(2) 焊接电源还要满足可以灵活调节焊接电流, 以满足焊接不同厚度的工件时所需的电流。此外, 还应具有好的动特性。 .
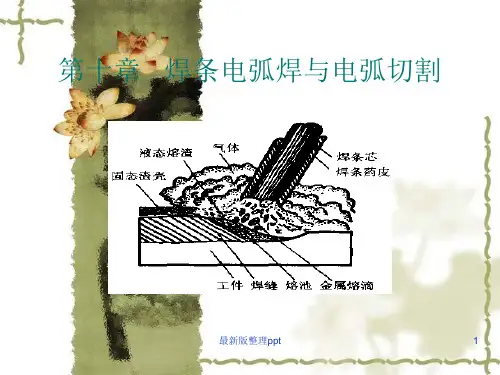
1、焊条电弧焊的原理及特点
• 焊条电弧焊过程 • 药皮燃烧:
– 电弧周围气体:CO2、 CO、H2
– 熔池中熔渣,冷却形成 渣壳
– 保护熔池中的熔化金属
.
2、电焊条
专用焊接 金属丝
为钛钙型药皮、交流或直流
.
焊条种类
• 焊条牌号
– J422、J507
• J:结构钢焊条(奥氏体不锈钢A、铸铁Z) • 42:抗拉强度等级MPa(50、55、60、70、80) • 2:药皮和电流种类
.
焊条种类
• 按熔渣性质
– 酸性焊条
• 酸性氧化物比碱性氧化物多 • 适合各种电源、易操作、电弧稳定、成本低 • 焊缝塑性韧性差、不宜用于重要构件
• 低合金钢焊条
按用途分
• 不锈钢焊条 • 铸铁焊条
• 堆焊焊条
种
• 镍和镍合金焊条
类
• 铜和铜合金焊条
• 铝和铝合金焊条
• 酸性焊条(SiO2、MnO等) 按熔渣性质分• 碱性焊条(CaO、FeO等)
.
焊条的型号:
碳钢焊条 (GB5117-85): E4303, E5015,
E5016.
药皮类型(酸、碱),电流种类 焊接位置(平、横、立、仰) 抗拉强度 ≥ 430 MPa 焊条
素很多,如电源设备、焊条成分、焊接规范及操
作工艺等,其中主要的因素是电源设备。焊接电
弧在起弧和燃烧时所需要的能量,是靠电弧电压
和焊接电流来保证的,为确保能顺利起弧和稳定
地燃烧。要求:
.
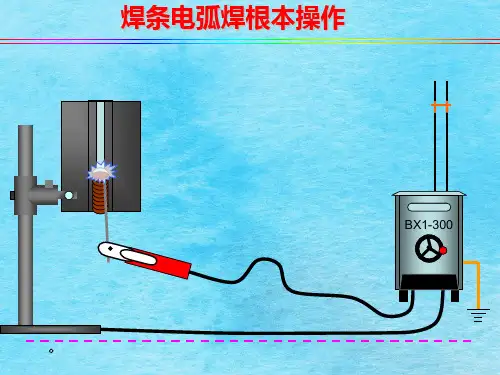
焊条电弧焊的设备与工具
(1) 焊接电源在引弧时,应供给电弧以较高的电 压(但考虑到操作人员的安全,这个电压不宜太 高,通常规定该空载电压在50-90伏)和较小的 电流(几个安培);引燃电弧、并稳定燃烧后, 又能供给电弧以较低的电压(16-40伏)和较大 的电流(几十安培至几百安培)。电源的这种特 性,称为陡降外特性。