成形面的加工
- 格式:doc
- 大小:61.00 KB
- 文档页数:4
第16卷第1期沙洲职业工学院学报V ol.16,No.1 2013年3月Journal of Shazhou Professional Institute of Technology March,2013经济型数控车床上成形面零件的加工钱袁萍王强(沙洲职业工学院,江苏张家港215600)摘要:对于无循环指令的经济型数控车床加工成形面零件,通过合理规划刀具加工路径可以既方便地加工出成形面零件,又相对简化了程序,同时提高了生产效率和加工质量。
关键词:成形面;加工路径;程序;加工效率;加工质量中图分类号:TH16文献标识码:A文章编号:1009-8429(2013)01-0011-06M achining the Forming Surface Parts on the Economic CNC LatheQIAN Y uan-ping,W ANG Qiang(Sha zhou Professional Institute of T echnology,Zhangjia gang215600,China)Abstract:Machining the forming surface parts on the economical CNC lathe without loop command,through a reasonable planning tool path,such parts can be easily processed,which also relatively simplified the procedure, and at the same time,improved the production efficiency and the processing quality.Key wor ds:the forming surface;machining path;program;machining efficiency;processing quality0引言具有曲线轮廓的回转体表面称为成形面,又称为特形面。

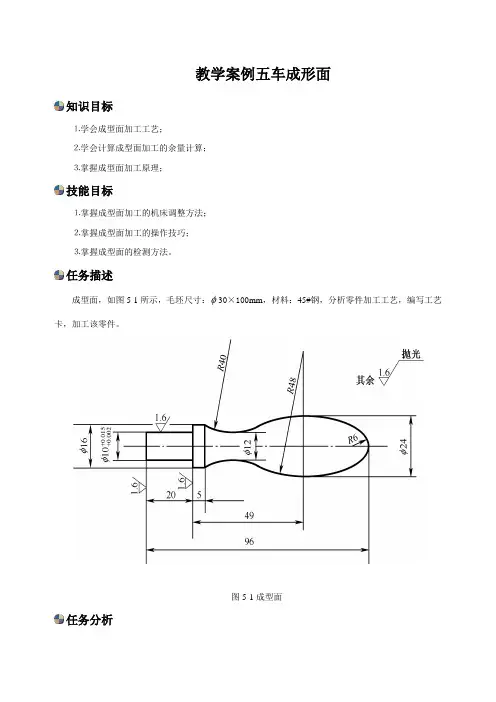
教学案例五车成形面知识目标⒈学会成型面加工工艺;⒉学会计算成型面加工的余量计算;⒊掌握成型面加工原理;技能目标⒈掌握成型面加工的机床调整方法;⒉掌握成型面加工的操作技巧;⒊掌握成型面的检测方法。
任务描述成型面,如图5-1所示,毛坯尺寸: 30×100mm,材料:45#钢,分析零件加工工艺,编写工艺卡,加工该零件。
图5-1成型面任务分析如图5-1所示,成型面材料为45钢,毛坯尺寸为 30×100mm,通过分析零件图尺寸,计算粗加工及精加工余量。
加工时,注意保证零件的同轴度。
知识准备⒈、基本原理双手控制法车成形面是成形面车削的基本方法。
1、双手控制法车成形面使用双手控制中、小滑板或者是控制中滑板与床鞍的合成运动,使刀尖的运动轨迹与零件表面素线(曲线)重合,已达到车成形面的目的。
在实际生产中由于用双手控制中、小滑板合成运动的劳动强度大,而且操作也不方便,故常采用的是用右手操纵中滑板实现刀具的横向运动(应由外向内进给);左手操纵床鞍实现刀具的纵向运动(应由工件高处向低处进给),通过这两个方向运动的合成来车削成形面。
图5-2双手控制法注意事项:⑴、本案例加工零件加工时成型面加工需要两手同时动作,控制机床实现不同方向的合成运动。
⑵、需要二次装夹,并且分为粗精加工工序,加工时要留出足够的余量。
车削成形面时要分工步进行,。
⑶、摇手柄一般用操纵中滑板(横向运动)和床鞍(纵向运动)控制实现车削。
⑷、砂布抛光。
2.成型面的车削方法成型面的车削方法,见表5-1,成型面车刀刃口是圆弧形,刀尖角α=180°。
表17-2成型面的车削方法车削方法具体要求粗车时,保证φ24、φ16、φ10及槽的尺寸,并留有精车余量。
定出R48mm和R40mm的圆弧中心位置,尺寸为49mm与17.5mm。
用小圆头车刀车φ12.5mm的定位槽。
φ16mm外圆的右端面量起,长等于5mm处并在,φ12.5mm定位槽处左右方向车出R40mm圆弧面。
各种螺纹齿形成型面加工方法及特点
螺纹齿是机械零件中常见的基本元件之一,其形状和大小都会对机械性能产生影响。
正确的螺纹齿加工能够保证零件的精度和质量,因此,螺纹齿的加工技术一直是机械制造中的研究热点之一。
形成型面加工方法是螺纹齿加工的一种重要方式,它是通过切削或其他加工方式,在齿廓上形成一定的型面。
常用的螺纹齿形成型面加工方法包括切削、滚齿、成型、铸造等。
切削是常见的螺纹齿形成型面加工方法,它可以实现高精度齿形的加工,适用于各种材料和螺纹规格。
切削加工需要使用螺旋铣和其他切削工具,切削加工的特点是可以实现高精度和高效率的齿形加工。
滚齿是一种高效的螺纹齿形成型面加工方法,它可以实现高效率的齿形加工,同时还可以提高零件的强度和耐磨性。
滚齿加工需要使用专用的滚齿机,滚齿加工的特点是可以实现高效率、高精度和高质量的齿形加工。
成型是一种常用的螺纹齿形成型面加工方法,它可以实现高精度和高质量的齿形加工。
成型加工需要使用专用的成形工具,成型加工的特点是可以实现高精度和高质量的齿形加工,适用于各种材料和螺纹规格。
铸造是一种特殊的螺纹齿形成型面加工方法,它适用于大型或非常规形状的螺纹齿加工。
铸造加工需要使用专用的铸造设备,铸造加工的特点是可以实现大型、非常规形状的齿形加工,同时还可以提高零件的生产效率和经济效益。
总之,不同的螺纹齿形成型面加工方法各有特点,应根据具体的零件形状、规格和要求来选择合适的加工方式,以实现高质量、高效率的齿形加工。
车削成形面的加工方法一、概述车削成形面是机械加工中常用的一种方法,它可以通过旋转工件和刀具,来切削掉工件表面的材料,以达到所需形状和精度的目的。
本文将介绍车削成形面的加工方法。
二、设备准备车削成形面需要使用车床等设备,因此在进行加工之前需要做好以下准备:1.检查车床的各项参数是否符合要求,如主轴转速、进给速度、刀具夹持方式等。
2.安装好所需的刀具,并检查其磨损情况和刀尖是否正常。
3.确定好所需加工材料,并进行必要的预处理(如去除氧化层等)。
三、加工步骤1.确定加工方向和位置首先需要确定所需加工面的位置和方向。
在车床上设置好零点,并根据设计图纸或实际需要确定好加工起点和终点。
2.调整车床参数根据材料性质和所需精度,调整主轴转速、进给速度等参数。
同时根据刀具类型选择合适的夹持方式,并调整其位置和角度。
3.开始粗车将刀具靠近待加工面,在低速下进行粗车。
注意控制好进给速度和切削深度,以避免过度磨损刀具或损坏工件。
4.进行中间加工在粗车后,需要进行中间加工。
这一步可以根据实际需要选择多次进行,以逐步达到所需形状和精度。
在每次加工前需要根据实际情况调整好车床参数和刀具位置。
5.完成最终加工当达到所需形状和精度时,进行最终加工。
此时应根据设计图纸或实际需要调整好车床参数,并使用合适的刀具进行加工。
注意控制好进给速度和切削深度,以保证加工质量。
6.检查成品完成加工后,需要对成品进行检查。
主要包括形状、尺寸、表面质量等方面的检查。
如有问题需要及时处理。
四、注意事项1.安全第一:在使用车床等设备时要注意安全事项,如佩戴防护眼镜、手套等。
2.材料选择:不同材料对车削成形面的要求不同,在选择材料时应考虑其可机械性能和耐磨性等因素。
3.刀具选择:根据加工要求选择合适的刀具,并注意其磨损情况和刀尖是否正常。
4.车床参数调整:根据实际需要和材料性质调整车床参数,以保证加工质量。
5.加工顺序:在进行多次中间加工时,应根据实际需要选择合适的加工顺序,以达到最佳效果。
1、(),投影线与投影面垂直时的投影称为正投影。
斜投影中中心投影法中平行投影法中视图中2、()是仅画出机件断面的图形。
半剖视图三视图断面图剖视图3、单个圆柱齿轮的画法是在垂直于齿轮轴线方向的视图上不必剖开,而将齿根圆用()绘制。
粗实线细实线细点划线波浪线4、将直尺和直角尺全拆下,万能角度尺可测量的角度为()。
0°~50°50°~140°140°~230°230°~320°5、游标高度尺一般用来()。
测直径测齿高测高和划线测高和深度6、用百分表测量时,测量杆应预先压缩0.3~1mm,以保证一定的初始测力,避免()测不出来。
尺寸公差形状公差负偏差7、钟表式百分表测量头与被测表面接触时,测量杆应()于被测表面。
倾斜平行呈30°夹角垂直8、不属于形状公差的符号是()。
⊥∥○9、螺旋传动机构()。
结构复杂传动效率高承载能力高传动精度低10、将旋转运动变成直线运动的是()。
链传动螺旋传动齿轮传动带传动11、在两轴相距较远、工作条件恶劣的环境下传递较大功率时,宜选用()。
带传动链传动齿轮传动螺旋传动12、关于保险丝(即熔丝)的正确说法是()。
只要在线路中安装保险丝,不论其规格如何都能起保险作用选择额定电流小的保险丝总是有利无弊的只要选用适当规格的保险丝,就能既保证电路工作又起保险作用可用同样粗细的铜丝来代替铅锑保险丝13、对照明电路,不会引起触电事故的是()。
人赤脚站在大地上,一手接触火线,但未接触零线人赤脚站在大地上,一手接触零线,但未接触火线人赤脚站在大地上,两手同时接触火线,但未碰到零线人赤脚站在大地上,一手接触火线,另一手接触零线14、 HT200用来制造()。
机床主轴机床床身齿轮轴螺旋桨15、下列牌号中纯铜是()。
T7T3T1216、为提高低碳钢的切削加工性,通常采用()处理。
完全退火球化退火去应力退火正火17、退火的目的是()。