8
2)焊接电弧的分布 焊接电弧中三个区域的温度 时不均匀的,阴极区和阳极区温度取决于电极材料, 而且一般阴极区温度低于阳极区,而且低于材料的 的沸点。
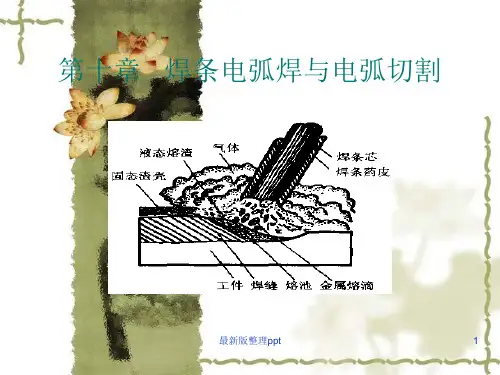
焊接电弧的热量是由焊接电源提供的电能转变而 来的。
阴极区的热量主要来自正离子碰撞阴极时的动能 和它与电子复合时释放的位能(电离能)转化而来。 阴极区所产生的热量约占电弧总热量的36%。
29
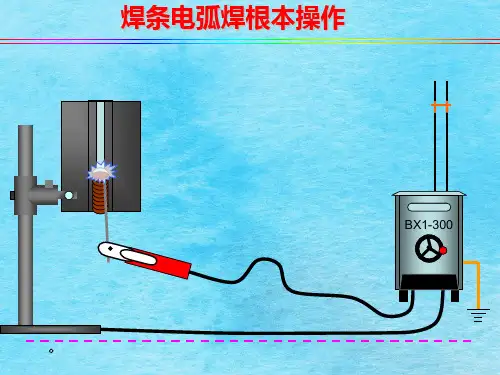
二、焊接电弧的引燃、运条和收弧 1.焊接电弧的引燃 电弧焊开始时,引燃焊接电弧的过程叫引弧。引 弧的方法包括以下两类,即: (1)不接触引弧 利用高频高压使电极末端与工件 间的气体导电产生电弧。 (2)接触引弧 先使电极与工件短路,再拉开电极 引燃电弧。这是手工电弧焊时最常用的引弧方法, 根据操作手法不同又可分为:
26
焊接时,如果电弧过长,会出现以下几种不良现 象:
①电弧不稳定,易摆动,电弧热能分散,熔滴金 属飞溅多。
②熔池的保护作用差,与空气的接触面大,空气 中的氧、氮等有害气体容易侵入,使焊缝产生气 孔的可能性增加,焊缝力学性能降低。
焊接时,碱性焊条应比酸性焊条的弧长短些,仰 焊、立焊长应比平焊短,以利于熔滴过渡。
25
(4)电弧电 压 焊条电弧焊时电弧电压时由焊工根据具体情况掌 握的,掌握的原则一是保证焊缝符合尺寸和外形 的要求,二是保证焊透。 电弧电压主要决定于弧长,电弧长、电弧电压高; 电弧短、电弧电压低。一般弧长控制在2-4mm, 相应的电弧电压在18-26V。焊接过程中应使弧长 始终保持一定。并尽可能采用短弧焊接,所谓短 弧,一般认为弧长应是焊条直径的0.5-1.0倍。
24
焊接层数主要根据板厚、焊条直径、坡口形式及 装配间隙来定
n=t/md
n----焊接层数 t-----焊件厚度,mm