- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• • • • • 磨削硬材,选软砂轮;磨削软材,选硬砂轮; 磨导热性差的材料,不易散热,选软砂轮以免工 件烧伤;磨有色金属,选较软的砂轮; 砂轮与工件接触面积大时,选较软的砂轮; 成形磨精磨时,选硬砂轮;粗磨时选较软的砂轮。
2. 砂轮的特性及选用
3)磨料粒度 取决于加工表面的粗糙度
以刚能通过的那一号筛网的网号来表示磨料的粒度。 微粉的粒度号:磨粒的直径<63um时,用磨粒最大尺 寸表示。如W20表示磨粒的直径在20~14um。 粗磨用粗粒度,精磨用细粒度;当工件材料软,塑性大, 磨削面积大时,采用粗粒度,以免堵塞砂轮烧伤工件。 磨粒
W63 W50 W40 W28 精磨, 精密磨, 超精磨,珩磨,螺纹磨 微 W20 W14 W10 W7 W5 W3.5 超精密磨,镜面磨,精研,加工表面粗糙度可 达Ra 0.05~0.012μm 粉 W2.5 W1.5 W1.0 W0.5
25
2. 砂轮的特性及选择
3)磨料粒度
取决于加工表面的粗糙度的要求
磨料
微粉<63μm
磨粒粒度号越大越细, 微粉粒度号越小越细。
砂轮特性及用途选择—粒度
类 别
粒度号
适用范围
8# 10# 12# 14# 16# 20# 22# 荒磨 24# 30# 36# 40# 46# 一般磨削,加工表面粗糙度可达Ra0.8m 磨 54# 60# 70# 80# 90# 100# 半精磨,精磨和成型磨削,加工表面粗糙度 粒 可达Ra 0.8~0.16μm 120# 150# 180# 220# 240# 精磨, 精密磨, 超精磨,成型磨,刀具刃磨,珩 磨
超 硬 磨 料
D CBN
研磨硬质合金 , 光学 硬度最高 , 耐热 玻 璃 , 宝 石 , 陶 瓷 等 高 性较 硬度材料 硬 度 仅 次 于 D 磨削高性能高速钢,不 韧性较D好 锈钢,耐热钢及其它难 20 加工材料
2. 砂轮的特性及选用
2)砂轮硬度 由结合剂的强度和数量决定
指砂轮工作时在磨削力作用下磨粒脱落的难易程度。 取决于结合剂的结合能力及所占比例,与磨料硬度 无关。硬度高,磨料不易脱落;硬度低,自锐性好。 硬度分7大级(超软、软、中软、中、中硬、硬、超 硬),16小级。
(3)磨削速度高、耗能多,切削效率低,磨削温度 高,工件表面易产生烧伤、残余应力等缺陷。
(4)砂轮有一定的自锐性。
床
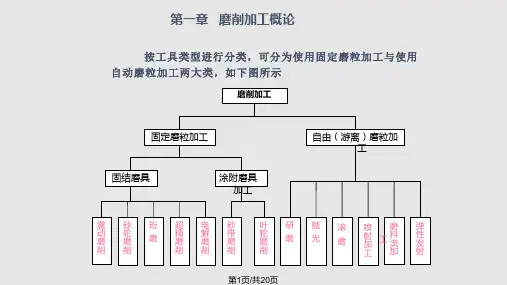
概念:用磨料磨具(砂轮、砂带、油石和研磨料 等)为工具进行切削加工的机床,统称为磨床。 常用的磨床有: 外圆磨床、内圆磨床、平面磨床、无心磨床等。
外圆磨床有: 普通外圆磨床、万能外圆磨床和无心磨床。 平面磨床有: 卧轴矩台平面磨床、立轴矩台平面磨床、卧轴圆 台平面磨床、立轴圆台平面磨床。
选择原则:
工件材料软——硬砂轮 (磨有色金属除外) 工件材料硬——软砂轮
砂轮特性及用途选择—硬度
等级
超软
软
中软
中
中硬
硬
超硬
代号 D E
F G
H
J
K
L
M
N
P
Q
R
S
T
Y
选择
磨淬硬钢选用L~N,磨淬火合金钢选用H~K,高表面质量磨削时选用 K~L,刃磨硬质合金刀具选用H~J
22
2. 砂轮的特性及选用
2)砂轮硬度 砂轮硬度选择原则:
平面磨床 的磨削方法
矩台周磨
圆台周磨
矩台端磨
圆台端磨
床鞍 砂轮架
立柱
工作台
床身
卧轴矩台平面磨床
砂轮架 立柱
工作台
床身
立轴圆台平面磨床
无心磨床
二、磨具的特性及其选用
1、磨具的类型 普通磨具:用刚玉类、碳化硅类、碳化硼类磨料 制成的磨具。 超硬磨具:用金刚石、立方氮化硼等高硬度磨料 制成的磨具。 固结磨具:砂轮、油石、砂瓦、磨头、抛磨块 涂附磨具:砂布、砂纸、砂带 研磨膏:由磨料和研磨抛光液组成的抛光剂。
磨料应有锋利的形状、高硬度和热硬性、适当的坚韧性。 氧化物 磨削碳钢、合金钢、 通用高速钢 磨削硬铸铁、硬质 合金、非铁金属 磨削硬脆材料、硬 质合金、宝石、高 温合金
磨 料
碳化物 超硬磨料
人造金刚石
立方氮化硼
砂轮特性及用途选择—磨料
系 别 名称 代号 颜色 性 能 适 用 范 围 磨削碳素钢,合金刚, 可锻铸铁与青铜 磨削淬硬的高碳钢,合 金钢,高速钢,磨削薄 壁零件,成形零件 磨削铸铁,黄铜,耐火 材料及其它非金属材 料 磨削硬质合金,宝石, 光学玻璃 研磨硬质合金
1、外圆磨床
主要用于磨削内,外圆柱和圆锥表面,也能磨阶梯 轴的轴肩和端面,可获得IT6-IT7及精度Ra在1.25-0.08μ m之间。 外圆磨床的主要类型有:普通外圆磨床、万能外 圆磨床,无心外圆磨床、宽砂轮外圆磨床和端面外圆 磨床等 。 主参数: 最大磨削直径的十分之一。
外圆磨床
头架
工作台
磨削加工
磨削加工特点
(1)加工余量少,加工精度高。一般磨削可获得 IT5~7级精度,表面粗糙度可达Ra0.2~1.6um。 (2)磨削加工范围广 各种表面:内外圆表面、圆锥面、平面、齿面、螺旋面 各种材料:普通塑性材料、铸件等脆材、淬硬钢、硬质 合金、宝石等高硬度难切削材料。
主要加工范围及方法
磨削加工特点
内圆 磨具
砂轮架
横向进 给机构
尾座
床身
纵向 进给 手柄
横向 进给 手柄
脚踏操 作板
M1432B万能外圆磨床
磨削外圆柱面
扳转工作台 磨削长圆锥面
扳转砂轮架磨削短圆锥面
扳转头架磨削 内圆锥面
M1432B型万能外圆磨床典型加工示意图
内圆磨床
头架 砂轮架
工作台
滑 鞍
床身
普通内圆磨床的磨削方法
平面磨床
二、磨具的特性及其选用
2. 砂轮的特性及选用
砂轮由磨料、结合剂及气孔组成。 砂轮特性决定于 磨料,粒度,结合 剂,硬度,组织及形状尺寸。
主要起切削作用
主要起容屑和冷却作用
主要起粘接作用
2. 砂轮的特性及选用
1)砂轮的磨料 取决于工件材料的硬度
棕刚玉 白刚玉 络刚玉 黑色碳化硅 绿色碳化硅 碳化硼
氧 化 物
棕刚玉 白刚玉 铬刚玉 黑碳化 硅 绿碳化 硅 碳化硼
人造金 刚石 立方氮 化硅
A WA PA
棕褐色 白色 玫瑰红色
硬度较低 , 韧性 较好 较 A 硬度高 , 磨 粒锋利,韧性差 韧性比WA好
碳 化 物
C GC BC
比刚玉类硬度 高,导热性好,但 黑色带光泽 韧性差 绿色带光泽 较C硬度高, 导 热性好 , 韧性较 差 白,淡绿, 黑色 棕黑色