焊条电弧焊基本操作
- 格式:ppt
- 大小:2.58 MB
- 文档页数:47
焊条电弧焊与碳弧气刨的操作要领和安全要求一、焊条电弧焊操作要领和安全要求1. 焊条电弧焊操作姿势平焊时,一般采用蹲式操作,如图7-9所示。
蹲姿要自然,两脚夹角为70°~85°,两脚距离240~260 mm。
持焊钳的胳膊半伸开,要悬空无依托地操作。
2.焊条电弧焊的引弧方法焊条电弧焊的引弧方法有两种∶划擦引弧法和直击引弧法。
(1)划擦引弧法先将焊条末端对准焊件,然后像划火柴似的使焊条在焊件表面划损下提起2~3mm 的高度(见图7-10a)引燃电弧。
引燃电弧后,应保持电弧长度不超过所用焊条直径。
(2)直击引弧法先将焊条垂直对准焊件,然后使焊条碰击焊件,出现弧光后迅速将焊条提起2~3mm(见图7-10b),产生电弧后使电弧稳定燃烧。
3.焊条电弧焊的运条方式1运条的基本运动运条一般分三个基本运动∶沿焊条中心线向熔池送进沿焊接方向移动、横向摆动,如图7-11所示。
焊条向熔池方向送进的目的是在条不断熔化的过程中保持弧长不变。
焊条下送送速度应与焊条的熔化速度相同否则,会发生断弧或焊条与焊件黏结现象。
焊条沿焊接方向移动,是为了控图7-11运条的三个基本动作形随着焊条的不断熔化和向前移动,会逐渐形成一条焊道移动速度过快或过慢会出现焊道较窄、未焊透或焊道过高时见,甚至出现烧穿等缺陷。
焊条的横网摆动是为了得到一定宽度的焊道,其摆动幅度根据焊、坡口大小等因素决定。
这三个动作不能机械地分开,而应相协时,才能焊出满意的焊缝。
运条的关键是平稳、均匀。
(2)运条方法。
在焊接生产实践中,根据不同的焊缝位置、焊件废、接头形式,有许多运条手法。
下面介绍几种常用的运条方法及适用范围。
(见表7-1)4. 焊条电弧焊操作的安全要求(1)正确穿戴工作服。
穿工作服时要把衣领和袖口扣好,上衣不应扎在工作裤里边,工作服不应有破损、孔洞和缝隙,不允许沾有油脂或潮湿。
(2)电焊手套和焊工防护鞋不应潮湿和破损。
(3)正确选择电焊防护面罩上护目镜的遮光号。
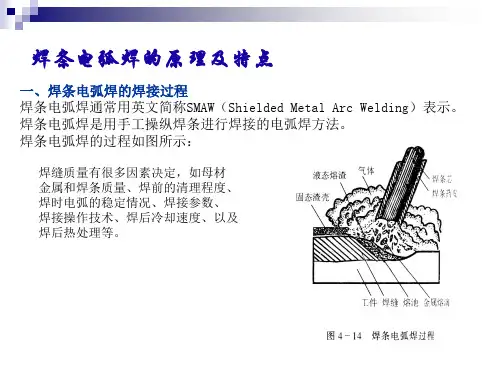
第二节焊条电弧焊的基本操作技术焊条电弧焊中,焊缝能否正确形成,是否产生焊接缺陷,在很大程度上取决于焊工的操作技术。
焊工的基本操作技术有引弧、运条、焊缝的连接和收尾等。
一、引弧引弧是焊接过程中频繁进行的动作。
引弧技术直接影响到焊接质量,因此必须认真对待,予以重视。
焊接开始时,将焊条末端轻轻接触工件,然后迅速离开,保持一定距离(2~4mm)后产生电弧的过程称为引弧。
引弧的方法一般有两种:1.直击法引弧先将焊条末端对准焊缝,然后将手腕放下、轻微碰一下焊件,随后迅速地将焊条提起3~4mm,电弧引燃后立即是弧长保持在焊条直径所要求的范围内,2.划擦法引弧这种方法与擦火柴有些相似。
先将焊条末端对准焊件,然后将焊条在焊件表面花擦一下,当电弧产生后金属还没有熔化的一瞬间,立即拉开电弧,使焊条末端与被焊金属表面的距离维持在2~4mm。
以上两种方法相比,划擦法比较容易掌握。
但是在狭小工作面上或焊件表面不允许损伤是,就不如直击法好。
直击法对初学者来说较难掌握,一般容易发生电弧熄灭或短路现象。
这是由于没有掌握好焊条离开焊件时的速度和焊条与工作表面的距离而引起的。
如果动作太快或焊条提能太高,就不能引燃电弧,或者电弧只燃烧一瞬间就熄灭;相反,动作太慢就可能使焊条与焊件粘在一起,焊接回路发生短路现象,这种情况一般都发生在划擦法中。
引弧时,如果焊条和焊件粘在一起,只要将焊条左右摇动几下,就可以脱离焊件,如果这是还不能脱离焊件,就应立即将焊钳与回路断开,待焊条稍冷再折下。
如果焊条粘住焊件的时间过长,会因过大的短路电流而可能使电焊机烧坏,所以引弧时,手腕动作必须灵活准确,而且要选择好引弧起始点的位置。
直击法一般适用于酸性焊条,划擦法一般适用于碱性焊条。
二、运条为保证焊缝质量,正确运条是十分必要的,初学者更应注意。
在焊接过程中,焊条相对焊缝所做的各种运动的总称叫运条。
1.焊条的运动当电弧引燃后,焊条要有三个基本方向运动,他们分别是:(1)焊条朝熔池送进的运动为了使焊条在熔化后仍能爆出一定弧长,要求焊条想熔池方向送进的速度与焊条熔化的速度相适应。