短应力线棒轧机介绍及φ650短应力轧机改进
- 格式:doc
- 大小:22.50 KB
- 文档页数:2
短应力线轧机导卫的改进孟继跃【摘要】介绍了目前使用的短应力线轧机导卫的优缺点,提出了相应的改进措施,并进行了效益分析.【期刊名称】《现代冶金》【年(卷),期】2012(040)004【总页数】3页(P38-40)【关键词】短应力线轧机;导卫;轧辊孔型;对中调整;轧制中心线【作者】孟继跃【作者单位】宝钢苏冶重工有限公司,江苏苏州215151【正文语种】中文【中图分类】TG333.6+2引言短应力线轧机用于棒、线、扁钢等长型材的多机架连续轧制。
在轧制过程中由于轧辊的磨损,需要经常更换轧辊或调整设置在轧辊辊面长度方向上的各个孔型位置。
更换、调整时需要保持整个轧制线不变。
本文旨在通过对短应力线轧机导卫使用过程中存在不足的分析,对导卫进行改进设计,达到安全可靠、操作方便、提高作业效率的目的。
1 短应力线轧机导卫现状1.1 连机导卫梁目前短应力线轧机导卫的主流设计为:使用和轧机机芯连结成一体的连机导卫梁。
更换轧辊或调整孔型位置操作时,装入或移动轧机小底座和机心,以新的轧辊或辊面上新的孔型对准轧制线。
尤其在孔型更换时,原导卫梁和轧机机芯连结成一体移动,因此需要二侧导卫都在导卫横梁上移动、对准、固定(原设计为手动方式的螺杆和螺母)安装导卫的导卫滑架。
1.1.1 优点(1)导卫深入轧辊间距离短,轧件的引入和导出可靠,整体刚性好。
(2)连机导卫梁结构紧凑、轧机架间距短。
(3)轧机机芯移出更换轧辊时,导卫梁跟出,可以同时更换导卫,缩短停机时间。
(4)可以在线更换导卫。
(5)整个导卫梁可以带动导卫一起上下移动,便于上下轧辊直径变动和需要产生轧件的上下压时的灵活导向。
1.1.2 缺点(1)导卫梁和轧机机芯连结成一体移动,在机芯移动更换轧辊的孔型时,需要一定的停机时间:手动调整导卫的位置和手动上部压紧。
(2)由于轧制线的恒定,机芯移动无对准基准。
机芯相对整个轧制线会有所偏离。
(3)导卫梁在机芯离线换辊时需要拆除和安装。
1.2 落地式导卫架基于上述导卫梁结构的缺点,现在仍有用户考虑和使用安装成与轧制线一致的落地式导卫架。

棒材线650立轧机组升降机的改进及应用摘要:利用数据分析、理论计算和现场经验的方法,从轴承选型、内部结构、连接方式等方面对棒材线650立轧机组升降机进行改进优化,并进行实际应用,取得了良好效果。
关键词:650立轧;升降机;改进应用前言二轧车间09年工艺技术改造后,实现了全连续轧制,产量由50万吨提高到90万吨,其中粗轧立轧机更换轧槽及轧辊时,采用一套机架升降装置带动机架L 钩上下移动,实现快速更换的目的,升降机就是其中的关键部件,但自上线以来,650立轧升降机频繁出现问题,甚至出现轧机机架整体脱落的安全故障,严重影响车间的正常生产,造成了极其不好的影响。
1.问题分析升降机整体结构如下图所示,其主要损坏原因有如下几个方面:图1 升降装置1.1 轴承选型错误,承载能力小序号1升降机提升装置提升总重量达34吨,其蜗轮轴承选用为7228圆锥滚子轴承,基本额定动负荷C为388KN,从而根据下式可以得出轴承承受的基本动负荷为:查表得:力矩冲击系数为1.5冲击载荷系数为1.0,速度系数为1.271,温度系数为1.0寿命系数=1.0当量动负荷P=1.4×34×9.8=466.48KN计算得出C=550.53KN,远大于该轴承的388KN,因此轴承选型错误,极易损坏,在实际生产中,也是此处轴承最先出现问题,造成升降机无法使用。
1.2 升降机蜗轮连接强度不够升降机蜗轮为梯形螺纹Tr120*20,该处蜗轮材质为青铜材质,丝杠为钢材质,其丝杠对蜗轮的许用比压P的要求为:轴向载荷F为34*9.8=333200N外螺纹中径=d-0.5P=120-0.5*20=110mm,基本牙型高度=0.5P=10mm旋合圈数n=H/P=ψ /P=2*110/20=11可以得出查表得钢对青铜的许用比压=7-10由此得出铜蜗轮的螺纹连接强度不够,螺纹损坏的概率极大,从现场损坏的升降机部件也可以看出,蜗轮螺纹损坏较为严重。
DOI:10.3969/j.issn.l006-110X.2020.05.019短应力线轧机机架结构的改进及优化李辉,李树杰(天津钢铁集团有限公司,天津3003011[摘要]天津钢铁集团有限公司棒材厂的轧机全部采用短应力线轧机,在棒材轧制过程中,由于受钢坯的冲击、减速机输岀轴等因素的影响,造成轧机机架与拉杆接触部位铜套的紧固螺丝经常发生切断。
螺丝的切断往往导致机架铜套脱落,从而引发轧机在轧制过程中失去工作精度,造成轧制事故。
本文通过对轧制过程中可能导致该现象的原因进行分析,并结合现场对机架与拉杆相结合部位铜套的结构进行了改造,对该问题提岀解决方法。
[关键词]机架4精度4改造4事故Improvement and optimization of the f$+mestructure of the short stress line rolling millLI Hui and LI Shu-jie(Tianjin Iron and Steel Gronp Company LimiteP,TIANJIN300301)Abstract The rolling mill of Tianjin Iron and Steel Group Co.,Ltd.^s bar mill uses a short stress line mill.During the bar rolling process,due to the impact of the billet and the output shaft of the reducer, causes the mill stand and the pull rod contact position copper sleeve fastening screw to occur often the root to cut.Undercutting of screws often causes the copper bushing of the stand to fall off,which causes the rolling mill to lose its working accuracy during the rolling process,causes rolling accidents.This article analyzes the reasons that may cause this phenomenon during the rolling process,and combined with the field,the structure of the copper sleeve in the joint part of the frame and the pull rod is modified,on the spot to propose a solution to this problem.Key words frame,accuracy,transform,accidentg M -# 0 CM0 CM 0引言棒材厂轧机是用来将钢坯轧制成规定尺寸的圆钢或螺纹钢筋的专属设备。
短应力线棒轧机介绍及φ650短应力轧机改进【摘要】介绍了国内近年来应用广泛的线棒材短应力轧机及粗轧φ650短应力轧机的改进。
【关键词】短应力线棒材轧机轧机改进随着我国经济的发展,国内线棒材用户对于增加钢材产量和提高钢材质量的要求越来越高,为了满足市场的这种要求,就必须提高轧机的刚度和精度,因此,国内用户越来越多的开始使用短应力线棒轧机。
1 短应力线棒材轧机的优点①由于应力回线短,所以轧机变形量小,使轧机具有较好的刚度,保证了产品的高精度。
②轧辊辊缝对称调整,保证了轧制线固定不变,因而延长了导卫装置的寿命。
③轧制过程中,载荷比较分散,使轴承受到载荷减小,轴承寿命更长,从而降低了成本费用。
④此轧机的辊系在换辊前已有备机且已装好,可很快更换,更换时只需打开轧机底座的锁紧缸,便可将整个轧机本体通过换辊小车移出,能实现全部自动化,成材率也高。
⑤轧机本体外形尺寸小,设备重量轻。
⑥全部平立机组能互换,仅需要很少的机械备件(如图1)。
2 短应力线棒材轧机的结构短应力轧机是由轧机压下装置、轴承座装配、拉杆装配、动底座、导卫横梁和静底座组成。
轧机的核心部分在于四根拉杆,拉杆连接着轧机本体的各个部分。
四个拉杆顶部安装有压下装置,由一台液压马达驱动,当液压马达工作时,通过蜗轮蜗杆带动四个拉杆转动,再通过安装在轧辊轴承座内的压下螺母驱动四个轴承座做相向或背离的运动,最终实现轧辊开口度的调整。
上、下两个轧辊轴承座相对轧制线对称变化,而不会改变轧制标高。
两侧轧辊轴承座的开口度可单独调整,也可同时调整。
轧辊轴承安装在上、下轧辊轴承座内,每根轧辊由两个轴承支撑。
为了避免轧制时轧辊弯曲对拉杆及轴承受力状态的影响。
轧辊轴承采用四列短圆柱轴承,而轴向力,通过另外安装的推力轴承来承受。
四列短圆柱轴承承载能力大,这样可以提高轧辊的刚度和强度,而且拆卸轧辊比较方便,当需要更换轧辊时,利用换辊小车进行换辊,轧辊的非传动端的轴承是固定的,传动段的轴承是游动的,允许轧辊在产生弹性变形后,可以轴向移动。
短应力线轧机接轴托架的改进设计张乐峰 张富华 刘杰(北京首钢国际工程技术有限公司成套部 北京,100043)摘要 针对线棒材生产过程中使用的无回转支承保持架拉杆式接轴托架存在的左右拉杆平衡接轴重力不对称及接轴与轧辊中心线对中困难等问题,根据碟簧刚度大、缓冲吸振能力强等特点,结合杠杆平衡原理,引入碟簧柔性结构实现了接轴的自平衡调节,上述问题得到解决。
关键词 托架 接轴 碟簧 柔性结构The Improvement Design of Spindle Bracket Equipment in Rough Rolling AreaZHANG lefeng ZHANG fuhua LIU Jie(BSIET Mechanical Dept., Beijing 100043)Abstract For the problems of balance of the spindle’s gravity is not symmetry between the left and right tie rod ,centring difficult between the spindle and the roll center line during wire rod production process using no slewing bearing cage bars spindle bracket. According to the characteristics of big stiffness,buffer vibration absorbing ability of disc spring,combining with the lever balance principle,introduce the saucer reed flexible structure,implements the balance regulation of the spindle, the problem is resolved.Key words bracket ; spindle; disc spring; flexible structure1 引言随着现代冶金技术的不断发展,短应力线轧机以其轧制能力强、精度高、刚度好、成材率高、重量轻、操作简单等优点,在棒线材及型材车间得到了越来越广泛的应用[1]。
短应力线轧机精度的改进措施摘要短应力线轧机作为当今冶金轧钢系统中应用最为广泛的小型轧机,具有应力线短、刚度大等优势特点。
随着全球制造业的飞速发展,努力提高短应力线轧机的轧制精度以满足社会发展对线材精度的需要。
本文对短应力线轧机径向刚度、轴向刚度、累计误差等因素对轧机加工精度的影响进行总结分析,提出短应力线轧机精度的改进措施建议,旨在提高轧机轧制精度的提高,使其更好的为制造业的发展提供服务。
关键词短应力线轧机;精度;影响因素;改进措施随着制造业的飞速发展,对线材精度要求越来越高,短应力线轧机因为其特有的优势性能,在现今冶金轧钢系统中被广泛应用。
短应力线轧机是一种具有很高刚度的小型轧机,为了满足线材高精度要求,世界各国都在轧机的设计上着重于轧制加工精度的提高,对影响短应力线轧机精度的各种重要因素进行关注和研究。
1 短应力线轧机精度的影响因素分析1.1 短应力线轧机径向刚度对轧制精度的影响1.2 短应力线轧机轴向刚度的轧制精度的影响短应力线轧机的径向刚度的主要作用在于保障在轧制力作用下的原调孔型的径向变形量在允许的公差范围之内。
但是在实际的轧制加工过程中,存在多种不稳定的因素对于轧件的变形产生影响,如过高的温度、不均匀的坯料端面等等。
使轧辊承受着径向力和轴向力的双重作用。
轧辊的固定机构内的部件在轴向力的影响下发生了轴向窜动,直接对轧机的刚度效果产生影响。
因此,轧机必须具有一定程度的轴向刚度,以使轴向机构发生的变形在允许的范围之内。
1.3 累积的误差对轧制精度的影响就短应力线轧机来说,轧机是否具有良好的刚性不仅仅受应力线长度的影响,还和设备本身的整体加工精度息息相关。
如果仅仅将应力线进行缩短控制,还远远不能满足轧制高精度的需要。
对于长材轧机而言,精度是实现良好工艺的基本条件。
轧机的尺寸实现高精,才能使加工工艺的波动控制在运行的范围之内。
轧机的整体在加工方面和装配方面满足高精度的要求才是确保轧件实现高精度的重要基础。
短应力线轧机精度的改进措施摘要:短应力线轧机以其应力线短、刚度大、产品精度高、对中调整性能好、设备重量轻等优点,成为了当今世界小型轧机最为流行的机型,被广泛应用到了冶金轧钢系统中。
随着科学技术和冶金工业的发展,以及用户对钢材质量的要求提高,使得轧钢厂对轧机精度的要求越来越高,因此,分析影响短应力线轧机轧制精度的因素,对今后进行轧机的设计或技术改进显得尤为重要。
鉴于此,本文就短应力线轧机精度的改进措施展开探讨,以期为相关工作起到参考作用。
关键词:短应力线;轧机径向刚度;轴向刚度1.短应力线轧机的结构特点为确保轧制精度控制技术的应用效果,就需要确保上、下轧辊在轴向上与固定在轧机底座上的轧机机架保持同步,紧密地连接在一起,在轧辊轴向上实现“零”间隙连接;同时在轧辊径向上(垂直方向)要求具有尽可能小的弹跳值。
以达涅利公司的短应力线轧机为例,其上、下轧辊由于功能不同,其结构略有区别。
1.1上辊结构分析短应力线轧机上机架和轧辊与机架之间的连接,从结构层面入手,可以将其分为轧辊的固定、螺纹套的锁紧固定和轴承座与机架的相对限位这三种,其中,第一层为轧辊的固定。
由图1可见,推力轴承通过上辊顶套、压盖、颈套固定在螺纹套内。
顶套与螺纹套压紧轴承外圈,压盖与颈套压紧轴承内圈。
通过上轧辊操作端头部的大直径锁紧螺栓的紧固,可使上轧辊与螺纹套紧密地连接在一起。
第二层为螺纹套的锁紧固定。
图1中,螺纹套通过螺纹副与固定在轴承座上的外侧螺纹端盖连接,可在需要时旋转螺纹副对轧辊进行轴向位移,实现对上轧辊的轴向调节功能。
由于螺纹副存在间隙,通过安装在上辊顶套上的锁紧螺纹环压紧过渡端盖来实现螺纹套与外侧螺纹端盖在轴向上的预紧,消除轴向间隙,从而确保螺纹套与轴承座牢固地连接在一起。
第三层为轴承座与机架的相对限位。
短应力线轧机轴承座在轧辊轴向上的位置限位是通过对固定端轴承座上突出的定位耳块进行轴向夹持来实现的[1]。
通常情况下,耳块两侧各安装有一套圆形的耐磨滑块,滑块采用凹凸对嵌的组合设计。
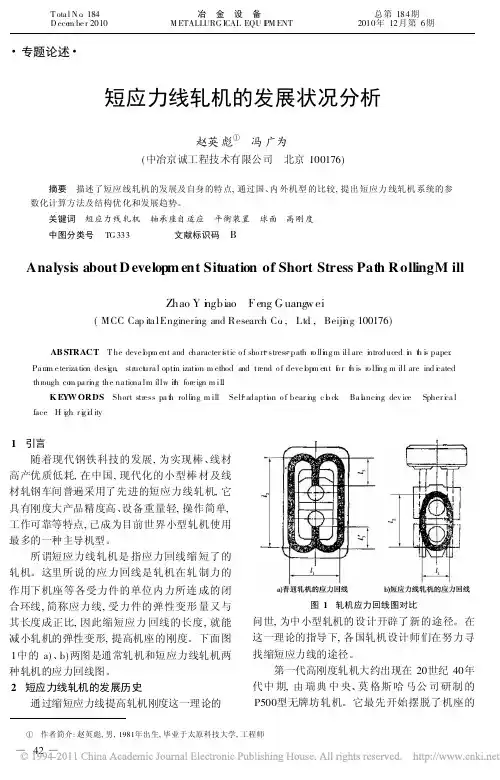
工作机的应力回线短的型材轧机.工作机座的应力回线是指轧机受轧制力后,轧机中受力零件弹性变形断面的中性线的联线,应力回线的长度就是轧机中受力零件长度之和。
轧钢机座中各受力零件所产生的弹性变形量与其断面积成正比,与其长度成反比,机座中应力回线越短,所产生的弹性变形量越小,则轧机的刚度(见轧机刚度系数)越大,所轧制产品的精度越高。
缩短轧机应力回线有两个途径:一是改变轧机承载结构的形式,即减少轧钢机座中承载件的数量,如无牌坊(机架)轧机,通过缩短受力零件的长度缩短应力回线;二是改变力的传递路径,如使轧制力不直接作用在牌坊窗口的上方,而使其作用在靠近轧机立柱上,使应力回线缩短。
一般轧机同短应力线轧机应力线的比较如图。
短应力线轧机主要用于改造横列式轧机,研制复二重式短应力线轧机(见复二重短应力线精轧机组)和研究立式短应力线轧机,建在平一立交替布置的连轧生产线上。
短应力线轧机的优点有:(1)轧机的高刚度保证了产品的高精度,容易实现负偏差轧制。
(2)能实现对称调整。
这对于稳定操作,提高作业率,节省检修和更换导卫横梁时间,减少操作事故,避免轧件弯头、冲击、缠辊等工艺事故,提高导卫寿命具有重要意义。
(3)由于轧机改变了力的传递途径、将压下螺丝的集中载荷改变为分散在轴承座两侧的分散载荷,使轴承和轴承座受力情况更好,轴承寿命较普通轧机提高1.5倍以上,从而降低了产品的成本费用。
(4)该种轧机的辊系在换辊前进行预安装并调整好,停车后10min左右即可换好新辊系。
而调好的新辊系轧过一二根钢后即可保证产品合格。
因此,本轧机预调性能好,换辊快,成材率高。
短应力线轧机又称为无牌坊轧机,是一种高刚度轧机,在做为型钢轧机使用时,它不仅应该具有较高的径向刚度,而且还应该具有较高的轴向刚度。
目前国内已经研制出多种型式的短应力线轧机如:GY型,HB 型,CW型,SY型,GW型,DW型等,其中有代表性的有三种, 短应力线轧机又称为无牌坊轧机,是一种高刚度轧机,在做为型钢轧机使用时,它不仅应该具有较高的径向刚度,而且还应该具有较高的轴向刚度。
短应力线棒轧机介绍及φ650短应力轧机改进
【摘要】介绍了国内近年来应用广泛的线棒材短应力轧机及粗轧φ650短应力轧机的改进。
【关键词】短应力线棒材轧机轧机改进
随着我国经济的发展,国内线棒材用户对于增加钢材产量和提高钢材质量的要求越来越高,为了满足市场的这种要求,就必须提高轧机的刚度和精度,因此,国内用户越来越多的开始使用短应力线棒轧机。
1 短应力线棒材轧机的优点
①由于应力回线短,所以轧机变形量小,使轧机具有较好的刚度,保证了产品的高精度。
②轧辊辊缝对称调整,保证了轧制线固定不变,因而延长了导卫装置的寿命。
③轧制过程中,载荷比较分散,使轴承受到载荷减小,轴承寿命更长,从而降低了成本费用。
④此轧机的辊系在换辊前已有备机且已装好,可很快更换,更换时只需打开轧机底座的锁紧缸,便可将整个轧机本体通过换辊小车移出,能实现全部自动化,成材率也高。
⑤轧机本体外形尺寸小,设备重量轻。
⑥全部平立机组能互换,仅需要很少的机械备件(如图1)。
2 短应力线棒材轧机的结构
短应力轧机是由轧机压下装置、轴承座装配、拉杆装配、动底座、导卫横梁和静底座组成。
轧机的核心部分在于四根拉杆,拉杆连接着轧机本体的各个部分。
四个拉杆顶部安装有压下装置,由一台液压马达驱动,当液压马达工作时,通过蜗轮蜗杆带动四个拉杆转动,再通过安装在轧辊轴承座内的压下螺母驱动四个轴承座做相向或背离的运动,最终实现轧辊开口度的调整。
上、下两个轧辊轴承座相对轧制线对称变化,而不会改变轧制标高。
两侧轧辊轴承座的开口度可单独调整,也可同时调整。
轧辊轴承安装在上、下轧辊轴承座内,每根轧辊由两个轴承支撑。
为了避免轧制时轧辊弯曲对拉杆及轴承受力状态的影响。
轧辊轴承采用四列短圆柱轴承,而轴向力,通过另外安装的推力轴承来承受。
四列短圆柱轴承承载能力大,这样可以提高轧辊的刚度和强度,而且拆卸轧辊比较方便,当需要更换轧辊时,利用换辊小车进行换辊,轧辊的非传动端的轴承是固定的,传动段的轴承是游动的,允许轧辊在产生弹性变形后,可以轴向移动。
导卫支座安装在下导卫梁上,根据轧辊孔型的使用情况进行位置调整。
这种机型在换辊时,可将整个轧机的轧机本体一起整体更换。
3 φ650短应力轧机改进
根据粗轧机区轧制力大的实际情况以及以往短应力轧机存在的缺陷,我们对φ650短应力轧机做出了改进:(1)由于承载轧制力大,为防止弹力不够产生轧辊跳动,拉杆平衡装置采用环形阻尼体,相比较碟形弹簧和普通弹性阻尼体,环形阻尼
体弹力性能更稳定,更耐用可靠,使用寿命长。
(它通过单向阀建立预压力,在环形阻尼体的轴向上预加支撑反力,使其不易失效。
)(2)为防止生产过程中所产生的水和氧化皮进入拉杆和轴承座配合处间隙(特别是压下螺母处),而使拉杆无法正常转动,在轴承座和支撑处采用O型圈和单唇无骨架橡胶密封圈的双密封组合,这样可同时防水和氧化皮。
(3)加大拉杆直径,从而增加了轧机刚度,保证了生产所需轧制力。
(4)轴承座内用球面垫与压下螺母球面接触,使轴承座自适应。
(5)润滑配管用油气润滑代替干油润滑,不但润滑效果好,而且长远收益大,更重要的是节能环保。
4 结语
随着短应力轧机的广泛应用,可以预见此轧机将会有更大的潜力,不仅在国内市场占据着很重要的地位,而且我们也正在积极的拓展国际市场,我们会对φ650及更大规格的短应力轧机进行开发和改进。