深部组织灼伤。长期接触可能造成( )。
A.闪光幻觉
B.红外线白内障
C.视力减退
D.视网膜灼伤
突发性的强烈噪声,能使听觉器官突然遭受到极大的声压而出现:( )。
A.耳呜、耳痛
B.眩晕
C.鼓膜内凹
D.耳聋
40号钢中的“40'’表示( )平均含量为0.40%。
B.碳
低碳钢的碳质量分数为( )。
A.<0.25%
电焊设备进行安装检修,应由( )完成。
C.电工
钢淬火的作用是( )。
B.提高硬度和耐磨性
钨极氩弧焊不包括的工艺参数是( )。
C.焊丝伸出长度
标准规定焊条电弧焊机的额定负载持续率为( )。
C.60%
二氧化碳气体保护焊合适的焊丝伸出长度约为焊丝直径的( )左右。
C.10倍
钢的碳当量为( )时,其焊接性优良。
D.<0.4%
可燃物质发生闪燃时,其燃烧时间少于( )。
A.5s
铸铁的热焊是把焊件预热到( )再进行焊接。
D.600~700℃
焊接烟尘是( )焊接工艺的主要有害因素。
B.焊条电弧焊
根据《焊接与切割安全》国标(GB9448-1999)的规定,氧气胶管的颜色是( )。
B.蓝色
气孔是由于液态金属溶解有较多气体,熔池冷却速度( )造成的。
C.过快
钨极氩弧焊和等离子弧焊为了迅速引燃电弧,需由高频振荡器来激发引弧,所以在引弧的瞬间( )
有高频电磁场存在。
B.2~3s
交流弧焊机的电流频率为:( )。
A.150Hz
钨极氩弧焊理想的电极材料是( )。
C.铈钨
焊接电源BXI330型中的“x”表示该焊机电压具有( )外特性。
C.下降
运输时卧放的乙炔瓶,须直立并静置后才能使用,其静置时间应为( )min。
D.20