短应力高刚度轧机装配图(新)
- 格式:doc
- 大小:1.46 MB
- 文档页数:1

短应力线轧机机械结构分析何永清【摘要】分析了短应力线轧机的机械结构特点.【期刊名称】《现代冶金》【年(卷),期】2012(040)004【总页数】3页(P4-6)【关键词】短应力线轧机;轧机机芯;轴向定位;减速齿轮箱【作者】何永清【作者单位】宝钢苏冶重工有限公司,江苏苏州215151【正文语种】中文【中图分类】TG333.6+2引言短应力线轧机又称高刚度轧机、红圈轧机。
作为二辊热轧机,其舍弃了沿用轧机上部压下轴承座的二侧牌坊式机架结构,改为二侧各用二根正反旋向的螺杆拉紧上、下轴承座的结构,在保证轧机足够刚度的前提下,取消了二侧牌坊,使整机结构更为简捷,同时在此基础上实现了轧制线恒定、轧辊离线更换等高速、连续轧制的要求。
短应力线轧机由驱动部分和轧机部分组成,统称为轧机机列。
驱动部分包含调速电机和底座、联轴器和减速齿轮箱。
轧机部分包含轧机底座、接轴和接轴托架、轧机机芯和辊缝调节装置(俗称“压下装置”)。
驱动部分和轧机部分的安装连接形式稍作变化可形成立式和水平二种轧制方式,增加回转架即可实现立式和水平二种轧制方式的转换,成为平立转换轧机。
1 拉杆、螺母与其间隙消除结构拉杆、螺母与其间隙消除结构的主要功能是减小轧制中进、出钢时的弹跳现象。
目前常见的结构有液压缸撑开上下轴承座,同时消除拉杆螺母间隙;弹性阻尼体撑开上下轴承座,同时消除拉杆螺母间隙;碟簧撑开拉杆的主辅螺母消除间隙,同时撑开上下轴承座;弹簧(弹性阻尼体)压紧拉杆的主辅螺母消除间隙,同时撑开上下轴承座等 4种。
1.1 液压缸撑开方式液压缸撑开方式如图 1所示,拉杆受到较大预拉应力,轧辊辊面直径变化时撑开力保持不变。
但在轧制时拉杆的拉应力因之叠加,提高了对拉杆的刚度要求。
液压缸撑开方式的主要缺陷是由于使用状况恶劣造成的泄漏、失效。
图1 液压缸撑开方式示意图1.2 弹性阻尼体撑开方式弹性阻尼体撑开方式如图 2所示,消除了使用液压缸撑开方式产生的泄漏、失效现象。

短应力轧机装配总结第1篇拉杆装置的主要功能是将压下装置的动力传递到铜螺母上,铜螺母安装在轴承座内,进而驱动轴承座升降,最终实现轧辊辊缝的调整。
由4个拉杆、铜螺母、自适应球面垫、压盖以及辊系平衡系统等部件组成,其中每个拉杆上下端部设置有旋向相反的梯形螺纹,用于安装相同旋向的铜螺母,每2个拉杆穿起2片轴承座,4个拉杆穿起4片轴承座,组成操作侧和传动侧,双侧的上下轴承座内装配轧辊,如图10所示。
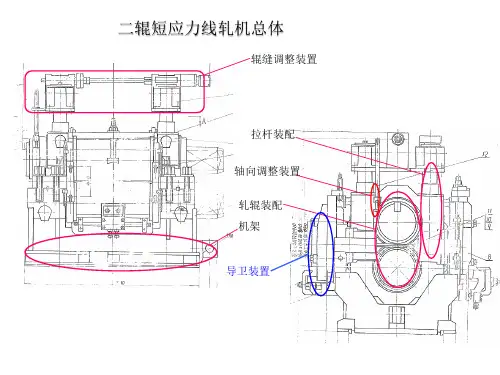
短应力轧机装配总结第2篇短应力线轧机可分为压下机构、箱体(轧辊装配)、拉杆、底座四个部分。
压下机构:主要是通过蜗轮、蜗杆、齿轮,带动拉杆转动实现轧辊辊缝的上下同步调整。
既可以对操作侧、传动侧同时调整,也可以断开连接轴进行单侧调整。
整个压下机构在机械、液压、电器的共同作用下,可以远程对辊缝进行精确调整。
压下机构如图3 所示。
图3 压下机构箱体(轧辊装配):轧机可分为传动侧、固定侧两个部分,各有上、下两个箱体组成。
四个箱体承受轧机轴承传递过来的径向力、轴向力,并传递给拉杆形成应力回线。
轧机的箱体及拉杆是轧机的主要工作部件。
轧机传动侧箱体为游离端,只承受径向力;操作侧箱体除安装四列轴承承受径向力外,还安装有止推轴承承受轴向力;操作侧的上箱体装有蜗轮、蜗杆机构可以进行轴向调整,调整量大多为±3mm;下辊不可以轴向调整(这一部分见下面拉杆组装)。
箱体中的四列短圆柱轴承主要承受径向力。
图4所示为轧辊装配。
图4 轧辊装配此部分最常见的事故就是轧辊轴承烧损。
轴承烧损的原因很多,比如:安装方式不正确;轴承受力过大;润滑油不足;密封失效;备件加工误差;轧机本体“弹跳”大,轧件咬入时冲击力过大;轧辊辊颈尺寸加工误差,造成内套开裂或“耍圈”;轴承性能无法满足使用要求等。
如何避免轴承烧损呢?这里仅仅就密封失效方面探讨一下,密封失效后造成最大的后果就是轴承润滑油品泄露,污染物进入轴承,加剧轴承磨损,进而轴承“烧损”。
那么造成密封失效的原因又都是那些呢?首先是密封选用。

短应力线轧机精度的改进措施摘要:短应力线轧机以其应力线短、刚度大、产品精度高、对中调整性能好、设备重量轻等优点,成为了当今世界小型轧机最为流行的机型,被广泛应用到了冶金轧钢系统中。
随着科学技术和冶金工业的发展,以及用户对钢材质量的要求提高,使得轧钢厂对轧机精度的要求越来越高,因此,分析影响短应力线轧机轧制精度的因素,对今后进行轧机的设计或技术改进显得尤为重要。
鉴于此,本文就短应力线轧机精度的改进措施展开探讨,以期为相关工作起到参考作用。
关键词:短应力线;轧机径向刚度;轴向刚度1.短应力线轧机的结构特点为确保轧制精度控制技术的应用效果,就需要确保上、下轧辊在轴向上与固定在轧机底座上的轧机机架保持同步,紧密地连接在一起,在轧辊轴向上实现“零”间隙连接;同时在轧辊径向上(垂直方向)要求具有尽可能小的弹跳值。
以达涅利公司的短应力线轧机为例,其上、下轧辊由于功能不同,其结构略有区别。
1.1上辊结构分析短应力线轧机上机架和轧辊与机架之间的连接,从结构层面入手,可以将其分为轧辊的固定、螺纹套的锁紧固定和轴承座与机架的相对限位这三种,其中,第一层为轧辊的固定。
由图1可见,推力轴承通过上辊顶套、压盖、颈套固定在螺纹套内。
顶套与螺纹套压紧轴承外圈,压盖与颈套压紧轴承内圈。
通过上轧辊操作端头部的大直径锁紧螺栓的紧固,可使上轧辊与螺纹套紧密地连接在一起。
第二层为螺纹套的锁紧固定。
图1中,螺纹套通过螺纹副与固定在轴承座上的外侧螺纹端盖连接,可在需要时旋转螺纹副对轧辊进行轴向位移,实现对上轧辊的轴向调节功能。
由于螺纹副存在间隙,通过安装在上辊顶套上的锁紧螺纹环压紧过渡端盖来实现螺纹套与外侧螺纹端盖在轴向上的预紧,消除轴向间隙,从而确保螺纹套与轴承座牢固地连接在一起。
第三层为轴承座与机架的相对限位。
短应力线轧机轴承座在轧辊轴向上的位置限位是通过对固定端轴承座上突出的定位耳块进行轴向夹持来实现的[1]。
通常情况下,耳块两侧各安装有一套圆形的耐磨滑块,滑块采用凹凸对嵌的组合设计。
工作机的应力回线短的型材轧机.工作机座的应力回线是指轧机受轧制力后,轧机中受力零件弹性变形断面的中性线的联线,应力回线的长度就是轧机中受力零件长度之和。
轧钢机座中各受力零件所产生的弹性变形量与其断面积成正比,与其长度成反比,机座中应力回线越短,所产生的弹性变形量越小,则轧机的刚度(见轧机刚度系数)越大,所轧制产品的精度越高。
缩短轧机应力回线有两个途径:一是改变轧机承载结构的形式,即减少轧钢机座中承载件的数量,如无牌坊(机架)轧机,通过缩短受力零件的长度缩短应力回线;二是改变力的传递路径,如使轧制力不直接作用在牌坊窗口的上方,而使其作用在靠近轧机立柱上,使应力回线缩短。
一般轧机同短应力线轧机应力线的比较如图。
短应力线轧机主要用于改造横列式轧机,研制复二重式短应力线轧机(见复二重短应力线精轧机组)和研究立式短应力线轧机,建在平一立交替布置的连轧生产线上。
短应力线轧机的优点有:(1)轧机的高刚度保证了产品的高精度,容易实现负偏差轧制。
(2)能实现对称调整。
这对于稳定操作,提高作业率,节省检修和更换导卫横梁时间,减少操作事故,避免轧件弯头、冲击、缠辊等工艺事故,提高导卫寿命具有重要意义。
(3)由于轧机改变了力的传递途径、将压下螺丝的集中载荷改变为分散在轴承座两侧的分散载荷,使轴承和轴承座受力情况更好,轴承寿命较普通轧机提高1.5倍以上,从而降低了产品的成本费用。
(4)该种轧机的辊系在换辊前进行预安装并调整好,停车后10min左右即可换好新辊系。
而调好的新辊系轧过一二根钢后即可保证产品合格。
因此,本轧机预调性能好,换辊快,成材率高。
短应力线轧机又称为无牌坊轧机,是一种高刚度轧机,在做为型钢轧机使用时,它不仅应该具有较高的径向刚度,而且还应该具有较高的轴向刚度。
目前国内已经研制出多种型式的短应力线轧机如:GY型,HB 型,CW型,SY型,GW型,DW型等,其中有代表性的有三种, 短应力线轧机又称为无牌坊轧机,是一种高刚度轧机,在做为型钢轧机使用时,它不仅应该具有较高的径向刚度,而且还应该具有较高的轴向刚度。
1.拉杆装配的主要零件采用优质合金钢及铜合金制造而成,采用弹性阻尼减震器或弹簧等消除拉杆(螺杆)与铜螺母之间的间隙。
拉杆和上下支撑的组装,必须保证装配间隙0.2—0.3,拉杆用手能转动一周无死点。
3.压下装置起到辊缝调节作用,液压马达通过齿轮和蜗轮副的传动带动四根拉杆实现轧辊缝的对称调节。
组装后各运动件应运转灵活,无卡阻现象,蜗杆副接触良好,蜗轮以及其余各运动部件均应注适量润滑脂。
组装后内键槽(内花键槽)应调在同一直线上(相互背对)。
根据实际情况调整液压马达的排油量和供油压。
图9 机列配管图6 轧机装配图4 轧机本体图2 轧辊装配7.接轴托架是一个单列的装配单元,装配后底部与轧机底座配合,配合尺寸必须严格按图纸加工。
安装插销缸的板块对中允差在±1mm以内。
组装后各连接部位要无卡阻现象,调节部位要调节自如。
滑块两侧对孔中心偏移在0.06以内。
图7 接轴托架6.轧机装配,把轧机本体,轧机机座,以及导卫装配为一体,并能互换,按装配技术要求组装,调平导卫架,调准两轧辊。
轧机安装后,两根轧辊的扁头都在垂直中心线,并用手力转动一周无死点,配管按图纸要求配管,区分好左右线。
5.导卫装配,组装后丝杠上应涂满足量的润滑脂,要使各个移动,转动部件灵活,到位,无卡阻现象。
安装尺寸应符合图纸要求,滑板和铜块平面滑动时应贴合,滑板锁紧后要稳定,牢固。
4.轧机本体装配由拉杆装配,轧辊装配,压下装置三个组件组成。
装配时,左右支撑与轧机底座之间的连接螺栓,必须紧固,且保证图纸要求的KN预紧力,机座在重载下,轧机要稳定支撑。
图5 导卫装配(包括水配管)2.轧辊装配的含义是上下轴承座在穿辊和穿辊前的零部件组装。
按装配要求,在轴承与左右支撑之间放置同等高度的垫块,以此为基准面安装其他零件。
装配后正反转动轴向调整蜗杆,检查轧辊移动量需达到设计要求,调整法兰和轴向调整套的间隙为0.02—0.05,轴承游隙0.05—0.08。
装配时所有的配合面,应按产品项目要求,添注润滑剂。
1.拉杆装配的主要零件采用优质合金钢及
铜合金制造而成,采用弹性阻尼减震器或弹
簧等消除拉杆(螺杆)与铜螺母之间的间隙。
拉杆和上下支撑的组装,必须保证装配间隙
0.2—0.3,拉杆用手能转动一周无死点。
3.压下装置起到辊缝调节作用,液压马达
通过齿轮和蜗轮副的传动带动四根拉杆实现
轧辊缝的对称调节。
组装后各运动件应运转
灵活,无卡阻现象,蜗杆副接触良好,蜗轮
以及其余各运动部件均应注适量润滑脂。
组
装后内键槽(内花键槽)应调在同一直线上
(相互背对)。
根据实际情况调整液压马达的
排油量和供油压。
图9 机列配管
图6 轧机装配
图4 轧机本体
图2 轧辊装配
7.接轴托架是一个单列的装配单
元,装配后底部与轧机底座配合,配合
尺寸必须严格按图纸加工。
安装插销缸
的板块对中允差在±1mm以内。
组装
后各连接部位要无卡阻现象,调节部位
要调节自如。
滑块两侧对孔中心偏移在
0.06以内。
图7 接轴托架
6.轧机装配,把轧机本体,轧机机座,以及导卫装配为
一体,并能互换,按装配技术要求组装,调平导卫架,调准
两轧辊。
轧机安装后,两根轧辊的扁头都在垂直中心线,并
用手力转动一周无死点,配管按图纸要求配管,区分好左右
线。
5.导卫装配,组装后丝杠上
应涂满足量的润滑脂,要使各
个移动,转动部件灵活,到位,
无卡阻现象。
安装尺寸应符合
图纸要求,滑板和铜块平面滑
动时应贴合,滑板锁紧后要稳
定,牢固。
4.轧机本体装配由拉杆装配,轧辊装配,压下装置三个
组件组成。
装配时,左右支撑与轧机底座之间的连接螺栓,
必须紧固,且保证图纸要求的KN预紧力,机座在重载下,
轧机要稳定支撑。
图5 导卫装配(包括水配管)
2.轧辊装配的含义是上下轴承座在穿辊和
穿辊前的零部件组装。
按装配要求,在轴承与
左右支撑之间放置同等高度的垫块,以此为基
准面安装其他零件。
装配后正反转动轴向调整
蜗杆,检查轧辊移动量需达到设计要求,调整
法兰和轴向调整套的间隙为0.02—0.05,轴承
游隙0.05—0.08。
装配时所有的配合面,应按
产品项目要求,添注润滑剂。
密封环必须按图
要求安装。
短应力高刚度轧机装配图
图1 拉杆装配
图3 压下装配
轧辊装配
拉杆装配
轧机本体
压下装配
轧
机
机
列
装
配
轧机装配
导卫装配
(包括水配管)
接轴托架
机列配管
轧机底座锁紧缸,横移缸装配
移出装置(仅立式有)
图11.1 平式轧机机列装配
8.轧机底座,焊接结构。
按图焊接技术
要求验收。
与接轴托架及轧机机座相配槽
宽必须严格按图加工。
轧机底座配有喋簧
锁紧,液压打开的液压缸来实现轧机的固
定。
并配有一个升降、横移液压缸,满足
轧机的换槽和换辊要求。
10.移出装置又称换辊小车,用于立式
机列上。
液压驱动作用将轧机移出或移出
轧机工位。
组装后运动要灵活,轨轮和轨
道的配合要严格按图配作。
9.机列配管按图要求完成不同
的配制,并进行试压,运动。
11.机列装配,把轧机装配和轧机底座装配组合成一体,同
时完成机列配管,冷却水配管。
(在有条件情况下,包括接轴
装配在轧机底水平调整后组装要求结合面在紧密配合的情况
下,用0.05塞尺不能塞入)。
参见高刚度短应力线轧机机列装配工艺及通用作业规范
(GC/SY05—06)等作业要求。
图8 轧机底座(包括锁紧缸,横移缸)
图10 移出装置
图11.2 立式轧机机列装配。