短应力线轧机
- 格式:ppt
- 大小:5.70 MB
- 文档页数:7

短应力线棒轧机介绍及φ650短应力轧机改进【摘要】介绍了国内近年来应用广泛的线棒材短应力轧机及粗轧φ650短应力轧机的改进。
【关键词】短应力线棒材轧机轧机改进随着我国经济的发展,国内线棒材用户对于增加钢材产量和提高钢材质量的要求越来越高,为了满足市场的这种要求,就必须提高轧机的刚度和精度,因此,国内用户越来越多的开始使用短应力线棒轧机。
1 短应力线棒材轧机的优点①由于应力回线短,所以轧机变形量小,使轧机具有较好的刚度,保证了产品的高精度。
②轧辊辊缝对称调整,保证了轧制线固定不变,因而延长了导卫装置的寿命。
③轧制过程中,载荷比较分散,使轴承受到载荷减小,轴承寿命更长,从而降低了成本费用。
④此轧机的辊系在换辊前已有备机且已装好,可很快更换,更换时只需打开轧机底座的锁紧缸,便可将整个轧机本体通过换辊小车移出,能实现全部自动化,成材率也高。
⑤轧机本体外形尺寸小,设备重量轻。
⑥全部平立机组能互换,仅需要很少的机械备件(如图1)。
2 短应力线棒材轧机的结构短应力轧机是由轧机压下装置、轴承座装配、拉杆装配、动底座、导卫横梁和静底座组成。
轧机的核心部分在于四根拉杆,拉杆连接着轧机本体的各个部分。
四个拉杆顶部安装有压下装置,由一台液压马达驱动,当液压马达工作时,通过蜗轮蜗杆带动四个拉杆转动,再通过安装在轧辊轴承座内的压下螺母驱动四个轴承座做相向或背离的运动,最终实现轧辊开口度的调整。
上、下两个轧辊轴承座相对轧制线对称变化,而不会改变轧制标高。
两侧轧辊轴承座的开口度可单独调整,也可同时调整。
轧辊轴承安装在上、下轧辊轴承座内,每根轧辊由两个轴承支撑。
为了避免轧制时轧辊弯曲对拉杆及轴承受力状态的影响。
轧辊轴承采用四列短圆柱轴承,而轴向力,通过另外安装的推力轴承来承受。
四列短圆柱轴承承载能力大,这样可以提高轧辊的刚度和强度,而且拆卸轧辊比较方便,当需要更换轧辊时,利用换辊小车进行换辊,轧辊的非传动端的轴承是固定的,传动段的轴承是游动的,允许轧辊在产生弹性变形后,可以轴向移动。

短应力轧机装配总结第1篇拉杆装置的主要功能是将压下装置的动力传递到铜螺母上,铜螺母安装在轴承座内,进而驱动轴承座升降,最终实现轧辊辊缝的调整。
由4个拉杆、铜螺母、自适应球面垫、压盖以及辊系平衡系统等部件组成,其中每个拉杆上下端部设置有旋向相反的梯形螺纹,用于安装相同旋向的铜螺母,每2个拉杆穿起2片轴承座,4个拉杆穿起4片轴承座,组成操作侧和传动侧,双侧的上下轴承座内装配轧辊,如图10所示。
短应力轧机装配总结第2篇短应力线轧机可分为压下机构、箱体(轧辊装配)、拉杆、底座四个部分。
压下机构:主要是通过蜗轮、蜗杆、齿轮,带动拉杆转动实现轧辊辊缝的上下同步调整。
既可以对操作侧、传动侧同时调整,也可以断开连接轴进行单侧调整。
整个压下机构在机械、液压、电器的共同作用下,可以远程对辊缝进行精确调整。
压下机构如图3 所示。
图3 压下机构箱体(轧辊装配):轧机可分为传动侧、固定侧两个部分,各有上、下两个箱体组成。
四个箱体承受轧机轴承传递过来的径向力、轴向力,并传递给拉杆形成应力回线。
轧机的箱体及拉杆是轧机的主要工作部件。
轧机传动侧箱体为游离端,只承受径向力;操作侧箱体除安装四列轴承承受径向力外,还安装有止推轴承承受轴向力;操作侧的上箱体装有蜗轮、蜗杆机构可以进行轴向调整,调整量大多为±3mm;下辊不可以轴向调整(这一部分见下面拉杆组装)。
箱体中的四列短圆柱轴承主要承受径向力。
图4所示为轧辊装配。
图4 轧辊装配此部分最常见的事故就是轧辊轴承烧损。
轴承烧损的原因很多,比如:安装方式不正确;轴承受力过大;润滑油不足;密封失效;备件加工误差;轧机本体“弹跳”大,轧件咬入时冲击力过大;轧辊辊颈尺寸加工误差,造成内套开裂或“耍圈”;轴承性能无法满足使用要求等。
如何避免轴承烧损呢?这里仅仅就密封失效方面探讨一下,密封失效后造成最大的后果就是轴承润滑油品泄露,污染物进入轴承,加剧轴承磨损,进而轴承“烧损”。
那么造成密封失效的原因又都是那些呢?首先是密封选用。
短应力线轧机精度的改进措施摘要:短应力线轧机以其应力线短、刚度大、产品精度高、对中调整性能好、设备重量轻等优点,成为了当今世界小型轧机最为流行的机型,被广泛应用到了冶金轧钢系统中。
随着科学技术和冶金工业的发展,以及用户对钢材质量的要求提高,使得轧钢厂对轧机精度的要求越来越高,因此,分析影响短应力线轧机轧制精度的因素,对今后进行轧机的设计或技术改进显得尤为重要。
鉴于此,本文就短应力线轧机精度的改进措施展开探讨,以期为相关工作起到参考作用。
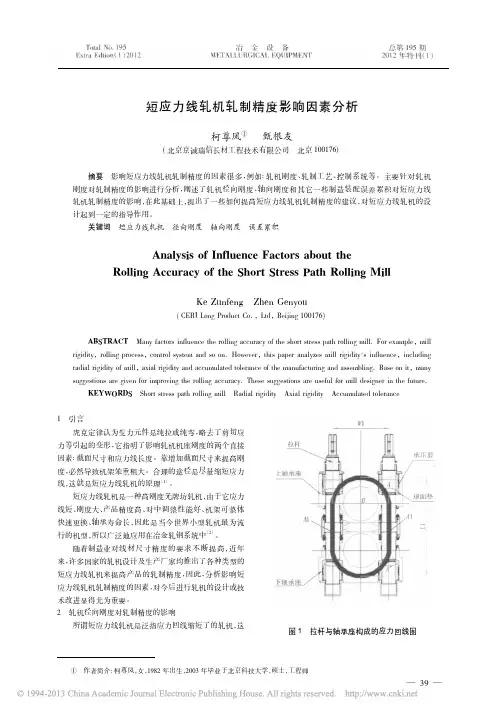
关键词:短应力线;轧机径向刚度;轴向刚度1.短应力线轧机的结构特点为确保轧制精度控制技术的应用效果,就需要确保上、下轧辊在轴向上与固定在轧机底座上的轧机机架保持同步,紧密地连接在一起,在轧辊轴向上实现“零”间隙连接;同时在轧辊径向上(垂直方向)要求具有尽可能小的弹跳值。
以达涅利公司的短应力线轧机为例,其上、下轧辊由于功能不同,其结构略有区别。
1.1上辊结构分析短应力线轧机上机架和轧辊与机架之间的连接,从结构层面入手,可以将其分为轧辊的固定、螺纹套的锁紧固定和轴承座与机架的相对限位这三种,其中,第一层为轧辊的固定。
由图1可见,推力轴承通过上辊顶套、压盖、颈套固定在螺纹套内。
顶套与螺纹套压紧轴承外圈,压盖与颈套压紧轴承内圈。
通过上轧辊操作端头部的大直径锁紧螺栓的紧固,可使上轧辊与螺纹套紧密地连接在一起。
第二层为螺纹套的锁紧固定。
图1中,螺纹套通过螺纹副与固定在轴承座上的外侧螺纹端盖连接,可在需要时旋转螺纹副对轧辊进行轴向位移,实现对上轧辊的轴向调节功能。
由于螺纹副存在间隙,通过安装在上辊顶套上的锁紧螺纹环压紧过渡端盖来实现螺纹套与外侧螺纹端盖在轴向上的预紧,消除轴向间隙,从而确保螺纹套与轴承座牢固地连接在一起。
第三层为轴承座与机架的相对限位。
短应力线轧机轴承座在轧辊轴向上的位置限位是通过对固定端轴承座上突出的定位耳块进行轴向夹持来实现的[1]。
通常情况下,耳块两侧各安装有一套圆形的耐磨滑块,滑块采用凹凸对嵌的组合设计。
短应力线轧机重量轻、整体刚度高、弹性变形小、成材率高、安装调整及操作维护简单便捷,故而备受轧钢厂家青睐,逐步占据市场中更高的份额。
高速重载恶劣工况中,轧机轴承失效事故发生率不断上升,轧机在线运行中轴承状态大幅降低,使用寿命也会缩短。
高速线棒材组轧机轴承中,在确保装配质量达标的前提下,采取在线监测及故障诊断等措施,当轴承部位有异常出现后,能够第一时间发现并进行轴承更换,即可减少轴承事故引起的损失。
文章通过研究短应力线轧机轴承装配及事故应对,能提升短应力线轧机应用价值,助力轧钢厂生产稳定性及产量的提升。
1 短应力线轧机特点及轴承结构短应力线轧机特点包含:①轧机底座由在线固定与随轧机吊运移动的两部分组成,彼此间的配合建立在滑板的基础上,液压锁紧与横移换槽具备更高的准确性及效率;②液压压下,能够更精确、高效地控制料型,并大幅降低劳动强度;③轧机在线运行中,通过弹性组拟题平衡装置的应用,可提供料型稳定性方面的保障,在轧机弹跳问题方面也能产生良好的控制作用。
短应力线轧机轴承是以内圈与外圈、滚动体和保持架组成的滚动轴承,其中内外圈间有诸多滚动体的配置,在保持架的作用下使彼此间维持适宜的距离,内圈安装部位以轧辊辊颈为主,转动一致于轧辊。
轴承常见结构见图1。
轴承载荷承载体是套圈(即内、外圈)与滚动体间的接触面,亦有“滚道面”的别称。
从形状方面来看,滚动体包含球与滚子两种,其中滚子形状诸多,如球面滚子、圆锥滚子、滚针等。
保持架的应用,能保证轴承圆周方向上精准分布滚动体,避免安装中出现散落的情况。
处于工作状态的保持架,从理论层面而言不会承受载荷外力。
2 短应力线轧机轴承装配2.1 轧机轴承尺寸配合表1和表2是在参考热轧轧机工作特点的基础上轧机轴承座腔体、轧辊辊颈与轴承的配合尺寸数据情况。
2.2 轴承游隙轴承运行中结构形式、润滑方式、转速、配合面粗糙度、承载负荷、轴承装配过盈配合量等,主要取决于其自身径向游隙大小。
所以,需要从实际工况条件出发,综合各类因素精准选择,突出合理性。
短应力轧机工作原理
短应力轧机是一种用于加工金属材料的机械设备,其工作原理是通过施加压力将金属材料进行塑性变形,从而得到所需的形状和尺寸。
短应力轧机主要由轧辊、传动系统、辊道系统和控制系统等组成。
在短应力轧机的工作过程中,金属材料首先被放置在轧辊之间,然后通过传动系统施加压力。
传动系统一般由电动机、减速器、联轴器等组成,通过这些装置将电能转化为机械能,从而驱动轧辊运动。
金属材料在轧辊的作用下,受到强大的压力,从而发生塑性变形。
轧辊是短应力轧机的核心部件,其作用是将金属材料进行强力挤压,使其发生塑性变形。
轧辊通常由高强度合金钢制成,具有较高的硬度和耐磨性。
在轧辊上还会安装一些辅助装置,如轧辊冷却装置和轧辊调整装置等,以保证轧辊的正常工作和使用寿命。
辊道系统是短应力轧机中的另一个重要组成部分,它主要用于支撑和定位轧辊。
辊道系统通常由辊道、轴承和支撑装置等组成。
辊道具有较高的刚度和精度,能够承受轧辊的压力和振动,保证轧辊的正常工作。
轴承则起到支撑和定位轧辊的作用,使轧辊能够平稳运行。
控制系统是短应力轧机的智能化部分,它通过传感器和执行器等装置,对机器的运行进行实时监测和控制。
控制系统可以实现对轧辊压力、轧辊间隙和轧辊运行速度等参数的精确控制,从而保证金属
材料在轧制过程中的质量和精度。
总结起来,短应力轧机通过施加压力将金属材料进行塑性变形,从而得到所需的形状和尺寸。
它是一种高效、精确的金属加工设备,广泛应用于制造业的各个领域。
随着科技的不断发展,短应力轧机的自动化水平和加工精度将进一步提高,为工业生产带来更多的便利和效益。