铸轧机强度及刚度的校核计算
- 格式:doc
- 大小:347.00 KB
- 文档页数:6
第四章铸轧机强度及刚度的校核计算
4.1 机架强度和变形计算
铸轧机机架强度和变形的计算,一般采用如下步骤:
(1)将机架结构简化成为刚架,即以机架各段面的中性轴的连线组成框架,近似地处理成直线或圆弧线段,并确定求解短面的位置;
(2)确定静不定阶数,如一般闭式机架是三次静不定问题,需做一系列假设来简化模型,降低静不定阶数;
(3)确定外力的大小及作用点;
(4)根据变形协调条件,用材料力学中任一种方法(卡氏定理,莫尔积分法。
图乘法,力法等)求解静不定力及力矩;
(5)根据计算截面的面积,惯性矩,中性轴线的位置及承载情况,求出应力和应变。
4.1.1双辊铸轧机机架的强度计算
铸轧区的单位压力在考虑宽展存在时,铸轧区的变形金属的单位压力计算可以采用才采克利柯夫公式,即:
P= K n
σn
b
n
s
式中 K ——铸轧带坯真正的变形抗力;
n
σ
——应力状态系数,考虑到摩擦和张力对单位压力的影响;
n
b
——宽展影响系数,考虑铸轧坯有宽展是对单位压力的影响;
n
s
——外端影响系数,考虑铸轧区外端对单位压力的影响。
在轧制过程中,设铸轧辊上受到由垂直力P=100KN。
当P在
图4-1 机架装备图
4.2 铸轧辊强度校核
轧辊的破坏取决于各种应力(其中包括弯曲应力,扭转应力,接触应力,由于温度分布不均或交替变化引起的温度应力以及轧辊制造过程中形成的残余应力等)的综合影响。
具体来说,轧辊的破坏可由下列三方面原因造成:1)轧辊的形式设计不合理或设计强度不够。
2)轧辊的材质,热处理或加工工艺不合要求。
例如,轧辊的耐热裂性,耐粘性及耐磨性差,材料中有夹杂物或残余应力过大等;3)轧辊在生产中使用不合理。
热轧轧辊在冷却不足或冷却不均匀时,会因热疲劳造成辊面热裂;冷轧时的事故粘附也会导致热裂甚至表层剥落;在冬季换、上冷轧辊突然进行高负荷热轧或者冷轧机停车,轧热的轧辊突然冷却,往往会因温度应力过大,导致轧辊表层剥落甚至断辊;压下量过大或因工艺过程安排不合理造成负荷轧制也会造成轧辊破裂等。
由此可见,为了防止轧辊破坏,应从设计,制造和使用安装等诸多方面去努力。
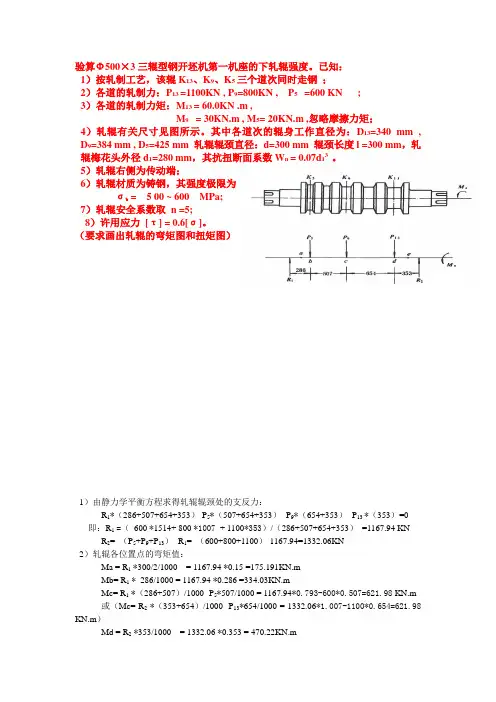
下面我将对双辊铸轧机的轧辊进行强度校核:
铸轧辊结构如下图所示。
条件:铸轧辊子各段直径D
1=300mm,D
2
=200mm,D
3
=170mm;
辊身长度b=70mm;
辊子自重G=4.5t
铸轧力P
ax
=100kN;
电机转速N=11kW;
额定转速n
e
=750r/min;
图4-2 铸轧辊受力图
抗弯截面模量为:W z=0.1D3[1-(d/D)4]
式中: D——外圆直径,mm;
d——内圆直径,mm;
σb =550~600MPa(45钢调质处理);
[σ]=40%σb=220~240MPa.
辊面铸轧力为均布载荷q=P/b=80×104/70=1143N/mm;
传递扭矩: M=9750N/n e=9750×55/750=0.072×107N.mm;
水平方向弯矩:M sp1=8×107,M
sp2=20×107,M
sp3
=30×107(N.M);
垂直方向弯矩:M
cz1=1×107,M
cz2
=2.5×107,M
cz4
=4.5×107(N.M).
当采用钢铸轧辊时,合成应力按第四强度理论计算得: A点截面处当量应力为:
σ
xk =75M
.0
M
M+
+/W
z1
=36.4Mpa
B点截面处当量应力为:
σ
x2=75M
.0
M
M+
+/W
z2
=23.5MPa
C点截面处当量应力为:
σ
x3=75M
.0
M
M+
+/W
z3
=9.5MPa
由以上计算得知,A点处截面为结晶辊的危险断面。
因为σ
x3<σ
x2
<σ
xk
<[σ],所以该轴径强度足够.由于σ
xk
<<[σ],该铸轧棍刚度
无需校核。
4.3 铸轧辊用水量的计算
铸轧辊和普通轧机上的轧辊有很大的差距,它不仅在铸轧过程中担负着结晶器的作用,而且在铸轧过程中始终扮演着普通热轧机轧辊的变形工具的作用,要完成两个工序的功能。
在金属结晶过程中,液态金属和铸轧辊之间始终进行着强烈的换热过程。
通过循环冷却水将大量的热带走,冷却水可以采用循环方式,也可以采用使用新水的方式。
这里我采用了循环水较好,这样可以节约大量的水资源。
在使用循环水时,可用冷却系统的专用水泵将水打入铸轧辊辊,保持水压不变,以确保铸轧过程的顺利进行。
铸轧股的用水量通过下面的几个公式加以确定:(1)单位时间冷却水从铸轧辊中所带走的热量为:
Φ=[c
y (T
y
-T
g
)+c
g
(T
r
-T
p
)+e
l
]η×106×103-
式中:η——铸轧机生产能力,t/h;
T
y
——供料嘴中流出金属液的温度,℃;
T
r
——铝的熔点,℃;
T
p
——固态铝带坯的温度,℃;
c
y
——铝液的比热容,kJ/(kg.℃);
c
g
——固态铝的比热容kJ/(kg. ℃);
e
l
——铝的熔化潜热(质量能),kJ/kg。
下面我将生产能力为每小时0.23t双辊条形材铸轧机在铸轧期间需带走的热量:
Φ=[c
y (T
y
-T
g
)+c
g
(T
r
-T
p
)+e
l
]η×106×103-
=[1.29(700-658)+ 1.01(658-450)+ 389.4] ×0.23×106×103-
=150342kJ/h
(2) 每小时排出热量Φ所需要的冷却水用总量为:
Q
xs =Φ/(T
sc
-T
sr
)c
s
式中: T
sr
——冷却水进入铸轧辊时的温度,℃;
T
sc
——冷却水由铸轧辊排出时的温度,℃;
c
s
——冷却水比热容kJ/(kg. ℃);
把上面具体数据代入上式中,有:
Q
xs =Φ/(T
sc
-T
sr
)c
s
=150342/(28-15)×4.1868 =2762.20L/h
(3)每分钟的耗水量为:
Q
f =Q
xs
/60=2762.20/60=46.1L/min
(4) 每吨铸轧铝带坯的耗水量为:
Q
t =Q
f
/η= 2762.20/1.29 = 2141.2 L/t
冷却水的实际消耗量比计算值要略大些,这是因为冷却系统有一定的泄漏,易造成水压的波动,为了保证系统有足够的冷却能力,实际的冷却水消耗量比计算只要大。
冷却系统除要注意减少泄漏外,还应控制合适的进出口的水温。
实际应用中进出口水温差太大会使铸轧辊冷却条件变坏,造成铸轧条形材横向温度不均匀,以形成局部晶粒粗大,直接影响铸轧条形材的产品质量,严重时还会造成废品。
同时也不希望入水口温度太高或者太低,入水口温度太高,会使铸轧辊辊套热交
换能力降低;入水口冷却水温度太低,又会使铸轧辊辊套表面太冷,易出现结露,导致铸轧带坯吸收气体,铸轧带坯表面产生微孔缺陷,造成废品。
所以,最佳的冷却水入口温度应保持在15~20℃之间。