3.成形面的加工
- 格式:doc
- 大小:3.74 MB
- 文档页数:3

《中式面点技艺》项目三试题姓名:分数一、选择题(40分):1.以下哪个选项不属于和面的手法()。
A.抄拌法 B 叠制法 C. 调和法 D. 搅拌法2.粉量较少的情况下适合采用()和面。
A.抄拌法B.机械法 C 调和法 D. 搅拌法3.比较稀软的面团下剂采用()剂手法。
A.切 B.揪 C.挖 D 拉4.米粉面团和汤团的制作上经常采用()方法制皮。
A.擀皮B.按皮 C 捏皮 D.拍皮5.将馅装入裱花袋中,再挤注在坯料表面或内部的上馅方法叫做()。
A.填入法B.装入法 C 注入法 D.滚黏法6.剪是指用剪刀将面坯修饰成半成品或成品的一种成形工艺手法,常配合()等手法。
A.抻、切B.切、包 C 包、捏 D.叠、摊7.拧要求双手用力均匀,(),剂条粗细一致,形象美观,形状整齐。
A. 尽量拧紧B.不要拧紧 C 扭转程度适当D.有松有紧8.捏的方法灵活多变,大致有()等。
A. 推捏、捻捏、搓捏、拉捏B.推捏、捻捏、对捏、挤捏C.推捏、按捏、搓捏、挤捏 D 推捏、捻捏、搓捏、挤捏9.滚粘要求:操作时(),坯剂滚动的力要均匀。
A 动作要协调 B.动作要大 C.要尽量用力 D. 要尽量省力10镶嵌是美化成品菜点的艺术,它没有规范的手法,但镶嵌原料颗粒的大小、()应协调。
A.口味B.质感 C 色彩 D.外形11.抄拌法调制冷水面团或发酵面团时,第一次加水量应为总加水量的()。
A. 30%~40%B. 40%~50%C. 50%~60% D 70%~80%12.目前行业上普遍采用和面的手法中,蛋糊面团的调制一般使用()。
A.抄拌法 B 机械搅拌法 C. 调和法13.和面时需一次性加足水量的是()。
A.冷水面团 B 热水面团 C.发酵面团 D.蛋糊面团14.在调制冷水面团时,500g面粉应加水()。
A.200 g B 250 g C.350 g D.以上都不对15. 面点成形方法叠主要适用于()。
A.冷水面团B.热水面团C.发酵面团D层酥面团16.制皮技术性较强,是当前最主要、最普遍的制皮方法的是()。
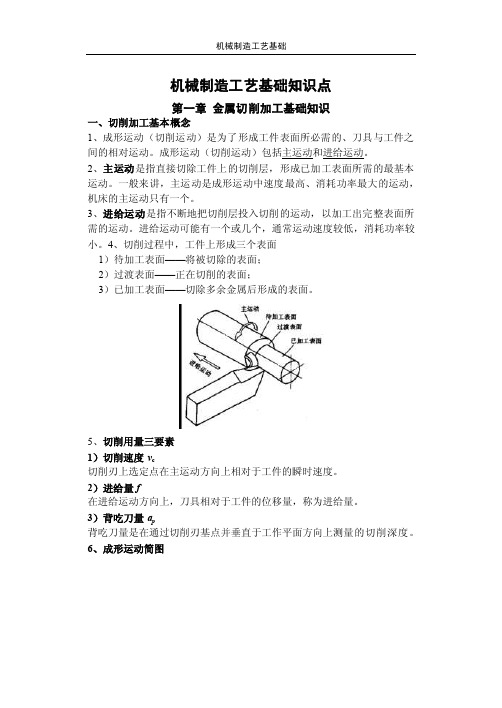
机械制造工艺基础知识点第一章金属切削加工基础知识一、切削加工基本概念1、成形运动(切削运动)是为了形成工件表面所必需的、刀具与工件之间的相对运动。
成形运动(切削运动)包括主运动和进给运动。
2、主运动是指直接切除工件上的切削层,形成已加工表面所需的最基本运动。
一般来讲,主运动是成形运动中速度最高、消耗功率最大的运动,机床的主运动只有一个。
3、进给运动是指不断地把切削层投入切削的运动,以加工出完整表面所需的运动。
进给运动可能有一个或几个,通常运动速度较低,消耗功率较小。
4、切削过程中,工件上形成三个表面1)待加工表面——将被切除的表面;2)过渡表面——正在切削的表面;3)已加工表面——切除多余金属后形成的表面。
5、切削用量三要素1)切削速度v c切削刃上选定点在主运动方向上相对于工件的瞬时速度。
2)进给量f在进给运动方向上,刀具相对于工件的位移量,称为进给量。
3)背吃刀量a p背吃刀量是在通过切削刃基点并垂直于工作平面方向上测量的切削深度。
6、成形运动简图7、切削层尺寸要素(1)切削层:刀具切过工件的一个单程,或只产生一圈过渡表面的过程中所切除的工件材料层。
(2)切削层尺寸平面:通过切削刃基点并垂直于该点主运动方向的平面,称为切削层尺寸平面。
(3)切削层尺寸要素①切削厚度:指在切削层尺寸平面内,沿垂直于切削刃方向度量的切削层尺寸。
②切削宽度:指在切削层尺寸平面内,沿切削刃方向度量的切削层尺寸。
③切削面积:是指在给定瞬间,切削层在切削层尺寸平面里的实际横截面面积。
二、刀具角度1、车刀的组成三个刀面:前面、主后面、副后面两个切削刃:主切削刃、副切削刃一个刀尖2、辅助平面1)基面:过切削刃选定点,垂直于主运动方向的平面。
2)主切削平面:过切削刃选定点,与切削刃相切,并垂直于基面的平面。
3)正交平面:通过主切削刃上的某一点,并同时垂直于基面和切削平面的平面。
3、车刀的标注角度γ(1)前角在正交平面中测量,是刀具前面与基面之间的夹角。




第1篇一、引言随着我国制造业的快速发展,对铣工和磨工等专业技能人才的需求日益增长。
为了提高自身的专业技能,我参加了为期一个月的铣工磨工实训。
通过这次实训,我对铣工和磨工的基本操作技能有了更深入的了解,以下是对实训过程的详细记录和总结。
二、实训目的与内容1. 实训目的(1)掌握铣工和磨工的基本操作技能;(2)熟悉机床的结构、性能及安全操作规程;(3)提高动手能力和实际操作水平;(4)培养严谨的工作态度和团队协作精神。
2. 实训内容(1)铣工实训:包括铣削平面、斜面、成形面等基本操作;(2)磨工实训:包括外圆磨、内圆磨、平面磨等基本操作;(3)机床操作:熟悉机床的结构、性能及安全操作规程;(4)刀具选用:了解不同刀具的适用范围和使用方法;(5)磨削参数选择:掌握磨削速度、进给量、磨削深度等参数的调整方法。
三、实训过程1. 铣工实训(1)铣削平面:首先,我们学习了铣床的基本结构和使用方法。
在师傅的指导下,我们掌握了铣削平面的基本操作要领。
通过实践,我们能够熟练地铣削出尺寸精确、表面光滑的平面。
(2)铣削斜面:在掌握了铣削平面的基础上,我们学习了铣削斜面的方法。
通过调整铣刀的角度和铣削深度,我们能够铣削出不同角度的斜面。
(3)铣削成形面:成形面铣削是铣工实训的高级内容。
在师傅的指导下,我们学习了如何铣削复杂的成形面,如球面、圆锥面等。
2. 磨工实训(1)外圆磨:外圆磨是磨工实训的基础。
我们学习了外圆磨床的结构、性能和使用方法,并掌握了外圆磨的基本操作。
(2)内圆磨:内圆磨与外圆磨类似,但加工的是工件的内孔。
我们学习了内圆磨的操作要领,并成功加工出尺寸精确的内孔。
(3)平面磨:平面磨用于加工平面,我们学习了平面磨床的操作方法,并能够加工出光滑的平面。
3. 机床操作在实训过程中,我们学习了各种机床的结构、性能及安全操作规程。
通过实际操作,我们掌握了机床的正确使用方法,确保了实训过程的安全。
4. 刀具选用刀具的选用对加工质量有很大影响。
(一)刀具分类刀具常按加工方式和具体用途,分为车刀、孔加工刀具、铣刀、拉刀、螺纹刀具、齿轮刀具、自动线及数控机床刀具和铰刀等几大类型。
刀具还可以按其它方式进行分类,如按所用材料分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼(CBN)刀具和金刚石刀具等;按结构分为整体刀具、镶片刀具、机夹刀具和复合刀具等;按是否标准化分为标准刀具和非标准刀具等。
(二)常用刀具简介1车刀车刀是金属切削不使用签名加工中应用最广的一种刀具。
它可以在车床上加工外圆、端平面、螺纹、内孔,也可用于切槽和切断等。
车刀在结构上可分为整体车刀、焊接装配式车刀和机械夹固刀片的车刀。
机械夹固刀片的车刀又可分为机床车刀和可转位车刀。
机械夹固车刀的切削性能稳定,工人不必磨刀,所以在现代生产中应用越来越多。
2孔加工刀具孔加工刀具一般可分为两大类:一类是从实体材料上加工出孔的刀具,常用的有麻花钻、中心钻和深孔钻等;另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀等。
3铣刀铣刀是一种应用广泛的多刃回转刀具,其种类很多。
按用途分有:1)加工平面用的,如圆柱平面铣刀、端铣刀等;2)加工沟槽用的,如立铣刀、T形刀和角度铣刀等;3)加工成形表面用的,如凸半圆和凹半圆铣刀和加工其它复杂成形表面用的铣刀。
铣削的生产率一般较高,加工表面粗糙度值较大。
4拉刀拉刀是一种加工精度和切削效率都比较高的多齿刀具,广泛应用于大批量生产中,可加工各种内、外表面。
拉刀按所加工工件表面的不同,可分为各种内拉刀和外拉刀两类。
使用拉刀加工时,除了要根据工件材料选择刀齿的前角、后角,根据工件加工表面的尺寸(如圆孔直径)确定拉刀尺寸外,还需要确定两个参数:(1)齿升角af[即前后两刀齿(或齿组)的半径或高度之差];(2)齿距p[即相邻两刀齿之间的轴向距离]。
5螺纹刀具螺纹可用切削法和滚压法进行加工。
6齿轮刀具齿轮刀具是用于加工齿轮齿形的刀具。
按刀具的工作原理,齿轮分为成形齿轮刀具和展成齿轮刀具。
机械制造技术基础习题第一章二、判断题1. 现代制造技术是一门信息、光、电学科融合的综合体。
()正确答案:错误2. 机械产品的生产过程只包括毛坯的制造和零件的机械加工。
()正确答案:错误3. 超声加工、电子束加工、激光加工都是特种机械加工方法。
()正确答案:正确4. 现代机械加工工艺过程是指用切削和磨削方法加工零件的过程。
()正确答案:错误5. 机械加工工艺系统由工件、刀具、夹具和机床组成。
()正确答案:正确第二章制造工艺装备一、单选题1.定位基准是指()[A]:机床上的某些点、线、面[B]:夹具上的某些点、线、面[C]:工件上的某些点、线、面[D]:刀具上的某些点、线、面正确答案:C2.工序基准定义为()[A]:设计图中所用的基准[B]:工序图中所用的基准[C]:装配过程中所用的基准[D]:用于测量工件尺寸、位置的基准正确答案:B3.工件采用心轴定位时,定位基准面是()[A]:心轴外圆柱面[B]:工件内圆柱面[C]:心轴中心线[D]:工件外圆柱面正确答案:B4.机床夹具中,用来确定工件在夹具中位置的元件是()[A]:定位元件[B]:对刀—导向元件[C]:夹紧元件[D]:连接元件正确答案:A5.工件以圆柱面在短V形块上定位时,限制了工件()个自由度。
[A]:5[B]:4[C]:3[D]:2正确答案:D6.加工大中型工件的多个孔时,应选用的机床是()[A]:卧式车床[B]:台式钻床[C]:立式钻床[D]:摇臂钻床正确答案:D7.在一平板上铣通槽,除沿槽长方向的一个自由度未被限制外,其余自由度均被限制。
此定位方式属于()[A]:完全定位[B]:部分定位[C]:欠定位[D]:过定位正确答案:B8.属于展成法加工齿形的刀具是()[A]:盘状模数铣刀[B]:指状模数铣刀[C]:成形砂轮[D]:滚刀正确答案:D9.多联齿轮小齿圈齿形加工方法一般选用()[A]:滚齿[B]:插齿[C]:剃齿[D]:珩齿正确答案:B10.布置在同一平面上的两个支承板相当于的支承点数是()[A]:2个[B]:3个[C]:4个[D]:无数个正确答案:B二、判断题1.不完全定位在零件的定位方案中是不允许的。
实训课教案用纸图5-1 成形面零件
图5-3 棱形成形刀圆型成形刀
用成形刀具对工件进行加工的方法叫成形法。
车削数量较多的成形面工件,
、成形刀的种类
这种成形刀与普通车刀相似。
精度要求较高可用手工刃磨,精度要求较高,可在工具磨床上刃磨。
这种成形刀由刀头和刀杆两部分组成。
刀头的切削刃按工件的形状在工
a)装刀前b) 装刀后
图5-4 棱形成形刀的纵向前角和后角
其特点是精度高,使用寿命较长,但制造比较复杂。
)圆形成形刀这种成形刀做成圆轮形,在圆轮上开有缺口,使它形成前刀面和主切削刃。
使用时,圆形成形刀装夹在刀杆或弹性刀杆上,为了防止圆形成形刀转动,侧面有端面齿,使之与刀杆侧面上的端面齿想结合。
图5-5 车手柄
参考操作步骤:
、夹住外圆车平面和钻中心孔(前面已钻好)。
110mm左右,一夹一顶,粗车外圆φ24mm长100mm,、φ16mm (各留精车余量0.1mm左右)。
外圆的平面量起,长17. 5mm为中心线,用小圆头车刀车φ12.5mm。