全球鹰间隙与面差设计图
- 格式:ppt
- 大小:5.80 MB
- 文档页数:51

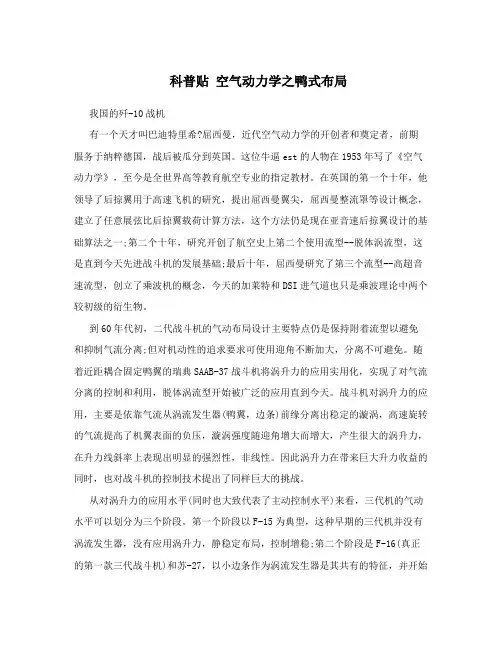
科普贴 空气动力学之鸭式布局
我国的歼-10战机
有一个天才叫巴迪特里希?屈西曼,近代空气动力学的开创者和奠定者,前期服务于纳粹德国,战后被瓜分到英国。这位牛逼est的人物在1953年写了《空气动力学》,至今是全世界高等教育航空专业的指定教材。在英国的第一个十年,他领导了后掠翼用于高速飞机的研究,提出屈西曼翼尖,屈西曼整流罩等设计概念,建立了任意展弦比后掠翼载荷计算方法,这个方法仍是现在亚音速后掠翼设计的基础算法之一;第二个十年,研究开创了航空史上第二个使用流型--脱体涡流型,这是直到今天先进战斗机的发展基础;最后十年,屈西曼研究了第三个流型--高超音速流型,创立了乘波机的概念,今天的加莱特和DSI进气道也只是乘波理论中两个较初级的衍生物。
到60年代初,二代战斗机的气动布局设计主要特点仍是保持附着流型以避免和抑制气流分离;但对机动性的追求要求可使用迎角不断加大,分离不可避免。随着近距耦合固定鸭翼的瑞典SAAB-37战斗机将涡升力的应用实用化,实现了对气流分离的控制和利用,脱体涡流型开始被广泛的应用直到今天。战斗机对涡升力的应用,主要是依靠气流从涡流发生器(鸭翼,边条)前缘分离出稳定的漩涡,高速旋转的气流提高了机翼表面的负压,漩涡强度随迎角增大而增大,产生很大的涡升力,在升力线斜率上表现出明显的强烈性,非线性。因此涡升力在带来巨大升力收益的同时,也对战斗机的控制技术提出了同样巨大的挑战。
从对涡升力的应用水平(同时也大致代表了主动控制水平)来看,三代机的气动水平可以划分为三个阶段。第一个阶段以F-15为典型,这种早期的三代机并没有涡流发生器,没有应用涡升力,静稳定布局,控制增稳;第二个阶段是F-16(真正的第一款三代战斗机)和苏-27,以小边条作为涡流发生器是其共有的特征,并开始放宽静稳定度,模拟电传足以满足控制需求;第三个阶段,一方面是使用大边条的F/-18E/F和我国的FC-1,另一方面是使用可动鸭翼的欧洲台风,阵风,鹰狮和我国的歼-10,这个阶段的战斗机都已经采用高度静不稳定设计,模拟电传已经不能满足需求,数字电传成为标准配置。

图7-51窥视孔和视孔盖
8、根据机械设计经验和设计手册,绘制油标和放油螺栓。(可先绘制好后制成图符再插入装配图)见图7-52。
图7-52 插入油标和放油螺栓(1)
图7-53 插入油标和放油螺栓(2)
9、单击【绘图】→【直线】或图标,立即菜单选“1”“平行线”,“1”“偏移方式”“3”“单向”,绘制漏线。点击【绘图】→【剖面线】或图标,绘制俯视图中局部剖面线。见图7-53。
10、点击【绘图】→【库操作】→【提取图符】或图标,在“提取图符”对话框,选【常用图形】中的 孔】“六角螺钉沉孔”,点击下一步按钮,拖动滚动条,选择其中的M16×130螺钉沉孔。插入主视图见图7-54、7-55、7-56。同理插入M10×26螺钉沉孔。见图7-57、7-58。
图7-54六角螺钉沉孔M16×128(1) 图7-55六角螺钉沉孔M16×128(2)
图7-56插入六角螺钉沉孔M16×130(3)
图7-57插入六角螺钉沉孔M10×26(1)图7-58插入六角螺钉沉孔M10×26(2)
11、重复提取图符命令,提取M16×140螺栓GB/T5782-2000六角头螺栓,d=16 GB93-1987标准型弹簧垫圈,M16GB/T6172.1-2000六角薄螺母。重复提取图符命令,提取M10×40螺栓GB/T5783-2000六角头螺栓-全螺纹,d=10 GB93-1987标准型弹簧垫,M10GB/T6172.1-2000六角薄螺母。点击单击【绘图】→【直线】或图标,立即菜单选“1”“角度线”,“2”“X轴夹角”,“3”“到点”“4:度=”“45”。把当前层改为“中心线”,绘制端盖螺钉的一根定位线。运用镜像命令绘出其它定位线。把当前层改回“箱体层”,重复提取图符命令,提取M10GB/T5783-2000六角头螺栓-全螺纹。见图7-59。
1 / 39 飞机研制工作一般包括哪几个过程?
飞机研制:概念设计、初步设计、详细设计、原型机试制、原型机试飞、批生产
应力分析。与重要概念联系。点焊*。铆接。*
飞机制造过程可分为毛坯制造、零件加工、装配安装和试验四个阶段
装配过程:将大量的飞机零件,按一定组合和顺序,逐步装配成组合件、板件、段件和部件,最后将各部件对接成整架飞机的机体。在装配时,要准确确定零件或装配件之间的相互位置,用一定的连接方法(铆接、螺接、胶接或焊接等)进行连接。
飞机装配的导孔:即在想连接的一个零件上,按铆钉位置,预先制出比较小的孔。导孔通常是制在孔的边距较小、材料较硬或者较厚的零件上,在零件制造阶段就制出,装配定位后,钉孔按导孔制出.
飞机装配和一般机械装配有什么不同?
飞机装配和安装工作在飞机制造中占有重要地位。一般机械制造中,装配和安装工作的劳动量占产品制造总劳动量的20%左右。而在飞机制造中,装配和安装工作的劳动量占50~60%。因为飞机构造复杂,零件和连接件数量大。其次,因为装配和安装不仅劳动量大,而且质量要求高、技术难度大。
飞机装配工艺学主要研究:如何合理地划分装配单元和制定装配路线,装配时工件的定位方法,保证装配准确度理论和方法,装配中所采用的各种连接技术,各种结构的装配方法和过程,装配型架(夹具)的构造与制造技术,保证工艺装备之间协调的原理和方法等。
目前飞机装配中采用的连接方法仍以机械连接为主,大量采用铆接,并使用一部分螺栓连接。因铆接适用范围广,质量比较稳定,便于排除故障,费用2 / 39 低。为提高铆接的疲劳寿命和密封性能,还发展了干涉配合的连接技术。
胶接可提高飞机结构的抗疲劳性能和减轻结构重量。
飞机结构主要是硬铝合金,只能采用点焊。点焊生产率比焊接高,但焊点疲劳强度比铆接还低。。。。
飞机装配的另一个重要特点是,在装配中使用了许多复杂的装配型架(夹具)。在一般机械制造中,由于绝大部分零件是刚度大的机械加工件,机械制造的准确度主要取决于零件制造的准确度。在装配时,零件之间定位主要靠它们之间的配合表面,一般不需要用装配夹具。而在飞机制造中,由于大部分飞机结构零件是钣金件,这些零件形状复杂、尺寸大、刚度小,很容易产生变形。飞机制造的准确度在很大程度上决定于装配的准确度。在装配时,必须使用复杂的装配型架来保证装配的准确度。而制造这些装配型架,又需要使用许多标准工艺装备,以保证装配型架之间以及零件工艺装备之间的协调。
梯形钢屋架课程设计
I
目 录
一、设计资料 ................................................................................................................................... 1
二、荷载与内力计算 ....................................................................................................................... 1
1、荷载计算 ............................................................................................................................. 1
2、荷载组合 ............................................................................................................................. 1
3、内力计算 ............................................................................................................................. 2
三、杆件截面设计 ........................................................................................................................... 2