成形面的车削与滚花(精)
- 格式:ppt
- 大小:359.50 KB
- 文档页数:9
【组织教学】检查学生出勤,作好学生考勤记录。
强调课堂纪律,活跃课堂气氛。
强调实习纪律,做好安全文明生产。
【复习巩固】1.复习上次课主要学习了外切槽刀和切断刀的几何角度;外切槽刀、切断刀的刃磨要求和安装要点;车削外沟槽和切断的方法;沟槽的检查和测量;内沟槽车刀的种类;车削和测量内沟槽的方法;端面槽的种类;端面槽车刀的特点;车削和测量端面槽的方法。
播放了切槽和切断的视频。
同学们也进行了相应的练习。
通过讲解和演示及练习,使学生进一步增强对重点内容的认识和理解。
更加深了对车外圆锥的感性认识。
2.提问1)切断刀刃磨注意点有哪些?2)切断的方法有哪些?3)简述内沟槽的加工步骤。
4)简述车端面直槽的加工步骤。
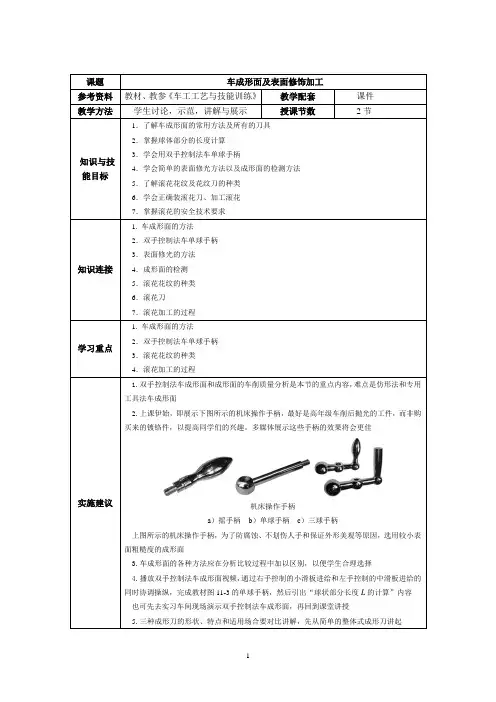
3.作业讲评作业完成情况统计表【课题导入】先展示图11-1所示的机床操作手柄,最好是高年级车削后抛光的工件,而非购买来的镀铬件。
再出示一个苹果和苹果削皮器,演示苹果削皮的过程。
多媒体展示单球手柄等成形面零件,播放加工成形面和表面修饰的视频。
成形面的加工和表面修饰象生动形地展现给学生,进一步加深对所学内容的感性认识,提高了同学们的兴趣。
机床操作手柄a)摇手柄b)单球手柄c)三球手柄【讲授新课】任务一双手控制法车成形面和修光一、车成形面的方法二、双手控制法车单球手柄1.圆弧车刀。
2.球体部分的长度计算。
3.进给速度分析。
4.车单球手柄的步骤。
三、表面修光的方法1.锉刀修整的操作方法。
2.砂布抛光的操作方法。
四、成形面的检测【技能训练】(4小时)一、目标任务1.了解车成形面的常用方法及所有的刀具。
2.掌握球体部分的长度计算。
3.学会用双手控制法车单球手柄。
4.学会简单的表面修光方法以及成形面的检测方法。
二、示范操作刃磨圆弧车刀、双手控制法车单球手柄、成形法和仿形法车成形面、锉刀和砂布修整抛光成形面、检测成形面。
三、分组练习按课题小组轮流练习,完成本次课的训练任务。
四、巡回指导1.身体不准靠近旋转表面,严格通电,确保设备和人身安全。

识准备用双手控制法车削成形面,难度较大,生产效率低,表面质量差,精度低,所以只适用于精度要求不高,数量较少或单件产品的生产。
2 成形刀车削法成形刀车削法即用切削刃形状与工件廓形相符合的刀具,直接加工出成形面。
用成形刀具加工成形面,机床的运动和结构比较简单,操作也简便,其加工精度主要靠刀具保证。
①整体式普通成形刀这种成形刀与普通车刀相似,只是切削刃磨成和成形面表面相同的曲线状。
若车削精度要求不高,切削刃可用手工刃磨;若车削精度要求高,切削刃应在工具磨床上刃磨。
②棱形成形刀棱形成形刀由刀头和刀杆两部分组成。
刀头的切削刃按工件形状在工具磨床磨出,后部的燕尾块装夹在弹性刀杆的燕尾槽内,并用螺钉紧固。
棱形车刀调整方便,精度较高,寿命又长,但制造比较复杂,适用于数量较多,精度要求较高的成形面车削。
③圆形成形刀圆形成形刀的刀头做成圆轮形,在圆轮上开有缺口,以形成前刀面和主切削刃。
使用时,为减小振动,通常将刀头安装在弹性刀杆上。
用教师:讲解、PPT学察、思考为防止圆形刀头转动,在侧面做出端面齿,使之与刀杆侧面的端面齿相啮合。
(3)仿形法用仿形法车削成形面,操作简单,劳动强度小,生产效率高,质量又好,是一种比较先进的车削方法。
但需制造专用靠模,故仿形法车成形面特别适合于数量大,质量要求较高的成批大量生产,仿形法也有两种车削方法。
①靠板靠模法车削成形面②尾座靠模车削成形面靠板靠模法车成形面1—车刀 2—工件 3—连接板 4—靠模 5—滑块尾座靠模法车成形面1—工件 2—车刀 3—靠模 4—靠模板2、滚花有些工具和机器零件的捏手部分为增加摩擦力或使零件表面美观,常常在零件表面上滚出不同的花纹,称为滚花。
滚花是滚花刀挤压工件,使表面产生塑性变形而形成的花纹。
滚花的花纹一般有直纹和网纹两种,并有粗细之分。
(1)滚花刀滚花刀分为单轮直纹滚花刀、双轮网纹滚花刀和六轮网纹滚花刀3种。
滚花刀(2)滚花的方法滚花是用滚花刀来挤压工件,使其表面产生塑性变形而形成花纹,所以滚花时产生的径向压力很大。