汽车大梁用钢板冲压开裂分析
- 格式:pdf
- 大小:1.92 MB
- 文档页数:4
汽车工艺与材料AT&M2019年第4期摘要:针对唐钢冷轧双相钢DP590在冲压某车型左纵梁前段时出现冲压开裂问题,利用直读光谱仪、光学显微镜、扫描电镜、拉伸试验机、金属板材成型试验机,对其化学成分、显微组织、扩孔性能、板料边部状态等进行了系统分析,明确了板料落料时产生的表面微裂纹是冲压开裂的初始裂纹源,而硬相和软相之间的两相差异进一步加剧了裂纹的扩展。
提出了改善开裂的措施和方向,为解决冷轧双相钢冲压开裂问题提供了思路。
关键词:冷轧双相钢冲压开裂两相差异中图分类号:TG3文献标识码:BDOI :10.19710/ki.1003-8817.20180182冷轧双相钢DP590冲压开裂分析李建英1马光宗1孙璐1谷田2(1.河钢唐钢汽车板研发中心,唐山063000;2.河钢唐钢高强汽车板公司,唐山063000)作者简介:李建英(1978—),女,高级工程师,硕士研究生,研究方向为冷轧汽车用钢产品开发。
1前言随着节能环保、车身轻量化以及车身安全性要求的提高,先进高强钢在汽车车身设计中应用比例越来越大。
文献表明[1-3],车身质量每减轻500kg ,续驶里程可增加3~5km ,而冷轧双相钢以其优良的加工性能、高效的吸能安全性等特性越来越受到主机厂的青睐。
在SSAB 钢厂的超轻量白车身设计中,认为车身材料的70%将采用双相钢,用于制作横梁、加强板、纵梁、悬架件等汽车零部件。
冷轧双相钢一般多用于冲压成型,除要求常规的力学性能外,还必须具备良好的焊接性能、扩孔翻边性能。
研究表明[3-4],冷轧双相钢的冲压开裂主要与钢中的P 、S 含量较高、夹杂物和带状组织严重、扩孔性能差、边部毛刺大等原因有关,零件加工方式、落料边缘微裂纹、材料的止裂能力、扩孔性能直接影响钢材使用时的翻边质量。
本文针对某车企使用冷轧双相钢DP590生产左纵梁前段过程中出现冲压开裂的情况进行系统分析,为冷轧双相钢DP590冲压开裂分析及质量改进提供指导。

2019年34期方法创新科技创新与应用Technology Innovation and Application某汽车内板件成形开裂的原因及改进措施胡伟(南昌江铃集团联成汽车零部件有限公司,江西南昌330098)引言冲压件在实际冲压成形过程中容易产生开裂、起皱、回弹等问题,导致产品报废率较高,增加生产成本,零件质量的不稳定性因素较多[1]。
因此,本文以某汽车内板件产品出现开裂问题为导向,来分析产品成形开裂的原因,并提出改进措施。
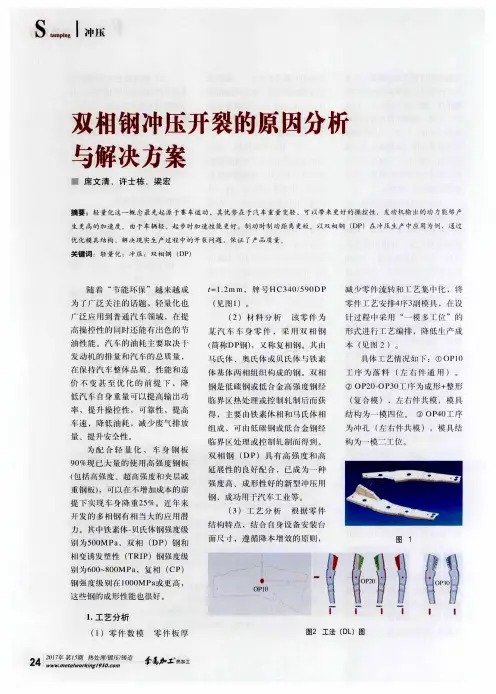
1产品冲压工艺性分析内板件产品如图1所示,形状起伏较大,折弯成形后带筋翻边,零件轮廓尺寸235×85×44mm ,最小圆角半径R5.4mm 。
材料为B340/590DP ,料厚为0.8mm ,属于薄板材料。
材料的屈服强度为340~500Mpa ,抗拉强度不低于590Mpa ,延伸率不低于18%,是一种比较典型的汽车用高强度板材。
产品为左右结构件,成形后表面不允许有裂纹、起皱等缺陷,材料厚度变化允许偏差为±0.15mm 。
产品现有工艺为:落料冲孔→折弯→翻边→冲孔→侧冲孔。
对料带检查发现,折弯成形没出现开裂,两处开裂均在翻边成形产生,开裂处位于成形的最终成形边缘处,如图2所示。
2开裂原因分析及改进措施由于产品的翻边特征是带有凸筋的外缘翻边,开裂处位于成形的最终成形边缘处,造成开裂的可能原因有:一是一次成形,凸筋根部圆角堆料,阻碍材料向边缘流动,进而导致材料边缘开裂;二是翻边区域材料流动大,得不到及时补偿。
可采取的措施有:(1)设计预成形工艺;(2)在开裂处设计工艺补充边,翻边成形后侧切余料获得正确的形状。
2.1设计一次翻边预成形工艺产品开裂可能是由于凸筋根部圆角堆料阻碍材料向边缘流动,因此在翻边成形工序前设计一次翻边预成型工序,但是在实际生产中产品开裂仍没有得到较好的改善。
2.2设计工艺补充边考虑到产品开裂处也可能是由于翻边区域材料流动大,得不到及时补偿的原因,因此在开裂部位设计工艺补充边,结果是翻边边缘开裂问题解决了,但同时又出现了新的缺陷,即在两处带有凸筋的外缘翻边的底部出现被严重挤压以摘要:文章介绍了汽车内板件在冲压成形中出现的开裂问题,并对产品进行了冲压工艺性分析,然后分析出产品开裂的主要原因是由于凸筋阻碍材料向边缘流动和翻边区域材料流动大,得不到及时补偿。
汽车结构件弯曲变形开裂分析邱晓刚;王亮赟【摘要】The bending deformation of automobile part was analyzed by the finite element simulation method,the influence of bending radius, material properties and thickness size on bending deformation was discussed. Based on the analysis results, it was one of the reasons for the bending crack, that small bending radius incurred increase of tensile stress in the part's outer surface. Therefore, the properties of Q345 steel can not meet the requirements to bending of the automobile part.%采用有限元模拟方法对汽车结构件的弯曲变形进行了分析,讨论了弯曲半径、材料参数和板厚尺寸对弯曲成形的影响.结果表明:弯曲模具的半径较小,零件外表面的拉应力增大是造成弯曲开裂的原因之一;制造零件的Q345普碳钢的性能不能满足汽车结构件弯曲成形的要求.【期刊名称】《理化检验-物理分册》【年(卷),期】2011(047)001【总页数】4页(P18-21)【关键词】汽车结构件;弯曲变形;弯曲半径;材料参数;有限元模拟【作者】邱晓刚;王亮赟【作者单位】攀钢集团研究院有限公司,攀枝花,617000;攀钢集团研究院有限公司,攀枝花,617000【正文语种】中文【中图分类】U463Abstract:The bending deformation of automobile part was analyzed by the finite element simulation method,the influence of bending radius,material properties and thickness size on bending deformation was discussed.Based on the analysis results,it was one of the reasons for the bending crack,that small bending radius incurred increase of tensile stress in the part’s outer surface.Therefore,the properties of Q345 steel can not meet the requirements to bending of the automobile part. Keywords:automobile part;bending deformation;bending radius;material properties;finite element simulation某汽车厂在使用Q345普碳钢热轧钢板加工汽车结构件零件的过程中出现了极为突出的开裂现象,部分批次开裂率高达90%,严重影响了正常生产,为确保生产顺行,对开裂零件一直采用焊补方式进行挽救处理,但既浪费工时又增加成本,而且不能保证产品质量。
冲压件拉伸开裂的原因
冲压件拉伸开裂的原因可以有多个,以下是几种可能的原因:1. 材料选择不当:如果使用的材料强度不足或者塑性较差,会导致在拉伸过程中材料超过其耐受能力而发生开裂。
2. 设计缺陷:设计上的问题也可能导致拉伸开裂。
例如,在零件的几何形状、锐角或导向边缘等方面存在过渡区域不合理的情况,都可能导致应力集中,从而引起开裂。
3. 模具磨损或失效:如果使用的模具磨损严重,表面粗糙度增加,或者模具的材质或硬度不适合冲压材料,都可能导致拉伸时的局部变形和应力集中,从而引起开裂。
4. 冲压过程参数不合适:包括材料的预处理不当、冲压速度过快或过慢、冲压力度不均匀等方面的因素,都可能导致拉伸过程中的异常应力分布,进而引发开裂。
5. 表面缺陷或污染:如果冲压件表面存在裂纹、凹陷、瑕疵或有杂质等问题,这些缺陷可能在拉伸过程中成为应力集中点,导致开裂。
为了避免冲压件拉伸开裂,需要注意材料的选择与预处理、合理的设计与模具制造,以及适当的冲压过程参数控制。
此外,定期检查和维护模具,保持其表面质量和尺寸精度,也是减少开裂的重要措施。
某车型驱动桥后桥壳开裂分析某款车型在矿区山路行驶过程中,驱动桥后桥壳在钢板弹簧位置附近发生开裂,有齿轮油渗出,此失效后桥壳为钢板冲压件,通过气体保护焊焊接而成,其主体为上下两半冲压件。
本文主要对失效件断口通过宏观观察、微观分析、金相检测,确定后桥壳开裂性质,分析可能开裂的原因。
标签:驱动桥后桥壳;钢板弹簧;开裂;断口分析驱动桥后桥壳是汽车重要的组成部分,它不但支撑着汽车的重量,将载荷传递给车轮,还承受制动工况、驱动工况、横向工况、纵向工况及上下跳工况产生的力或力矩,并经悬架传递给车身或车架。
在汽车行驶过程中,由于道路条件的千变万化,桥壳受到车轮与地面间产生的冲击载荷影响,可能引起桥壳变形或开裂,甚至断裂,因此驱动桥后桥壳应具有足够的强度和刚度。
同时其内部装有减速器、差速器、车轮传动装置及齿轮油,不但可以保护上述零部件受到外界的破坏,还可以通过内部的齿轮油润滑零部件之间的摩擦,降低零部件摩擦产生的温度,提高其寿命,所以合理的设计制造驱动桥后桥壳是提高汽车行驶稳定性和操作性的重要措施,如驱动桥后桥壳失效,会影响整车操稳,甚至发生交通事故,威胁生命。
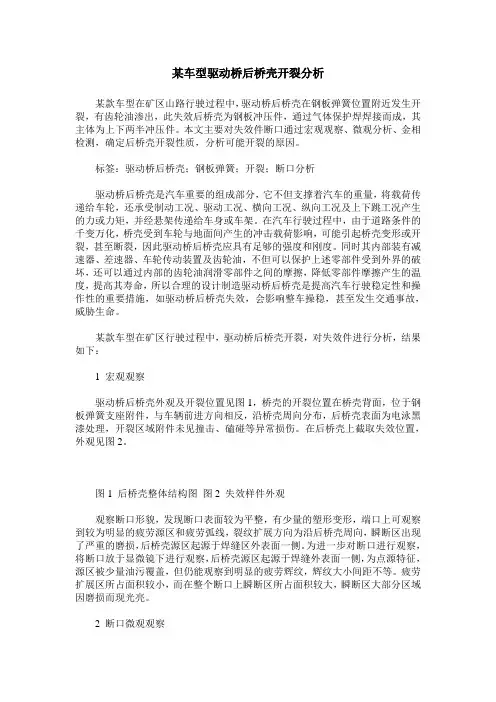
某款车型在矿区行驶过程中,驱动桥后桥壳开裂,对失效件进行分析,结果如下:1 宏观观察驱动桥后桥壳外观及开裂位置见图1,桥壳的开裂位置在桥壳背面,位于钢板弹簧支座附件,与车辆前进方向相反,沿桥壳周向分布,后桥壳表面为电泳黑漆处理,开裂区域附件未见撞击、磕碰等异常损伤。
在后桥壳上截取失效位置,外观见图2。
图1 后桥壳整体结构图图2 失效样件外观观察断口形貌,发现断口表面较为平整,有少量的塑形变形,端口上可观察到较为明显的疲劳源区和疲劳弧线,裂纹扩展方向为沿后桥壳周向,瞬断区出现了严重的磨损,后桥壳源区起源于焊缝区外表面一侧。
为进一步对断口进行观察,将断口放于显微镜下进行观察,后桥壳源区起源于焊缝外表面一侧,为点源特征,源区被少量油污覆盖,但仍能观察到明显的疲劳辉纹,辉纹大小间距不等。
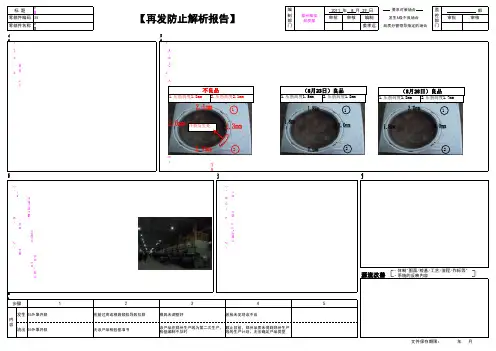
外罩开裂外罩发生状况把握的事实1.8月23日发生1245件35外罩开裂 1.现场调查不良品发现该不良2.其中首发现在涂装后,共涂装424件A:至涂装发现该不良反馈前生产的全数均为不良品3.至涂装发现开裂后,调整M1冲压深度,生产约200件合格品,B:发生在同一模具M1后切换生产110面板C: 开裂位置为同一位置4.合肥公司 谢猛 提供:该批产品由合肥公司安排人员在25日夜班﹑ 2.发生原因分析:27日白班进行氩弧焊返工,由郑州生产员工进行装放盛具A:测量不良品和良品:压筋高度(位置①﹑②)要求为1.5±0.3mmB:由A中得,发生原因①模具安装不平或倾斜,冲压出的产品有扭曲感②压筋高度过高(发生/流出现象·再现试验·分析原因)(发生/流出对策"及暂定/恒久"内容·效果预测·PPA)(效果·实绩)1.流出原因分析1.对策A:没有检验基准书A:立即制定检验基准书并进行人员培训;确保各关键尺寸﹑分析:①员工有检验上图(不良品)标识的第一处的压筋高度,符合图纸关键部位的检验项目落实到检验员②因无检验基准书导致未有规定检验上图中(不良品)标识的第二处压筋高度B:对郑州办生产线的照明进行更换以确保光照;或检验员配备手电③该产品在郑州生产线为第二次生产,无检验经验及不良警示C:对检验员进行案例教育(含各类零件前期出现的问题点),④截止今日,郑州品质部未得到郑州试生产的生产计划,导致编制检验基准书不及时以确保不流出相同质量问题B:环境影响F:后续物资计划给郑州精信各工厂车间下达产品生产计划时,分析:①8月23日是阴天,光线弱CC至品质部(特别是在第一次试做生产时):品质部安排适当的②如图示,郑州生产线照明灯坏了5个,光照弱人员及准备相关的资料和检验手段,由品质部人员严格③该不良(开裂)间隙小,在光线不好的情况难发现确认“首检件”(荆恒)C:人员影响G:技术部门能够尽快发行相关各版块的技术图纸及资料(荆恒)分析:①白班检验员入司时间短,才2个月(孟建龙,李家放),仅在其它生产线学习了1周,就在郑州生产线检验110面板②白班检验员仅在郑州办生产线进行检验,对非110面板产品不熟悉why·why分析无该产品检验基准书压筋过高或模具倾斜导致拉裂模具未调整好该产品在郑州生产线为第二次生产,检基编制不及时截止目前,郑州品质未得到郑州生产线的生产计划,无法确定产品类型35外罩开裂35外罩开裂【再发防止解析报告】编制部门郑州精信品质部监控部门内容发生首检未发现该不良流出源流改善·体制"图面/检基/工艺/流程/作标等" ·系统的反映内容步骤12345审批审核零部件名称姜孝远品质分管领导指定的场合标 题 2011 年 8 月 29 日要求对策场合 部零部件编码35审批审核编制发生A级不良场合121.压筋高度1.5mm2.压筋高度1.8mm(8月23日)良品121.压筋高度1.8mm2.压筋高度2.1mm不良品开裂发生处121.压筋高度1.8mm2.压筋高度1.7mm(8月28日)良品。
大梁开裂设计缺陷分析报告引言大梁作为承重结构的关键部件,其设计和施工质量直接影响到建筑物的安全性和稳定性。
然而,在某些情况下,大梁在使用过程中出现了开裂现象,给建筑物带来了一定的安全隐患。
本报告旨在分析大梁开裂的设计缺陷,并提出相关改进措施,以提升建筑物结构的安全性和可靠性。
开裂原因分析1. 施工不合规在大梁的施工过程中,存在一些施工不合规问题,如混凝土的配合比例不合理、振捣不均匀、养护不到位等。
这些问题导致了混凝土的质量不达标,降低了大梁的抗压强度,使得大梁容易出现开裂。
2. 梁身悬挑过大在建筑物的设计中,为了满足空间的需要,有时会将大梁的悬挑长度设计得过大,超出了大梁的承载能力。
当建筑物受到外力作用时,大梁无法承受这种过大的悬挑荷载,从而导致大梁开裂。
3. 弯曲构件设计不合理大梁中的弯曲构件设计不合理也是导致大梁开裂的重要原因之一。
弯曲构件在受到外力作用时,会发生变形和应力集中,如果构件的设计不合理,不能合理地分散和消耗这些应力,就会导致大梁出现开裂现象。
4. 温度变化引起的热应力大梁在使用过程中,由于季节和温度的变化,会出现温度膨胀和收缩现象。
这些温度变化会引起大梁内部应力的变化,如果设计不合理,不能良好地抵抗这种热应力,就会导致大梁开裂。
解决方案1. 加强施工管理在大梁的施工过程中,应加强施工管理,确保按照规范进行施工。
要求施工人员严格控制混凝土的配合比例,确保振捣均匀,加强养护,以提升混凝土的质量和大梁的承载能力。
2. 优化悬挑设计在大梁的设计中,应合理控制悬挑长度,确保不超过大梁的承载能力。
在确保空间需求的前提下,通过合理的结构设计和材料选择,提升大梁的承载能力,避免大梁因悬挑过大而导致开裂。
3. 设计合理的弯曲构件为了避免弯曲构件因应力集中而导致大梁开裂,设计人员应合理设计弯曲构件,并考虑到应力的分散和消耗。
合理选择构件的截面形状和尺寸,采用合适的材料,以提升弯曲构件的稳定性和抗压性能。
冲压开裂解决方案1. 目标冲压开裂是制造业中常见的问题,解决该问题的目标是降低开裂率,提高冲压产品的质量和产能,从而提高企业的竞争力和利润。
2. 实施步骤步骤一:问题分析首先,对冲压开裂问题进行全面的分析,确定开裂的原因和影响因素。
可能的原因包括材料质量、冲压工艺参数、模具设计等。
通过分析开裂的位置、形状、频率等信息,找出影响开裂的主要因素。
步骤二:材料选择和优化根据问题分析的结果,评估材料的适用性和质量。
选择合适的材料,并对材料的化学成分、力学性能等进行分析和测试。
优化材料的硬度、韧性等性能,以降低开裂的风险。
步骤三:冲压工艺参数优化根据问题分析的结果和材料性能,优化冲压工艺参数。
主要包括冲头形状、冲头材料、冲头润滑方式、冲压速度、冲压温度等参数的选择和调整。
通过试验和模拟分析,确定最佳的工艺参数组合,以减少冲压开裂的风险。
步骤四:模具设计和优化根据问题分析的结果和冲压工艺参数,进行模具设计和优化。
模具的设计应考虑材料流动性、应力分布、冲压力的均匀性等因素。
通过模拟分析和试模验证,优化模具的结构和尺寸,以减少冲压开裂的可能性。
步骤五:设备维护和管理保持冲压设备的良好状态和正常运行,定期进行设备维护和保养,确保设备的精度和稳定性。
建立设备管理制度,对设备进行定期检查和维修,及时处理设备故障和异常,以减少冲压开裂的风险。
步骤六:员工培训和技能提升对冲压操作人员进行培训,提高其对冲压开裂问题的认识和理解。
培训内容包括材料特性、冲压工艺参数、模具设计等方面的知识和技能。
通过培训和技能提升,提高员工的工作质量和效率,减少冲压开裂的发生。
步骤七:质量控制和监测建立完善的质量控制和监测体系,对冲压产品进行全面的质量检查和监测。
通过对产品尺寸、表面质量、开裂情况等进行检测,及时发现和处理问题,确保产品的质量和一致性。
步骤八:持续改进和优化建立持续改进的机制,定期评估和优化解决方案的效果。
通过收集和分析数据,评估开裂率的变化和趋势,找出改进的空间和机会。
影响汽车大梁冲压开裂因素的敏感性分析
胡星;黄时锋;杨海军;杨洪刚
【期刊名称】《上海电机学院学报》
【年(卷),期】2016(019)002
【摘要】汽车大梁冲压过程中,实际成形工艺参数往往在设计工艺参数的附近有一定波动.这些波动的不确定性导致工艺优化设计的难度增加,甚至会影响大批量生产中产品质量的稳定性.基于冲压有限元技术,将稳健性理论与试验设计相结合,应用于某汽车大梁成形开裂分析.研究表明,为控制好大梁的开裂现象,最主要的控制因素依次是压边力、摩擦系数、应变硬化指数n值和厚向异性系数r.
【总页数】5页(P76-80)
【作者】胡星;黄时锋;杨海军;杨洪刚
【作者单位】上海电机学院汽车学院,上海201306;上海电机学院汽车学院,上海201306;上海电机学院汽车学院,上海201306;上海电机学院汽车学院,上海201306
【正文语种】中文
【中图分类】U260.32;TG386
【相关文献】
1.汽车用大梁钢610L冲压开裂原因分析 [J], 高峰;刘莉;寇沙沙;李文亚
2.汽车大梁钢冲压开裂原因分析及其工艺控制研究 [J], 安海玉;刘志勇;陈俊东;郑文超
3.热轧汽车大梁钢板冲压开裂影响因素分析 [J], 孟宪堂;王小勇;于洋;李瑞恒;周娜;王伦
4.汽车大梁用钢板冲压开裂分析 [J], 邱涛
5.热轧汽车大梁钢冲压开裂影响因素分析 [J], 孟宪堂;王小勇;李瑞恒;于洋;周娜;王伦
因版权原因,仅展示原文概要,查看原文内容请购买。
钢板夹杂导致冲压开裂解决方案钢板夹杂导致冲压开裂?哎呀,这可真是让人头疼的事啊!你想想,一块看似普通的钢板,在冲压的时候突然裂开了,这到底是什么原因呢?说白了,就是钢板里头有东西不该有的杂质,或者说,夹杂物。
你别看这点小小的夹杂,它可不是好东西,它就像一颗定时炸弹,随时可能在冲压的过程中给你“爆炸”。
结果呢?钢板裂开,生产停滞,浪费时间浪费钱,简直就是一场灾难。
你可别觉得这只是个小问题,钢板开裂可是直接影响到产品的质量的。
尤其是在一些精密的冲压作业中,一旦钢板裂开,产品就废了,客户不满意,厂子也得头疼了。
咱们该怎么解决这个问题呢?别急,咱慢慢说。
钢板的质量得好,这个是最基本的。
你想想,如果钢板本身就带着夹杂,那还能指望它在冲压过程中完美表现吗?就像一个人从小在坏环境里长大,想要求他成功,难度就大了。
所以,解决的第一步,就是要选择质量过关的钢板。
你说,哪儿有那么多钢板不带夹杂的?当然有!现在的钢铁厂和生产商都对钢板质量严格把关,做的越来越好了。
咱就得挑那些经过严格检测、没有夹杂的钢板,才不至于给自己找麻烦。
你得看冲压设备了。
这个设备好不好,直接决定了你能不能把钢板压成想要的样子。
要是设备不行,冲压的时候产生的压力和温度就控制不好,钢板表面可能会产生裂纹,那可怎么办?一旦设备老旧或者没有得到及时保养,出现的问题就成倍增加。
想想看,一个设备坏了,整个生产线就停了,咱的时间、精力都白费了。
所以,定期对设备进行检查和维护,不让它“生病”,避免因设备问题导致钢板开裂。
第三个问题是冲压工艺的优化。
你瞧,钢板在冲压的时候,受力方向、压制方式,甚至温度、速度,都会影响它的最终状态。
如果你冲压的温度过高,或者速度太快,钢板的表面就容易受损,夹杂物的位置更容易暴露出来,甚至可能导致裂纹。
你要是掌握了最佳的冲压参数,裂开的问题自然会少很多。
尤其是一些经验丰富的技术人员,他们常常能通过细微的调整,找到最佳的冲压方式。
冲压过程中很多小细节都能影响最终的结果,你没准还会发现,微调了一下冲压的角度,钢板就能顺利成形了。
热轧钢板成型开裂原因热轧钢板是一种常用的金属材料,广泛应用于建筑、汽车制造、船舶制造等领域。
然而,在使用过程中,我们常常会遇到热轧钢板成型开裂的问题。
那么,热轧钢板成型开裂的原因是什么呢?接下来,我们将从材料特性、生产工艺和应力等方面进行分析。
热轧钢板的成型开裂与材料的特性有关。
热轧钢板具有较高的强度和硬度,但也存在一定的脆性。
当受到外部力作用或工艺参数不当时,热轧钢板容易发生开裂。
例如,热轧钢板在冷却过程中受到急剧的温度变化,会导致内部应力集中,从而引发开裂。
此外,热轧钢板的化学成分和晶粒结构也会影响其开裂倾向。
含有过高或过低的碳含量、合金元素含量不均匀或晶粒过大等因素都可能导致热轧钢板成型开裂。
生产工艺是热轧钢板成型开裂的另一个重要原因。
热轧钢板的生产过程中,包括加热、轧制、冷却等多个环节。
在加热过程中,如果温度控制不当或加热速度过快,会导致钢板内部温度不均匀,从而引发开裂。
在轧制过程中,如果轧制力过大或轧制温度过低,也会增加钢板的应力,使其易于开裂。
此外,冷却过程中的冷却速度和冷却方式也会对热轧钢板的开裂倾向产生影响。
如果冷却速度过快或冷却方式不合适,会导致钢板表面和内部温度梯度过大,引发开裂。
应力是热轧钢板成型开裂的重要因素之一。
热轧钢板在生产和使用过程中会受到各种应力的作用,包括热应力、冷却应力、轧制应力和外部载荷应力等。
当这些应力超过钢板的强度极限时,就会导致开裂。
例如,在冷却过程中,由于钢板表面和内部温度梯度的差异,会产生冷却应力,当冷却应力超过钢板的强度极限时,就会引发开裂。
此外,外部载荷应力如弯曲、拉伸等也会对热轧钢板产生影响,当应力集中或超过钢板的强度极限时,也会导致开裂。
热轧钢板成型开裂的原因主要包括材料特性、生产工艺和应力等因素。
为了减少热轧钢板成型开裂的问题,我们应当合理选择材料,控制生产工艺参数,注意应力的作用。
在实际应用中,还可以采取一些措施来防止热轧钢板开裂,比如改善材料的化学成分和晶粒结构,优化加热、轧制和冷却工艺,合理设计结构和减小应力集中等。
浅谈汽车拉延模具起皱和开裂的分析及控制措施摘要:目前我国的汽车市场竞争逐渐白热化,消费者关注车辆性能的同时对汽车的外观质量也越来越重视。
在汽车制造环节,决定汽车外观质量的关键因素就是汽车模具,模具的工艺/结构好坏决定了生产效率与生产成本的高低,所以模具制造厂和汽车生产厂商对冲压模具的关注程度也越来越高,不断优化工艺结构来满足形状复杂质量要求高的冲压件生产。
关键词:汽车模具开裂/起皱引言:目前我国民用汽车品牌为满足批量生产需求,外表面覆盖件及四门两盖内板是由薄钢板通过冲压而成,具有材料薄、形状复杂、结构尺寸大及表面质量要求高等特点,所以从冲压工艺设计到模具结构设计都必须认真考虑。
模具制造完成后,在拉延模调试过程中,若拉延件出现开裂和起皱现象,必须对此进行仔细分析与研究后采取相应的解决措施。
在拉延模调试过程中,拉延件起皱和开裂的原因很多,主要原因有4个方面:1、工艺方面:从设计上考虑拉延模工艺性是否合理,顶缸压力参数设定是否合理;2、模具加工:从模具本身的制造精度上考虑,是否对局部拉延筋、压料面做了补偿或避空;3、设备方面:从压力机选择是否合理,滑块平行度、工作台的精度以及顶缸压力稳定性等方面考虑4、材料方面:试模板料牌号是否符合设计要求,板料性能是否稳定等方面考虑。
本次我们从拉延模具工艺设计方面分析一下拉延模具起皱、开裂问题产生的原因,并针对一些现场常见的起皱、开裂的缺陷的实际案例提供一些整改方案与思路。
冲压工艺对拉延件开裂和起皱的影响拉延件的工艺性是冲压工艺首先要考虑的问题,只有设计出合理的、工艺性好的拉延件,才能保证在拉延过程中不起皱、不开裂或少起皱、少开裂。
在设计拉延件时,不但要考虑冲压方向、冲压位置、压料面形状、拉延筋的形状及配置以及工艺补充部分等可变量的设计,还要合理地增加工艺补充部分,正确确定压料面拉延较复杂的拉延件成形性分析(CAE分析)是借助计算机软件来实现的,不但具有良好的易用性,而且包括大量的智能化自动工具,可方便地求解各类板件成形问题,直观地看到成形过程中板料的裂纹、起皱、变薄、划痕、回弹分析以及评估板料的成形性能,从而为板金成形工艺以及模具设计提供了很大的帮助。