间隙和面差设计
- 格式:doc
- 大小:30.00 KB
- 文档页数:2
1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
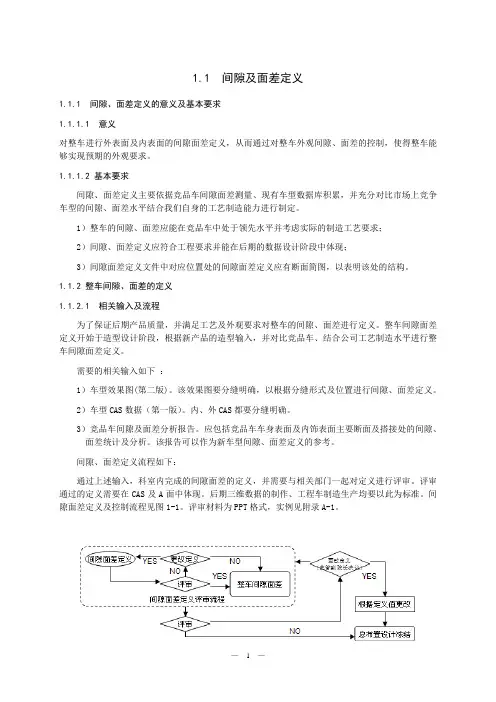
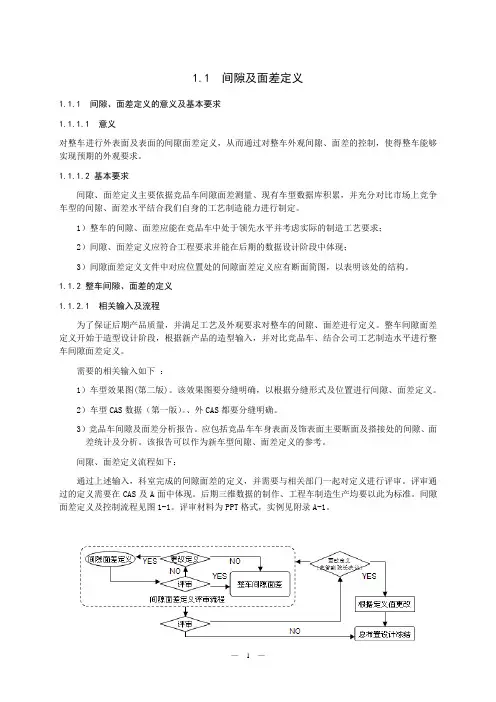
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
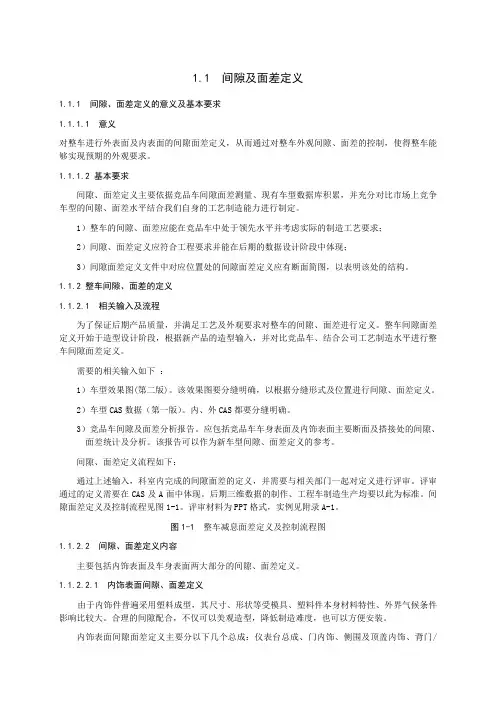
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
整车集成篇第一章 DTS1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义容主要包括饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1饰表面间隙、面差定义由于饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义容主要包括饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1饰表面间隙、面差定义由于饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。

车身外观间隙面差设计定义规范I车身外观间隙面差设计定义规范1范围本标准规定了外观间隙面差测量方法、外DTS设计定义A面检查方法等。
本标准适用于外饰全新造型项目、FL项目。
2术语和定义DTS:DTS 是(dimension尺寸 technology技术 specification规范)的英文缩写,在汽车上定义外观匹配各尺寸关系及公差标准。
3 间隙和面差定义的表示方法3.1间隙定义的表示方法间隙测量符号以标准距离测量符号表示,如下图:3.2面差定义的表示方法面差测量方式及指示符号说明参考面用三角形符号表示,以三角形处面为基准面,面差数值为正值,表示此面比基础面高出;负值表示低进。
如下图所示:涂黑三角形区域所在部件是基准,FENDER比FRT DOOR 高出0.5mm,公差设计值为-0.5~+1mm(最终结果为FENDER比FRT DOOR高出0~1.5mm)。
3.3对齐度定义的表示方法3.3.1对齐度用圆在主图上标示出位置,用大写字母排序;其他相关信息标注在局部放大图上,必须标注基准:第1页共7页3.3.2“对齐度±1.5”概念:以FENDER为基准,FRT BUMPER的边界(R角切点)出入相对于FENDER不大于1.5mm。
3.4基准的选取基准选取原则:1)车身开启件以车身骨架为基准;2)开启件与开启件之间以先安装部件为基准,如前门以后门为基准、翼子板以前门为基准;3)总装安装件以车身为基准;4)两个总装安装件之间以尺寸易控制、刚度比较好的件为基准,同时尽量选择大平面作为测量基准。
如前后大灯与前后保之间,以灯为基准。
4 间隙和面差测量定义方法4.1间隙测量定义方法4.1.1当外观面在同一造型平面内且两件的配合面分别与本零件外观面角度小于等于90度时,以外观面的法线(法线与外观R角相交)之间的距离作为两个面(或部件)的间隙,间隙测量方法示意如下:(a)(b) (c)4.1.2当外观面在同一造型平面内且两件的配合面分别与本零件外观面角度大于90度时,外观R角接近(R 角差值小于等于1),以两个R角内侧根部的距离作为两个面(或部件)的间隙,外观R角差别较大(R角差值大于1),以较大R角的面(或部件)R角内侧根部做平行外观面的直线,与另一配合面(或部件)相交,交点到R角内侧根部的距离作为两个面(或部件)的间隙,间隙测量方法示意如下:第2页共7页(a ) (b)4.1.3当外观面在同一造型平面内且两件的配合面中仅有一个零件与本零件外观面角度大于90度时,以两个外观R角面最短距离作为两个面(或部件)的间隙,间隙测量方法示意如下:4.1.4当两个件的外观面不平行(不在一个造型面上)、且翻边也不平行时,以低进去的面(或部件)的内侧翻边面做平行面,使低进去零件的内侧面R 角根部与另外零件内侧面相交,以交点到低进去零件的内侧R 角根部的距离作为两个面(或部件)的间隙,间隙测量方法示意如下:(a ) (b) 4.2面差定义4.2.1当两个件的面具有共同的造型特征时,测量一边R 角低端(R角切点处)到另外基准面的垂直距离,(释放曲率延长基本面):4.2.2当两个件的基准面之间无造型顺延特征时,平行于基准面作另一面的相切面(以谁为基准,则将基准面偏移与另一个面相切),测量切点与基准面的距离(面差仅用于造型定义,实车匹配数值不测量), 如下图:第3页 共7页5 间隙和面差的标注规范5.1间隙与平度尺寸标注要求5.1.1所有间隙值、面差值及公差值均保留一位小数5.1.2间隙(GAP)尺寸标注时,如有品质要求,须注明平行差及左右差。
车身外观间隙、面差及其公差研究摘要:我国的汽车行业在不断的进步,对于汽车的要求和标准也越来越高。
汽车在外观的间隙段差以及公差设定上也需要较强的研究,而这门课程也会对我国未来的汽车制造业有着重要的影响。
那么,本篇文章就主要围绕着对于车身外观具有间隙、面差以及公差进行研究,而这一重要指标也会影响着对于车身外观整体的美感。
目前,受到各种汽车生产企业的市场竞争,会有越来越多的企业注重这方面的改进,许多的汽车生产企业已经意识到需要去解决车身外观这些差的问题,来提高该品牌在汽车市场竞争力,因此必须要对车辆进行专题研究。
关键词:车身外观;间隙;面差;公差前言在车辆进行装配的过程当中,所使用到的车辆零部件也是非常多的车体上的几何,准确度也是最为重要的一点,车辆的质量会影响到车辆的整体效果。
车体的零部件几何度,如果一旦出现偏差,就会影响整个车身的设计感以及装配过程。
就比如门和盖装配都需要保持圆滑以及均匀,在装配的间隙上也需要达到良好的配合性。
汽车制造公司在进入项目工程当中,所包含对车体外观间隙面差,以及公差设定进行一定的工作安排,通过虚拟化的情境来更好的做好装配工作。
一、相关知识(一)间隙、面差由于外观间隙、面差定义没有相应法规要求,我们需要根据定义来规范对于外观的设计,但是在实际操作时又比较自由,并没有过多的参考定义分析。
最重要的是考虑车辆的美观以及工艺设计,面差的定义更加需要空气动力进行辅助,空气动力学也是要运用到车辆外观设计上的。
外观的间隙值越小,那么车辆的性能以及工艺方面的价值更高,所能够保证的能力也有一定的质量要求。
与此同时所要求的运动间隙也会越来越难以满足,这是因为要控制的差值比较小,能够满足这样条件的工艺技术还比较高超。
对于前、后门之间的运动间隙也不能小于2.5mm,在制造公差方面也需要考虑间隙值,这个差值也不能太小,再满足各方面要求的情况下,也尽量满足公差值的需求。
所以对间隙值方面的要求还是比较高的。
整车集成篇第一章 DTS1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
整车集成篇第一章 DTS1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
合理的间隙配合,不仅可以美观造型,降低制造难度,也可以方便安装。
整车集成篇第一章 DTS1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
整车集成篇第一章 DTS1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
内外饰件面差及间隙设计规范
前言
为使各部门工作程序更加统一规范、技术资料完善、技术依据可靠,提供完备的汽车开发资料,并达到目标和要求,特制订本标准。
本规范在实践中进一步细化、充实和完善。
目录
内外饰件面差及间隙设计规范 (1)
前言 (2)
1.目的 (4)
2.含义 (4)
3.设计原则 (5)
4.实例 (5)
内外饰件面差及间隙设计规范
1.目的
为使设计的产品外观无缺陷、美观,设计过程中设置合理的面差和间隙是产品设计成功的一个步骤
2.含义
2.1面差:相邻两件边缘之间处面和面之间的高度差
2.2间隙:相邻两件配合处面和面之间的距离
3.设计原则
3.1 影响外观的零件必须设计面差,并保证合理的间隙;3.2 装配性要求高的地方必须设计面差,以避开装配误差;
3.3 为保证装配顺畅,必须设计合理间隙;
3.4 考虑变形因素
3.5 考虑产品零件大小因素
3.6 考虑产品工艺性能要求,例如皮纹、发泡等
4.实例
4.1 仪表台1
间隙和面差说明:
序号间隙面差序号间隙面差
10.50100.80
20811 2.8/20
30.50.5120.80
4 1.501330
5 1.50140.80.5
6101500
710160.51
80.501711
90.5018
皮纹:0.2~0.25最小脱模角度:3度
4.2 仪表台2。
间隙和面差
一.面差定义
在断面图设计或工艺控制断面图中,分缝部位都会出现面差(配合错位)和公差的问题,没有面差的地方(零面差)也会出现公差控制的疑问,会出现基本出于下面的考虑:
1、造型特征为了表现出布置的层次感或某种视觉效果,称为造型面差
2、结构设计功能上的需要或空气动力学的需要设计的面差,称为功能面差
3、为了生产制造控制上的需要设计出的面差,称之为工艺面差。
面差是一个设计的尺寸,一种几何特征,一定存在制造的误差,就要设计公差。
面差在设计时,如果不是简单的Offset命令产生的面差,以不同的测量基准得到的测量结果肯定不一样,在断面图中要标识出基准元素、目标元素、面差尺寸、公差上下限,就会用统一的设计、生产控制、检验方法,标识方法如图:
Dimension:面差尺寸
ES:上偏差
EI:下偏差
黑色粗线:基准元素
symbol:标识面差的正负,当以基准元素正法向为基准,下凹时为负,凸起为正;无面差时为零,称为零面差
这样就会将一般面差和零面差做为基本尺寸进行管理,进行公差设计,在断面设计中便于造型、结构设计、生产工艺、检验的统一交流,形成一种严格一致的工程语言。
BIW&Trim公差制定的基本考虑因素如下-
1、外观造型影响因素:造型提供的表面都是分缝均匀,配合光顺,实际上生产不可能完全做的完全一样,基本上都是“呲牙咧嘴”,但是程度不一样,允许的误差范围在接受的范围之内,比较符合造型意图。
例如:例如5mm的分缝,±1mm的公差,在4-6范围内变化,可能不太好看;如果,±0.5mm公差,4.5-5.5范围内,就可以接受;,±0.25mm公差,4.75-5.25范围内,均匀一致,可能就很理想。
不同的产品定位、不同的位置,也应该要求不一样。
如果没有把握,可以将局部特征用3D数模将其极限状态画出来或用铣床铣出来对比评审一下,摆放一下,看一下是否可以接受,对于翘曲问题,有可能上偏差为零,下偏差-1mm 都可以;有的部位,±0.5mm;有可能上偏差为2mm,下偏差0也没问题。
这种公差是根据实际的效果影响程度评审制定出来的,不能拍脑袋或所谓的搞政治的领导指手画脚来下命令。
针对造型特征规定的公差,是一种必须遵守的规定,否则影响外观。
--当你按照这种过程做一个项目,完整地做下来,你发现你已经很有经验,对于某种造型特征的公差,你也可以“拍脑袋”了,但是你很有“内涵”,就象有的工程师教导我们的“知其然,要知其所
以然”。
2、功能误差影响因素:有些部位有特别的功能,超出一定的范围就会失效,例如:一个安装座位置,单个的件也看不出什么问题来,但是将安装件装上,发现这个件在上面特别别扭,检查了半天,原来这个座有点歪,座歪0.5度,件在上面就偏10mm,这时感觉到延伸公差带原理还是很科学的,对于这个安装座的平面度或面轮廓度公差的制定有一定的借鉴意义。
功能性公差就是让规定的部位起到其作用,不会失效;制定过程就是分析失效的过
程。
--说了半天,我感觉到好象是在做FEMA....
3、工艺制造误差:工艺性公差的制定过程就是在看一产品和造型公差、功能公差的规定,来修正制定生产制造精度(包括设备加工精度评估、过程保证能力评估、材料具体牌号选择的可行性),也就是估摸一下制造厂能够扒几碗干饭。
--在国内基本上都是生产厂的老板领着去喝点酒、泡泡脚、跳跳舞,走的时候再给点意思意思,最后做出来的结果让大家
很跌眼镜....
呵呵范围很广啊需要在设计产品的过程中慢慢体会
例如一般电子产品:按键与塑胶件之间的虚位一般0.2mm,前后盖连接的BOSS一般留0.1mm,按键四周单边一般留0.2-0.25mm,前后盖的唇边一般留0.2mm间隙等等。
多看看老员工设计的产品,看看他们做产品一般预留的间隙就可以了。
这些东西很难在书上学到的。
主断面应包含的内容
总布置要求的设计硬点;
2.断面内零件的名称、材料及料厚;
3.主要梁柱的断面结构型式;
4.零件的配合尺寸要求,如外表面分缝间隙和面差、零件的最小间隙、部分关键位置圆角要求等;
5.零件的连接形式,如焊接的搭接边宽度、螺栓连接的孔位和螺栓尺寸、胶粘连接的涂胶厚度和长度、包边尺寸要求、内外饰的安装结构等;
6.密封型式,包括密封结构、密封条压缩量、密封条安装形式等;
7.运动件的运动轨迹,极限位置,以及运动过程中的最小间隙大小及位置。
安人布境;动造固形,下面具体的解释如下:
安——就是安全法规,设计一个零部件一定要明确知晓,要满足哪些国家或者行业的强制标准,如选料满足气味性,阻燃性,内部凸出物,碰撞试验要求,安全带固定法规,视野标准等等。
人——就是人机工程,机器都是为人而设计的,那么设计的零部件是否能满足人的操作需求?手伸,视野,身体与零件的相对空间是否舒适?还要考虑短期操作和长期操作的不舒适感如何消除?
布——就是总布置,系统不能独立工作总是要和其他系统发生关系。
这里包括人与零部件,零部件与车身以及其他系统(从技术上讲解,就是假人与零部件之间的配合)
境——车身环境,简单讲,就是车身环境,假人与零部件之间的关系
动——就是运动分析,比如有无干涉,有无挡点(限位机构),是否涉及防噪音结构,操作力的要求?(运动必然带来噪音和操作力要求)
造——制造可行性分析,拔模角,冲压角度,泄液孔,焊接空间,工艺孔,定位孔,减重孔,等等。
固——紧固件要求,即零部件如何安装固定,原则是紧固件种类尽可能少,工具的操作空间,锁紧力矩校核。
形——精致工艺,即数据线条是否连贯,表面质量,面差间隙定义等等。