磨削加工的特点简易版
- 格式:docx
- 大小:54.73 KB
- 文档页数:3
内圆磨砂轮磨削加工特点分析及修整方法一、砂轮的磨削和磨损过程砂轮在使用过程中常常会出现磨损,影响磨削加工效果。
砂轮磨损一般分为磨耗磨损、破碎磨损和堵塞粘附。
针对砂轮的磨削和磨损过程,下文做了详细的分析。
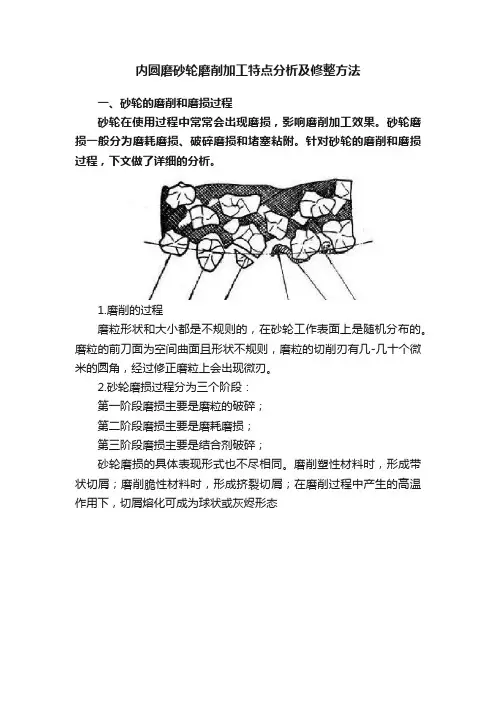
1.磨削的过程磨粒形状和大小都是不规则的,在砂轮工作表面上是随机分布的。
磨粒的前刀面为空间曲面且形状不规则,磨粒的切削刃有几-几十个微米的圆角,经过修正磨粒上会出现微刃。
2.砂轮磨损过程分为三个阶段:第一阶段磨损主要是磨粒的破碎;第二阶段磨损主要是磨耗磨损;第三阶段磨损主要是结合剂破碎;砂轮磨损的具体表现形式也不尽相同。
磨削塑性材料时,形成带状切屑;磨削脆性材料时,形成挤裂切屑;在磨削过程中产生的高温作用下,切屑熔化可成为球状或灰烬形态二、CBN砂轮内圆磨砂轮的磨削误差分析及修整内圆磨削时,工件径向进给,砂轮轴向往复运动。
内圆磨削前的表面形状误差会复映到磨削后的工件表面上。
砂轮的磨损过程控制不理想、工艺系统刚性差,加工磨削参数大等因素都可能使磨削产生误差。
1. 砂轮直径小,为了保证磨削质量和效率,砂轮必须有足够的磨削线速度,这容易引起工艺系统的震动,另外砂轮直径小单位磨削量就大,砂轮易变钝,需要经常修整。
2. 砂轮轴为细长,刚度低,磨削中弹性变形量大,容易形成锥孔,导致磨削时间较长,磨削加工效率低。
3. 磨削接触面积大,砂轮内圆磨削接触弧长比外圆长,接触面积比外圆要大得多,所以产生的磨削热也多,切削液又不容易达到磨削区,所以工件的散热排屑条件都比较差。
修整砂轮的作用通常内圆磨削中在完成一个或几个工作循环后需要修整一次砂轮。
1.修整砂轮的形状,使之保持一定的直线度及圆度;2.去除砂轮钝化变质层,使砂轮保持锋利;3.改善砂轮表面平整度,细化砂轮表面锯齿形螺距。
解决内圆磨削砂轮磨削误差的方法可以分为两大方向。
砂轮修整是常用的方法之一,修整时砂轮退出内孔并在修整器位置往复运动一次,在砂轮表面去除一层磨料,把砂轮工作表面修整成所要求的型廓和锐度。
双端面磨床的磨削一般作为相加工工序其特点
磨削就是在双端面磨床上用砂轮作为切削工具,对工件表面进行切削加工的一种方法。
磨削加工是机械零件精密加工的主要方法之一。
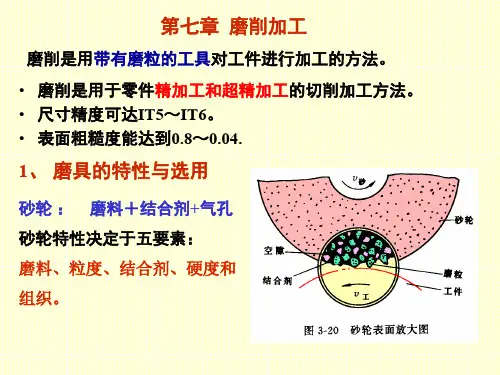
双端面磨床磨削用的砂轮是由许多细小而又坚硬的磨粒用耐高温的结合剂黏结而成的。
将砂轮表面放大,可以看到砂轮表面上杂乱无章地布满很多尖锐的多角形砂粒,这种砂粒叫做磨粒。
砂轮面每一个锋利的小磨粒,都具有很高的硬度和耐热性,相当于铣刀的一个刀齿,在砂轮高速旋转下,切入工件表面。
因此,磨削加工的实质就是一种多刀多刃的超高速铣削加工过程。
双端面磨床的磨削一般作为相加工工序,与车削、铣削、刨削相比较有如下特点。
(1)双端面磨床的磨削属于精加工,能获得较高的尺寸精度和较低的表面粗糙度。
磨削加的尺寸精度一般能达到IT6一IT5,表面粗糙度Ra值一般为o.8~0.2μm,低粗极度的镜面磨削可使只。
值小于0.01μm。
(2)由于砂轮磨粒硬度极高,磨削不仅可以加工碳钢、铸铁、未淬火钢、铜、铝等一般的金属材料,还可以加工淬火钢、各种切削刀具及硬质合金等硬度很高的材料。
这些材料用金属刀具很难加工,有的甚至根本不能加工。
这是磨削加工的一个显著特点。
(3)磨削时,切削深度较小,在一次行程中所能切除的金属层较薄。
粗磨时,t
=0.01~0.03mm;精磨时t=0.005~0.015mm。
(4)砂轮的工作速度高,可达到35m/s。
内圆磨削的工艺特点
内圆磨削是一种用于加工内圆表面的金属切削工艺。
其工艺特点如下:
1. 高精度:内圆磨削能够实现高精度加工,可达到在微米甚至亚微米级别的精度要求。
2. 高表面质量:内圆磨削能够获得较高的表面质量,能够达到光洁度和平滑度要求,降低零件的摩擦和磨损。
3. 完整性好:内圆磨削能够保持零件的几何形状、尺寸和位置精度,具有较好的工件几何稳定性和一致性。
4. 适用范围广:内圆磨削适用于各种硬度和材料的内圆表面加工,包括金属、陶瓷、塑料等。
5. 加工效率高:内圆磨削具有高切削速度、大吃刃量和高金属切削率的特点,加工效率高,能够快速完成加工任务。
6. 适应性强:内圆磨削工艺适应性强,可以适应不同形状、尺寸和复杂度的内圆表面加工要求。
7. 自动化程度高:内圆磨削可以通过自动化设备进行操作,提高生产效率和减少人力成本。
总之,内圆磨削具有高精度、高表面质量、完整性好、适用范围广、加工效率高、适应性强和自动化程度高等工艺特点。
圆周磨削和端面磨削的特点
圆周磨削和端面磨削是两种常见的磨削方法,它们各有特点:
圆周磨削:
1. 圆周磨削是将工件放置在磨削轮的圆周上进行磨削,磨削轮通过旋转将磨削力传递给工件表面。
2. 圆周磨削适用于对工件外表面进行磨削,如圆柱体、圆锥体等形状的磨削。
3. 圆周磨削可以实现高精度的磨削,能够获得较好的表面质量。
4. 圆周磨削可以高效地去除工件表面的材料,提高工件的尺寸精度和几何形状。
端面磨削:
1. 端面磨削是将工件放置在磨削轮的端面上进行磨削,磨削轮通过旋转将磨削力传递给工件端面。
2. 端面磨削适用于对工件的端面进行磨削,如平面、圆形端面等形状的磨削。
3. 端面磨削可以实现高精度的磨削,能够获得较好的端面平整度和垂直度。
4. 端面磨削可以对工件的端面进行修整和加工,提高工件的尺寸精度和几何形状。
总的来说,圆周磨削适用于对工件外表面进行磨削,而端面磨削适用于对工件的端面进行磨削。
它们都可以实现高精度的磨削,并能够提高工件的尺寸精度和几何形状。
YF-ED-J4073可按资料类型定义编号磨削加工的特点实用版Management Of Personal, Equipment And Product Safety In Daily Work, So The Labor Process Can Be Carried Out Under Material Conditions And Work Order That Meet Safety Requirements.(示范文稿)二零XX年XX月XX日磨削加工的特点实用版提示:该安全管理文档适合使用于日常工作中人身安全、设备和产品安全,以及交通运输安全等方面的管理,使劳动过程在符合安全要求的物质条件和工作秩序下进行,防止伤亡事故、设备事故及各种灾害的发生。
下载后可以对文件进行定制修改,请根据实际需要调整使用。
磨削加工是借助磨具的切削作用,除去工作表面的多余层,使工件表面质量达到预定要求的加工方法。
进行磨削加工的机床称为磨床。
磨削加工应用范围很广,通常作为零件(特别是淬硬零件)精加工工序,可以获得很高的加工精度和表面质量,可以用于粗加工、切割加工等。
从安全角度来看,磨削加工有以下特点:1、磨具的运转速度高。
普通磨削可达30-50m/s,高速磨削可达45-60m/s甚至更高,其速度还有日益提高的趋势。
2、磨具的非均质结构。
磨具是由磨料,结合剂和气孔三要素组成的复合结构,其结构强度大大低于由单一均匀才智组成的一半金属切削刀具。
3、磨削的高热现象。
磨具的高速运动、磨削加工的多刃性和微量切削,都会产生大量的磨削热,不仅可能烧伤工件表面,而且高温时磨具本身发生物理、化学变化、产生热反应力、降低磨具的强度。
4、磨具的自砺现象。
在磨削力度作用下,磨钝的磨粒自身脆裂或脱落的现象,称为磨具的自砺性。
磨削过程中的磨具自砺作用以及修正磨具的作业,都会产生大量磨削粉尘。
钻削的工艺特点钻削运动构成:钻头的旋转运动为主切削运动,加工精度较低。
钻孔可在钻床上进行,也可在镗床、车床、铣床上进行,常用钻床有台式钻床、立式钻床、摇臂床应用在各类机器零件上经常需要进行钻孔,因此钻削的应用还是很广泛的,但是,由于钻削的精度较低,表面较粗糙,一般加工精度在IT10以下,表面粗糙度Ra值大于12.5μm ,生产效率也比较低。
因此,钻孔主要用于粗加工,例如精度和粗糙度要求不高的螺钉孔、油孔和螺纹底孔等。
但精度和粗糙度要求较高的孔,也要以钻孔作为预加工工序。
单件、小批生产中,中小型工件上的小孔(一般D 13 mrn)常用台式钻床加工,中小型工件上直径较大的孔(一般D<50mm)常用立式钻床加工;大中型工件上的孔应采用摇臂钻床加工;回转体工件上的孔多在车床上加工。
在成批和大量生产中,为了保证加工精度,提高生产效率和降低加工成本,广泛使用钻模、多轴钻的或组合机床进行孔的加工。
一、车削的工艺特点1、易于保证工件各加工面的位置精度a 例如易于保证同轴度要求利用卡盘安装工件,回转轴线是车床主轴回转轴线利用前后顶尖安装工件,回转轴线是两顶尖的中心连线b 易于保证端面与轴线垂直度要求由横溜板导轨,与工件回转轴线的垂直度2、切削过程较平稳避免了惯性力与冲击力,允许采用较大的切削用量,高速切削,利于生产率提高。
3、适于有色金属零件的精加工有色金属零件表面粗糙度大Ra值要求较小时,不宜采用磨削加工,需要用车削或铣削等。
用金刚石车刀进行精细车时,可达较高质量。
4、刀具简单车刀制造、刃磨和安装均较方便。
二、车削的应用在车床使用不同的车刀或其他刀具,可以加工各种问转表面,如内外圆柱面、内外圆锥面、螺纹、沟槽、端面和成形面等,加工精度可达IT8一IT7 ,表面粗糙度Ra 值为1.6~0.8,车削常用来加工单一轴线的零件,如直轴和一般盘、套类零件等。
若改变工件的安装位置或将车床适当改装,还可以加工多轴线的零件(如曲轴、偏心轮等)或盘形凸轮。
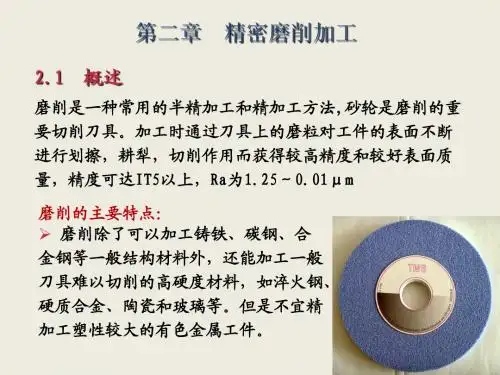
第9章磨削加工9.1 磨削加工概述磨削就是利用高速旋转的磨具(砂轮、砂带、磨头等)从工件表面切削下细微切屑的加工方法。
1.1磨削加工的特点在机械制造业中,磨削加工是对工件进行精密加工的主要方法之一。
磨削加工具有以下特点:1)切削速度高磨削加工时,砂轮以1000~3000m/min的高速旋转,由于切削速度很高,产生大量的切削热,工件加工表面温度可达1000℃以上。
为防止工件材料在高温下发生性能改变,在磨削时应使用大量的冷却液,降低切削温度,保证加工表面质量。
2)多刃、微刃切削磨削用的砂轮是由许多细小的硬度很高的磨粒用结合剂粘结而成,砂轮表面每平方厘米的磨粒数量为60~1400颗,每个磨粒的尖角相当于一个切削刀刃,形成多刃、微刃切削。
3)加工精度高,表面质量好由于磨粒体积微小,其切削厚度可以小到几微米,所以磨削加工的精度较高,可达IT6~IT5级,表面质量较好,表面粗糙度Ra值可达0.2~0.8µm。
高精度磨削时Ra值可达0.008~0.1µm。
4)磨粒硬度高砂轮的磨粒材料通常采用Al2O3、SiC、人造金刚石等硬度极高的材料,因此磨削不仅可以加工碳钢、铸铁和有色金属等常用金属材料,而且可以加工其它切削方法不能加工的各种硬材料,如淬硬钢、硬质合金、超硬材料、宝石、玻璃等。
5)磨削不宜加工较软的有色金属一些有色金属由于硬度低而塑性很好,砂轮进行磨削时,磨削会粘在磨粒上而不脱落,很快将磨粒空隙堵塞,使磨削无法进行。
1.2 磨削加工的范围磨削的加工范围很广,用于粗加工时,主要用于材料的切断、倒角、清除工件的毛刺、铸件上的浇、冒口和飞边等工作,如图9-1所示。
用于精加工时,可磨削零件的内外圆柱面、内外圆锥面和平面,还可加工螺纹、齿轮、叶片等成形表面。
图9-1 磨削加工范围9.2 砂轮简介磨外圆磨内圆磨平面磨花键磨螺纹磨齿轮砂轮是磨削加工中最常用的磨具,由许多极硬的磨粒材料经过结合剂粘结而成的多孔体,如图9-2所示。
磨床通过砂轮的旋转运动来进行磨削,新的表面形成是在砂轮进行旋转运动的时候有效的对工件表层的金属进行切除。
主运动的圆周速度较高,所消耗的切削功率也较大。
其它的运动则为进给运动。
磨床的加工特点有哪些呢?一、磨削加工的特点与其它金属加工方法比较,磨削加工有以下特点:1、砂轮是由磨料和结合剂粘结而成的特殊的多刃刀具,通称磨具。
在砂轮表面每平方厘米面积上约有60—1400颗磨粒,每颗磨粒相当于一个刀齿。
磨粒是一种高硬度的非金属晶体,它不但可磨削铜、铸铁等较软的材料,而且还可以加工各种淬硬钢件、高速工具钢刀具和硬质合金等硬材料以及超硬材料(如氮化硅)。
2、砂轮具有较高的圆周速度,一般为35m/s 左右。
砂轮在磨削时除了对工件表面有切削作用外,还有强烈的挤压和摩擦作用,在磨削区域,瞬时温度高达1000度左右。
3、砂轮工作面经修整后,可形成极细微的刃口,以切除工件表面极薄的金属层。
但磨削作为精加工工序,也具有极高的金属切除率(如强力磨削等)。
4、砂轮在磨削时还具有“自锐作用”,部分磨钝的磨粒在一定条件下能自动脱落或崩碎,从而使砂轮保持良好的磨削性能。
二、磨削的过程金属磨削的实质是工件被磨削的金属表层在无数磨粒瞬间的挤压、切削、摩擦作用下产生变形而后转为磨屑,并形成光洁加工表面的过程。
金属磨削过程可分三个阶段,砂轮表面的磨粒与工件材料接触瞬间为弹性变形的第一阶段。
磨粒继续切入工件,工件材料进入塑性变形的第二阶段。
工件材料的晶粒发生滑移,使塑性变形不断增大,当达到工件的强度极限时被磨削层材料产生挤裂,即进入第三阶段,最后被切离。
磨削过程表现为力和热的作用。
1、磨削力:磨削时砂轮与工件间发生切削作用和摩擦作用。
磨削加工工件材料抵抗磨具磨削所产生的阻力称磨削力。
此力在空间可分解为三个分力:(1)切削力:总切削力在主运动方向上的正投影。
(2)背向力:总切削力在垂直于工作平面上的分力。
(3)进给力:总切削力在进给运动方向上的正投影。
In Order To Simplify The Management Process And Improve The Management Efficiency, It Is
Necessary To Make Effective Use Of Production Resources And Carry Out Production Activities.
编 订:XXXXXXXX
20XX年XX月XX日
磨削加工的特点简易版
专业生产运营 / Sample Professional Contract 编号:EW/OF-VN629
第 2 页 / 共 3 页
磨削加工的特点简易版
温馨提示:本安全管理文件应用在平时合理组织的生产过程中,有效利用生产资源,经济合理
地进行生产活动,以达到实现简化管理过程,提高管理效率,实现预期的生产目标。文档下载
完成后可以直接编辑,请根据自己的需求进行套用。
磨削加工是借助磨具的切削作用,除去工
作表面的多余层,使工件表面质量达到预定要
求的加工方法。进行磨削加工的机床称为磨
床。磨削加工应用范围很广,通常作为零件
(特别是淬硬零件)精加工工序,可以获得很
高的加工精度和表面质量,可以用于粗加工、
切割加工等。
从安全角度来看,磨削加工有以下特点:
1、磨具的运转速度高。普通磨削可达30-
50m
/s,高速磨削可达45-60m
/s甚至更高,其速度还有日益提高的趋
专业生产运营 / Sample Professional Contract 编号:EW/OF-VN629
第 3 页 / 共 3 页
势。
2、磨具的非均质结构。磨具是由磨料,结
合剂和气孔三要素组成的复合结构,其结构强
度大大低于由单一均匀才智组成的一半金属切
削刀具。
3、磨削的高热现象。磨具的高速运动、磨
削加工的多刃性和微量切削,都会产生大量的
磨削热,不仅可能烧伤工件表面,而且高温时
磨具本身发生物理、化学变化、产生热反应
力、降低磨具的强度。
4、磨具的自砺现象。在磨削力度作用下,
磨钝的磨粒自身脆裂或脱落的现象,称为磨具
的自砺性。磨削过程中的磨具自砺作用以及修
正磨具的作业,都会产生大量磨削粉尘。
该位置可填写公司名或者个人品牌名
Company name or personal brand name can be filled in this position