间隙面差测量要求
- 格式:pdf
- 大小:107.65 KB
- 文档页数:4
MI.5.4区域A区-----C区-----背B区-----D区-----需5.5检查和浅划痕*底壳*******************摄像*****下壳缝隙≤0.3mm中框与后盖缝隙≤0.3mm 镜片与装饰框缝隙≤0.25mm使用3M 胶纸平贴于产品表面,然后沿45度的方向快速拉起,镜片(TP)上不允许有指纹或污物脱漆上壳与中框缝隙≤0.20mm 下壳与中框缝隙≤0.20mm 如仅上上下盖断差≤0.3mm按键与中框、外壳缝隙≤0.3mm 按键与周边缝隙最大最小之差≤0.3mm断差缝隙雕刻或丝印连续粘贴5次(胶纸不能重复使用)不露底色为合格兆标、QC 贴纸、序号等贴纸不可有未贴好或贴错等象字体或字体大小按图纸要求或按签样品字不允许有错字,不清晰、断线宽度≤0.1mm位置偏移0.5mm ,位置倾斜0.4度(以基准线为准)贴纸>5mm≤10mm不允许有超过3条以上(两条之间不得小于1cm)≤0.5mm之浅划痕不允许超过4条以上(两条之间不得小于1cm)按键不可有按键无作用、卡死、无手感、行程短按键松动、不灵活、卡键、按键时机构异响装反或用错料镜片(TP )镜片(TP)翘起、粘性不强用手轻轻用力即脱落,有缝隙镜片(TP)上允许尘点≤0.2mm 点2个,间距在1CM 以上色差上壳与下壳不可有明显色差LCD液晶显示屏破损,显示区出现、缺行、缺列、花屏等现象.区域定义:下图中A区为中央区域,B区为边缘区域,依LCD显示画面部分划分,A区B区线条不良:LCD画面显示出现红、绿、蓝的横或者竖的线条,不允许一:A区:暗点≤0.3mm允许2个,B区:暗点≤0.3mm允许2个;二:A区彩点(红、 绿、蓝、白)不允许,B区彩点(红、 绿、蓝、白)≤0.3mm 允许1个,虚拟按键旁边不允许有彩点(红、 绿、蓝、白);观结构构。
1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
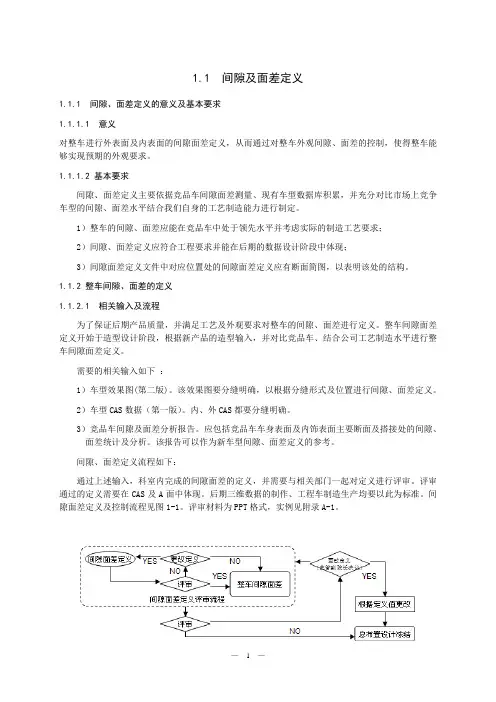
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
整车集成篇第一章 DTS1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义容主要包括饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1饰表面间隙、面差定义由于饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。
整车集成篇第一章 XXXXXXXXX1.1 间隙及面差定义1.1.1 间隙、面差定义的意义及基本要求1.1.1.1 意义对整车进行外表面及内表面的间隙面差定义,从而通过对整车外观间隙、面差的控制,使得整车能够实现预期的外观要求。
1.1.1.2 基本要求间隙、面差定义主要依据竞品车间隙面差测量、现有车型数据库积累,并充分对比市场上竞争车型的间隙、面差水平结合我们自身的工艺制造能力进行制定。
1)整车的间隙、面差应能在竞品车中处于领先水平并考虑实际的制造工艺要求;2)间隙、面差定义应符合工程要求并能在后期的数据设计阶段中体现;3)间隙面差定义文件中对应位置处的间隙面差定义应有断面简图,以表明该处的结构。
1.1.2 整车间隙、面差的定义1.1.2.1 相关输入及流程为了保证后期产品质量,并满足工艺及外观要求对整车的间隙、面差进行定义。
整车间隙面差定义开始于造型设计阶段,根据新产品的造型输入,并对比竞品车、结合公司工艺制造水平进行整车间隙面差定义。
需要的相关输入如下:1)车型效果图(第二版)。
该效果图要分缝明确,以根据分缝形式及位置进行间隙、面差定义。
2)车型CAS数据(第一版)。
内、外CAS都要分缝明确。
3)竞品车间隙及面差分析报告。
应包括竞品车车身表面及内饰表面主要断面及搭接处的间隙、面差统计及分析。
该报告可以作为新车型间隙、面差定义的参考。
间隙、面差定义流程如下:通过上述输入,科室内完成的间隙面差的定义,并需要与相关部门一起对定义进行评审。
评审通过的定义需要在CAS及A面中体现。
后期三维数据的制作、工程车制造生产均要以此为标准。
间隙面差定义及控制流程见图1-1。
评审材料为PPT格式,实例见附录A-1。
图1-1 整车减息面差定义及控制流程图1.1.2.2 间隙、面差定义内容主要包括内饰表面及车身表面两大部分的间隙、面差定义。
1.1.2.2.1内饰表面间隙、面差定义由于内饰件普遍采用塑料成型,其尺寸、形状等受模具、塑料件本身材料特性、外界气候条件影响比较大。

间隙面差测量要求
2014.05.20
间隙面差测量要求
z质量部门在评价整车间隙面差状态的时候测量要求
¾对于任何一个缺陷,如果用户不能接受,一律判为A级缺陷
¾测量要素≥10cm,需要评价间隙过大、间隙过小、间隙不均、面差高出、面差低进、高低不平,对于间隙过大和间隙过小要求在5cm以上清晰可见(即只有
一个点出现超差的不评价)
¾测量要素<10cm,则只测量一个点,通常取中点。
因此没有间隙不均和高低不平的要求(如果严重影响整车外观,则可以加严要求)
¾通常从距离测量要素边缘1cm处开始评价
¾对于能同时可见的间隙面差(左右,前后),需增加间隙不对称,面差不对称的要求
¾对于贴合(如窗台密封条等)要求,基本与间隙面差一致
举例:机罩与翼子板的间隙面差(测量要素≥10cm)
1 在评价机罩与翼子板的间隙时,在距离机罩两端1cm的两个点之间任意一个点不
在公差范围内且符合5cm以上清晰可见标准,则判为机罩与翼子板间隙有缺陷。
2 在评价机罩与翼子板面差时,在距离机罩两端1cm的两个点之间任意一点不在公
差范围内则判为机罩与翼子板面差有缺陷。
机罩与前保险杠杠的间隙面差(测量要素<10cm)
1 间隙面差通常只取一个点测量,如果不在公差范围内则判为有缺陷
2 左右间隙面差同时可见,而且对整车外观有较大影响,需增加左右不对称的要求
¾汇总所有测量点的测量结果并制作跟踪曲线图,分析每一个点的变化情况,指导调试
¾将总装和焊装的相同测点的测量结果一一对应,分析总装与焊装同一点的变化情况,指导调试。
机械检修时各间隙的测量在机械设备的使用过程中,常常需要进行检修维护,其中涉及到的一个重要内容就是各种间隙的测量。
合理准确地测量各间隙的大小,可以保证设备能够正常运转,延长设备的使用寿命,同时也能降低故障和事故发生的可能性。
本文将介绍机械检修时常见的几种间隙的测量方法和注意事项。
整体测量法整体测量是指对设备某一部件或整个机器进行测量。
这种方法适用于对大型设备或整体进行测量,例如大型压力容器、变形机等。
整体测量可以使用刻度尺、卡尺、游标卡尺等测量工具进行。
测量时需注意保持测量工具平行于被测量件,并尽可能保持垂直于被测量件表面。
摆线法摆线法是指利用摆线原理,通过测量齿轮、齿条等轮廓上点的间距来确定轮廓的形状和尺寸。
摆线法适用于齿轮、齿条、蜗杆等齿轮传动部件的测量。
在测量时,先制作一个与被测件相同形状的模板,将其置于被测件上并固定,然后将摆线表放于模板的凸凹处,测量两个相邻点之间的距离,即可得出被测件的轮廓形状。
螺旋测量法螺旋测量法是指利用螺旋线原理,通过测量螺旋线上点的间距来确定螺纹的形状和尺寸。
螺旋测量法适用于测量各种螺纹、螺杆、轴承等螺旋形部件。
在测量时,选择一段螺纹上的点,固定测量工具,以该点为起点,绕螺纹做螺旋线移动,测量螺旋线上相邻两点之间的距离,即可得出螺纹的形状和尺寸。
滑动板测量法滑动板测量法是指利用滑动板与被测量件接触,通过测量板面与被测件表面之间的间隙大小来进行测量。
滑动板测量法适用于测量各种接触面的间隙,例如气门间隙、排气门间隙等。
在测量时,选择一块平薄的滑动板,将其置于被测件接触面上并用力压紧,然后将板面平移,测量板面与被测件表面之间的间距,即可得出间隙的大小。
在进行间隙测量时,需要注意以下几点:1.测量工具和被测件表面必须保持清洁,避免灰尘、油污等物质干扰测量结果。
2.测量部位必须选取合适位置,不能选取有凹陷、腐蚀、磨损等缺陷的地方进行测量。
3.测量过程中必须保持测量工具与被测件表面平行,并尽可能保持垂直于表面。
间隙面差检测原理
激光干涉测量技术是利用干涉条纹的周期变化来反映被测零件表面形状变化的测量技术。
干涉条纹由一系列沿光轴方向排列的光斑组成,而每个光斑是由光强、相位和相位差三者共同决定的。
当两个光斑之间距离发生变化时,它们在空间的位置也会随之发生相应的变化。
干涉条纹是由两个干涉条纹之间的相位差与周期数成正比的特点决定的。
因此,只要测量干涉条纹周期数,就可以求出两个光斑之间的距离变化。
由于激光具有高能量、高脉冲宽度、窄脉冲等特性,所以可获得很高的测量精度。
激光干涉测量系统由光源、扫描系统和光学系统组成,其工作原理如下:当两个平行光入射到扫描系统上时,光源发出的光通过扫描系统照射到被测表面上,由于被测表面与光轴是不同轴,被测表面会出现光斑漂移现象,而光斑漂移会使光强发生变化,导致反射光与入射光之间存在相位差(相位为0),因此反射光
和入射光之间存在相位差。
—— 1 —1 —。
设计间隙规范标准最新引言:设计间隙是指在产品组件之间预留的空间,以确保组件能够正确组装、运行并满足预期的功能。
随着技术的发展和市场需求的变化,设计间隙规范标准也在不断更新以适应新的挑战。
1. 目的和适用范围:本标准旨在为设计人员提供一个统一的参考框架,确保产品设计的一致性和可靠性。
适用于各种工业产品的设计和开发,包括但不限于电子设备、汽车零件、机械设备等。
2. 术语和定义:- 间隙:指两个接触面之间的空间距离。
- 最小间隙:组件能够正常工作所需的最小空间距离。
- 最大间隙:组件能够承受的最大空间距离,超过此值可能会影响产品性能。
3. 间隙设计原则:- 功能性:间隙设计应确保组件能够实现其功能,如散热、运动等。
- 美观性:间隙应符合产品的整体设计风格,不影响外观。
- 生产效率:间隙设计应考虑生产过程中的便利性和成本效益。
4. 间隙尺寸标准:- 电子设备:间隙应保持在0.1mm至0.5mm之间,以适应精密组件的装配。
- 汽车零件:间隙应根据零件的功能和承受力设计,通常在1mm至5mm之间。
- 机械设备:间隙设计应考虑机械运动和负载,通常在2mm至10mm之间。
5. 间隙测量方法:- 直接测量法:使用卡尺或千分尺直接测量间隙。
- 间接测量法:通过测量组件的尺寸来间接确定间隙大小。
6. 间隙公差控制:- 间隙公差应根据产品的重要性和功能需求来确定,通常在±0.1mm至±0.5mm之间。
7. 间隙优化建议:- 利用计算机辅助设计(CAD)软件进行间隙分析和优化。
- 定期对间隙标准进行审查和更新,以适应新材料和技术的发展。
8. 质量控制和检验:- 建立严格的质量控制流程,确保间隙尺寸符合设计要求。
- 采用自动化检测设备进行间隙尺寸的定期检验。
9. 附录:- 附录A:不同材料间隙设计推荐值。
- 附录B:常见产品间隙设计案例分析。
结语:设计间隙规范标准的制定和实施对于保证产品质量和市场竞争力至关重要。
间隙面差测量方法
间隙面差是指两个平行表面之间的距离差别,测量方法一般如下:
1. 准备测量工具:需要使用精密加工的平行垫片和指示器等测量工具。
2. 设置测量仪器:将要测量的物体放在水平的工作台上,并调整测量仪器的零点位置。
3. 加入垫片:在物体表面的一个位置加入一块已知厚度的平行垫片,然后记录此时指示器的读数。
4. 移动垫片:移动垫片到与原来位置相邻的另一个位置并记录此时指示器的读数,计算垫片的厚度差值。
5. 重复操作:根据需要,可以多次加入垫片并测量,以提高测量准确性。
6. 计算间隙面差:根据测量结果计算间隙面差,公式为:间隙面差= 所有垫片厚度差之和/ 垫片数量。
通过以上步骤,可以比较准确地测量出物体表面之间的间隙面差,从而对其进行质量控制或者加工调整等工作。
间隙面差测量要求
2014.05.20
间隙面差测量要求
z质量部门在评价整车间隙面差状态的时候测量要求
¾对于任何一个缺陷,如果用户不能接受,一律判为A级缺陷
¾测量要素≥10cm,需要评价间隙过大、间隙过小、间隙不均、面差高出、面差低进、高低不平,对于间隙过大和间隙过小要求在5cm以上清晰可见(即只有
一个点出现超差的不评价)
¾测量要素<10cm,则只测量一个点,通常取中点。
因此没有间隙不均和高低不平的要求(如果严重影响整车外观,则可以加严要求)
¾通常从距离测量要素边缘1cm处开始评价
¾对于能同时可见的间隙面差(左右,前后),需增加间隙不对称,面差不对称的要求
¾对于贴合(如窗台密封条等)要求,基本与间隙面差一致
举例:机罩与翼子板的间隙面差(测量要素≥10cm)
1 在评价机罩与翼子板的间隙时,在距离机罩两端1cm的两个点之间任意一个点不
在公差范围内且符合5cm以上清晰可见标准,则判为机罩与翼子板间隙有缺陷。
2 在评价机罩与翼子板面差时,在距离机罩两端1cm的两个点之间任意一点不在公
差范围内则判为机罩与翼子板面差有缺陷。
机罩与前保险杠杠的间隙面差(测量要素<10cm)
1 间隙面差通常只取一个点测量,如果不在公差范围内则判为有缺陷
2 左右间隙面差同时可见,而且对整车外观有较大影响,需增加左右不对称的要求。