短应力线轧机模板
- 格式:ppt
- 大小:5.76 MB
- 文档页数:22
短应力线轧机机械结构分析何永清【摘要】分析了短应力线轧机的机械结构特点.【期刊名称】《现代冶金》【年(卷),期】2012(040)004【总页数】3页(P4-6)【关键词】短应力线轧机;轧机机芯;轴向定位;减速齿轮箱【作者】何永清【作者单位】宝钢苏冶重工有限公司,江苏苏州215151【正文语种】中文【中图分类】TG333.6+2引言短应力线轧机又称高刚度轧机、红圈轧机。
作为二辊热轧机,其舍弃了沿用轧机上部压下轴承座的二侧牌坊式机架结构,改为二侧各用二根正反旋向的螺杆拉紧上、下轴承座的结构,在保证轧机足够刚度的前提下,取消了二侧牌坊,使整机结构更为简捷,同时在此基础上实现了轧制线恒定、轧辊离线更换等高速、连续轧制的要求。
短应力线轧机由驱动部分和轧机部分组成,统称为轧机机列。
驱动部分包含调速电机和底座、联轴器和减速齿轮箱。
轧机部分包含轧机底座、接轴和接轴托架、轧机机芯和辊缝调节装置(俗称“压下装置”)。
驱动部分和轧机部分的安装连接形式稍作变化可形成立式和水平二种轧制方式,增加回转架即可实现立式和水平二种轧制方式的转换,成为平立转换轧机。
1 拉杆、螺母与其间隙消除结构拉杆、螺母与其间隙消除结构的主要功能是减小轧制中进、出钢时的弹跳现象。
目前常见的结构有液压缸撑开上下轴承座,同时消除拉杆螺母间隙;弹性阻尼体撑开上下轴承座,同时消除拉杆螺母间隙;碟簧撑开拉杆的主辅螺母消除间隙,同时撑开上下轴承座;弹簧(弹性阻尼体)压紧拉杆的主辅螺母消除间隙,同时撑开上下轴承座等 4种。
1.1 液压缸撑开方式液压缸撑开方式如图 1所示,拉杆受到较大预拉应力,轧辊辊面直径变化时撑开力保持不变。
但在轧制时拉杆的拉应力因之叠加,提高了对拉杆的刚度要求。
液压缸撑开方式的主要缺陷是由于使用状况恶劣造成的泄漏、失效。
图1 液压缸撑开方式示意图1.2 弹性阻尼体撑开方式弹性阻尼体撑开方式如图 2所示,消除了使用液压缸撑开方式产生的泄漏、失效现象。

全套CAD图纸,联系 153893706350中轧线材轧机设计1 绪论1.1 选择的背景和目的线材的用途很广,在国民经济各部分中都有着大量的应用。
除了建筑等还可以作为其它加大工车间的原料,如拔丝车间、钢绳车间、钢丝网车间和螺丝车间等都有应用。
线材生产的特点是轧制断面小、长度长的螺纹钢,最小断面为∮0.5毫米线材。
线材轧制是将120×120毫米断面轧成33×33毫米的断面是粗轧阶段,从33×33毫米断面轧成17×17毫米断面一般称为中轧,继续将断面变小到∮10毫米以下称为精轧。
轧制过程中轧件散热快、温变快、特别是头尾变黑,使得轧制困难。
因此,控制轧制过程中的温度是最重要的。
随着盘重的增加,轧件的长度加大,表面散热加大,由于轧制时间长,造成轧制沿长产生不同温度,造成轧件尺寸波动大,影响轧件的机械性能。
沿长度波动很大。
这样就给调整工作带来更大困难。
更容易出现耳子。
在轧制过程盘重大的轧件轧制道次多,温降也大,温度变化是线材轧机非常重要的因素。
一般为提高生产率、提高产品质量,都采用钢坯一次轧制,一次加热成材。
在断面小道次多的情况下只有采用高速轧制才可以解决温降的大问题。
线材轧机轧制道次多,轧机的布置就多。
为保证温度,只有采用高的线速度轧制才能解决温度降的问题。
由于高速轧制的发展,轧机在轧制过程中易产生冲击,给线材生产又带来安全问题,所以要孔型和前后导卫配置合理采用耐磨材料防止快速磨损。
线材生产由横列式向连续式发展。
而且采用自动化、高速化。
由于轧制速度快,轧后冷却需要配合发展不同工艺的冷却方法,使线材质量有了很大的提高。
随着原料、加热、轧制和精整工序新技术的采用,使线材产品满足国民经济快速发展的线材需求量。
为了提高生产率,采用钢坯一火成材,即加热一次轧制成线材产品。
线材轧机合为粗轧、中轧和精轧三个机组。
为保证线材的性能和表面质量以及内部晶粒组织,要求轧机进行改造更新,采用新技术改变轧制工艺。
CER—Ⅰ型轧机—一种新型的短应力线轧机
李国栋
【期刊名称】《钢铁厂设计》
【年(卷),期】1993(000)002
【总页数】11页(P26-36)
【作者】李国栋
【作者单位】无
【正文语种】中文
【中图分类】TG333.6
【相关文献】
1.新型短应力线轧机的开发及应用 [J], 张荣滨;李图学;马靳江
2.SY—230Ⅱ型短应力线轧机与BPY—1250—10型交——交变频电机匹配工艺的优化 [J], 陈贵金
3.试论新型短应力线轧机的开发及应用 [J], 陈庆华
4.一种可加预应力的无牌坊短应力线轧机 [J], 毛志鳌
5.型棒材短应力线轧机及其轴承装配 [J], 靳长青
因版权原因,仅展示原文概要,查看原文内容请购买。
短应力线轧机轧辊的有限元计算及分析窦剑琳1,贾惠玲2(1.中冶东方工程技术有限公司,内蒙古 包头 014010;2 内蒙古科技大学,内蒙古 包头 014010)摘 要:短应力线轧机是一种高刚度无牌坊轧机,轧辊是该轧机的主要承载件,其结构参数是否合理直接影响着轧机的性能,进而影响产品的精度,文章参照实际轧制规程,用有限元理论结合使用ANS YS有限元分析软件计算出轧辊在最大轧制压力下产生的应力及变形,最终验证了其承载能力及弹性变形均在允许的范围以内。
关键词:短应力线轧机;刚度;有限元;应力中图分类号:TG333 17 文献标识码:B 文章编号:1009-5438(2008)03-0039-03Finite Element Analysis of the Roll of the Short Stress Path Rolling MillDOU Jian-lin1,JIA Hui-ling2(1.Beris Engineering and Research Corp.,Baotou014010,Nei Monggol,China;2.Inner Mongolia University o f Science and Technology,Baotou014010,Nei Monggol,China)Abstract:The short stress path rolling mill is a kind of high rigidity no stand mill.The roller is the i mportant loading compo nent.Based on the fi nite elemen t theory,the stress distributes of the roller under the biggest draught pressure are calculated with the finite element analysis software.T he loading ability and the elastic deformation are in the allowable range.Key words:short stress path rolling mill;rigidi ty;finite element theory;s tress近年来,许多国家的轧机设计及生产厂家均推出了各种类型的短应力线轧机,虽然在外形及内部结构略有不同,但其功能和原理基本是相同的。

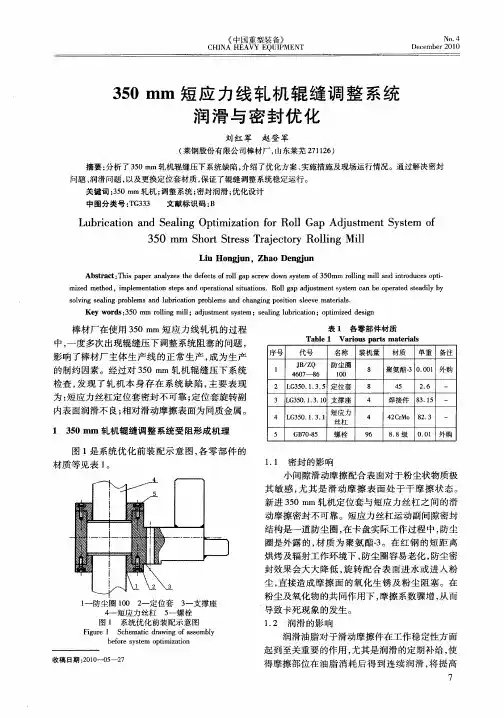
短应力线轧机精度的改进措施摘要短应力线轧机作为当今冶金轧钢系统中应用最为广泛的小型轧机,具有应力线短、刚度大等优势特点。
随着全球制造业的飞速发展,努力提高短应力线轧机的轧制精度以满足社会发展对线材精度的需要。
本文对短应力线轧机径向刚度、轴向刚度、累计误差等因素对轧机加工精度的影响进行总结分析,提出短应力线轧机精度的改进措施建议,旨在提高轧机轧制精度的提高,使其更好的为制造业的发展提供服务。
关键词短应力线轧机;精度;影响因素;改进措施随着制造业的飞速发展,对线材精度要求越来越高,短应力线轧机因为其特有的优势性能,在现今冶金轧钢系统中被广泛应用。
短应力线轧机是一种具有很高刚度的小型轧机,为了满足线材高精度要求,世界各国都在轧机的设计上着重于轧制加工精度的提高,对影响短应力线轧机精度的各种重要因素进行关注和研究。
1 短应力线轧机精度的影响因素分析1.1 短应力线轧机径向刚度对轧制精度的影响1.2 短应力线轧机轴向刚度的轧制精度的影响短应力线轧机的径向刚度的主要作用在于保障在轧制力作用下的原调孔型的径向变形量在允许的公差范围之内。
但是在实际的轧制加工过程中,存在多种不稳定的因素对于轧件的变形产生影响,如过高的温度、不均匀的坯料端面等等。
使轧辊承受着径向力和轴向力的双重作用。
轧辊的固定机构内的部件在轴向力的影响下发生了轴向窜动,直接对轧机的刚度效果产生影响。
因此,轧机必须具有一定程度的轴向刚度,以使轴向机构发生的变形在允许的范围之内。
1.3 累积的误差对轧制精度的影响就短应力线轧机来说,轧机是否具有良好的刚性不仅仅受应力线长度的影响,还和设备本身的整体加工精度息息相关。
如果仅仅将应力线进行缩短控制,还远远不能满足轧制高精度的需要。
对于长材轧机而言,精度是实现良好工艺的基本条件。
轧机的尺寸实现高精,才能使加工工艺的波动控制在运行的范围之内。
轧机的整体在加工方面和装配方面满足高精度的要求才是确保轧件实现高精度的重要基础。
短应力轧机装配操作方法
短应力轧机的装配操作方法如下:
1. 清洁:将所有零件清洁干净,并确保没有灰尘或异物。
2. 安装底座:将底座放在适当位置上,并通过螺钉将其固定在地面上。
3. 安装主机:将主机轻轻放在底座上,并将其与底座上的螺钉连接。
4. 安装动力传输系统:根据制造商提供的说明,将动力传输系统(例如电机)安装到主机上,并确保其正确连接。
5. 安装辊子:根据制造商提供的指示,将辊子正确地安装到主机上,并确保它们的位置正确并牢固。
6. 检查连接:仔细检查主机、动力传输系统和辊子之间的所有连接,并确保它们都紧固牢固。
7. 调整辊子:根据制造商提供的说明,逐个调整辊子的位置,并确保它们的水平和平衡。
8. 测试运行:在装配完整后,通过启动主机,进行简短的测试运行,确保轧机
能够正常工作。
请注意,在进行装配操作之前,应仔细阅读制造商提供的操作和安装指南,并遵循正确的安全程序。