简述高浓稀释啤酒生产方法
- 格式:pdf
- 大小:115.36 KB
- 文档页数:2

啤酒生产工艺流程啤酒生产工艺流程包括制麦和酿造两部分。
二者均有冷却水产生,约占啤酒厂总排水量的65% ,水质较好,可循环用于浸洗麦工序。
中、高污染负荷的废水主要来自制麦中的浸麦工序和酿造中的糖化、发酵、过滤、包装工序,其化学需氧量在500~40000 mg/L之间,除了包装工序的废水连续排放以外,其它废水均以间歇方式排放。
啤酒工业中、高污染负荷废水的来源与浓度工序废水中CODcr 浓度 /(mg.L-1)排放方式浸麦工序 500~800 间歇排放糖化工序 20000~40000 间歇排放发酵工序 2000~3000 间歇排放包装工序 500~800 连续排放啤酒厂总排水属于中、高浓度的有机废水,呈酸性,pH值为4.5~6.5,其中的主要污染因子是化学需氧量(CODcr)、生化需氧量(BOD5)和悬浮物(SS),浓度分别为1000~1500,500~1000和220~440 mg/L.啤酒废水的可生化性(BOD5/CODcr)较大,为0.4~0.6,因此很多治理技术的主体部分是生化处(一)按原麦汁浓度分:1、营养啤酒:糖度:2.5~5BX°酒精度:0.5~1.8%2、佐餐啤酒:糖度:4~9BX°酒精度:1.2~2.5%3、储藏啤酒:糖度:10~14BX°酒精度:2.9~4.2%4、高浓度啤酒:糖度:13~22BX°酒精度:3.5~5.5%(二)按啤酒的色泽分:1、浅色啤酒:以捷克的比尔森啤酒为典型代表。
2、浓色啤酒:棕啤,红啤。
3、黑啤酒:以德国的慕尼黑啤酒为代表。
4、绿啤酒:因添加螺旋藻而呈绿色。
5、小麦啤酒,又称白啤酒,颜色浅黄,有脂香味。
(三)以成品啤酒杀菌与否分:1、鲜啤酒:未经巴氏杀菌即销售。
2、熟啤酒:经过巴氏杀菌后销售。
3、纯生啤酒:成品啤酒经过超滤等方法进行无菌过滤,而不经过巴氏杀菌制麦工序啤酒的种类很多,其生产工艺也不尽相同。
从大麦制成啤酒是一个比较复杂的过程。

实习工作报告一、啤酒过滤及其工艺流程啤酒过滤是利用过滤介质,将成熟啤酒(成熟发酵液)内悬浮的微小颗粒(包括残留酵母、细菌、蛋白质凝固物等)从酒液中分离除去,使啤酒清澈透明、不含悬浮物的一个物理过程。
过滤是啤酒生产过程中非常重要的生产工序,它关系着啤酒的外观和口感以及生物和非生物稳定性等。
目前,广泛应用板框式硅藻土过滤机来过滤啤酒。
在清酒过程中,实际包括过滤和高浓稀释两个工序,在过滤后的酒液中按不同比例添加脱氧水来进行稀释,从而得到不同品种的啤酒,如14°P原浓发酵液,可以稀释成8°P,9°P等品种。
主要清酒工艺:1.脱氧水添加时间、硅藻土添加时间与过滤时间相等。
2.硅藻土粗细比例为1:1,根据发酵液实际情况调整比例。
硅藻土预涂时间30min。
3.啤酒过滤前,需激冷降温至-1.0±0.5℃。
4.脱氧水DO≤15ppb。
5.酒体流速<2m/s,起始流速为正常流速的(50±10)%,并维持(10±5)min。
6.清酒停留时间≤24h,清酒浊度≤0.4EBC。
此外,啤酒在过滤过程中,通过添加酒花、四氢异构、珍珠米提取液等对啤酒进行后修饰处理,以表现啤酒的某种特点,同时增加了酒的种类,满足不同消费者需求。
二、主要质控点1.清酒罐满罐后温度控制在-0.5℃--1.0℃,满罐时间≤24h,并在10--15℃时品尝清酒,要求感官口味纯正,无异味。
2.清酒开始流速为正常流速的50%,维持10--15min.3.滤酒过程中,每隔一小时,检测一次清酒溶氧量、CO2指标,异常及时反馈。
4.空罐、进酒、付酒时,清酒罐压力执行工艺。
5.碱洗清酒罐前,必须用压缩空气将罐内CO2排净,同时确认管道、阀门均正确连接。
洗罐过程中,每10min,检查一次回液泵罐压,结束后,及时关闭泵及阀门。
6.取样阀用蒸汽灭菌,生产时每天对转向板喷洒消毒液,并及时罐内残水。
7.脱氧水温度控制在1--3℃,制备流量≤15Kl/hr。
高浓度稀释啤酒泡沫质量的控制刘国林甘肃金星啤酒有限公司744500使用高浓稀释工艺后也带了一些缺陷,高浓稀释到最终成品原麦浓度后,泡持时间会出现下降泡沫的特性包括:起泡性、泡持性、泡沫的附着力、洁白度和细密度,他们之间的联系是相辅相成的,本文重点讨论泡持性。
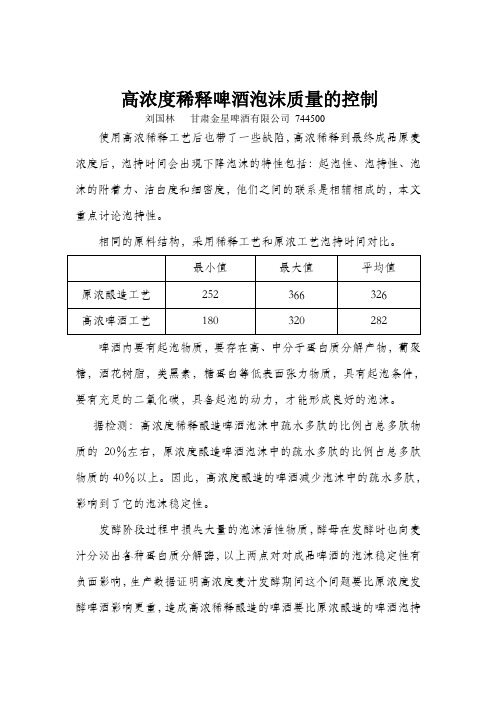
相同的原料结构,采用稀释工艺和原浓工艺泡持时间对比。
啤酒内要有起泡物质,要存在高、中分子蛋白质分解产物,葡聚糖,酒花树脂,类黑素,糖蛋白等低表面张力物质,具有起泡条件,要有充足的二氧化碳,具备起泡的动力,才能形成良好的泡沫。
据检测:高浓度稀释酿造啤酒泡沫中疏水多肽的比例占总多肽物质的20%左右,原浓度酿造啤酒泡沫中的疏水多肽的比例占总多肽物质的40%以上。
因此,高浓度酿造的啤酒减少泡沫中的疏水多肽,影响到了它的泡沫稳定性。
发酵阶段过程中损失大量的泡沫活性物质,酵母在发酵时也向麦汁分泌出各种蛋白质分解酶,以上两点对对成品啤酒的泡沫稳定性有负面影响,生产数据证明高浓度麦汁发酵期间这个问题要比原浓度发酵啤酒影响更重,造成高浓稀释酿造的啤酒要比原浓酿造的啤酒泡持要弱。
一、影响高浓稀释啤酒泡持时间的主要因素:1、制麦的影响。
蛋白质的分解主要集中在制麦阶段,蛋白质分解的过多过少都不利于啤酒泡沫的质量,分解的过多,减少了泡沫物质,影响了泡持,分解过少则降低了啤酒的非生物稳定性,因此,制麦阶段的工艺制定和控制十分重要,国内外大麦蛋白含量的不同,浸麦时间、水分、品温控制要区别对待。
2、糖化工艺的影响:通过实验不同的糖化蛋白休止工艺,会对高浓度稀释啤酒泡持产生影响:隆丁区分控制在A区控制在15-20%,B区控制在20-25%,C区控制在55-60%,B区蛋白含量的多少对啤酒泡沫的影响较大。
高分子氮含量过高影响啤酒非生物稳定性,中分子氮过少影响啤酒的泡持性,低分子氮过多使啤酒的口味淡薄,过低影响酵母的营养,进而影响酵母的性能,这些氮的比例不是绝对的,取决于原料的质量以及原料和辅料的配比,关键是要掌握好啤酒泡沫、非生物稳定性、和成品酒的寡淡三者之间的平衡,才能造就优质的啤酒。

啤酒高浓度发酵工艺综述摘要本文较全面地论述了高浓度啤酒酿造新技术的应用及可行性和风险性,并就其中的技术难点给予剖析和提供解决办法。
关键词啤酒,发酵,麦芽汁,麦芽浆70 年代美国、加拿大等国啤酒厂推出了“高浓度发酵,后稀释工艺”,即制备高浓度麦汁进行发酵,啤酒成熟后,在过滤前用经处理的饱充CO2 的脱氧无菌水稀释成正常浓度的成品啤酒。
在随后的二十多年里,在世界范围内高浓度啤酒发酵已逐渐被引进啤酒厂。
今天,在北美,更多的啤酒厂是采用高浓度发酵方法而非传统发酵方法。
高浓酿造一般是指15°P 以上的麦汁,经发酵后再稀释成(10~12) °P 的啤酒[1 ] [3 ] 。
1 啤酒高浓度发酵的优缺点1.1 优点1.1.1 在不需要增加现有的糖化、发酵、贮存等设备条件下能够提高产量、提高设备的利用率。
1.1.2 热能、冷量显著降低、生产成本降低[1 ] 。
1.1.3可提高啤酒非生物稳定性和风味稳定性。
1.1.1 提高单位可发酵性浸出物的酒精产率,并使啤酒爽口[3 ] 。
112 缺点11211 降低了糖化室中原料的利用率和酒花添加量。
11212 降低了泡持性和风味调配性能。
11213 降低了酵母的生存性能和活力。
11214 酸洗时有难预测的畸变反应发生[4 ] 。
2 高浓度酿造的两个技术难点211 稀释水直接作为成品啤酒的一部分而加入到高浓度啤酒中,故而对水质的要求特别高。
212 稀释过程中,要严格按照啤酒的浓度变化而作相应的调节,否则产品的质量将无法保证。
第13 卷第4 期1999 年12 月山东轻工业学院学报JOURNAL OF SHANDONG INSTITUTE OF L IGHT INDUSTRYVol. 13 No. 4Dec. 1999© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. 3 高浓度发酵的工艺流程青岛啤酒集团公司于1995 年2 月至3 月,试制了15°P 麦汁发酵后稀释为11°P 的啤酒,其工艺流程如附图[1 ] :麦芽大米粉碎糖化150°P 麦汁冷却↑↑繁殖↓倒罐充O2 添加酵母主发酵排酵母↑↑双乙酰还原降温倒罐↓↓后贮↓过滤CO2↓降温倒罐排酵母酿造水脱O2 冷却f CO2稀释水11°P 清酒包装11°P 成品啤酒硅胶附图工艺流程图4 高浓度麦芽汁的制备411 大麦糖浆的组成浓度:70°BXDE 值:75 %极限发酵度:70 %总可溶性氮: ≥600 mg/ 100 g 浸出物α- 氨基氮≥110 mg/ 100 g 浸出物色度:释成12°BX ,8 EBC[6 ]412 生产方法41211 增加了醪液中物料的比例,进行所谓“浓醪糖化”。


简述啤酒加工工艺流程啤酒加工工艺流程其实还挺有趣的呢。
啤酒的加工啊,那得从原料开始说起。
原料主要有麦芽、啤酒花、水和酵母。
麦芽可是啤酒的灵魂之一哦。
它是由大麦经过浸泡、发芽、烘干等一系列工序得到的。
这个大麦就像是个小宝贝,要先给它洗个舒服的澡,让它在水里泡着,吸收足够的水分,就像我们人泡澡一样,泡得舒舒服服的,这样才能更好地发芽呢。
发芽之后再把它烘干,这个烘干的程度还很有讲究呢,不同的烘干方式和程度会影响麦芽的风味。
然后就是啤酒花啦。
啤酒花就像是啤酒里的小精灵,它有着独特的香气。
啤酒花是一种植物,在啤酒酿造中起着非常重要的作用。
它能够给啤酒带来苦味和香气,平衡麦芽的甜味,让啤酒的味道更加丰富和有层次。
把啤酒花加入到麦芽汁里的时候,就像是给一场音乐会加入了一种独特的乐器,一下子让整个氛围都变得不一样了。
水呢,可别小看水哦。
水在啤酒里占的比重很大,就像一个大舞台,麦芽、啤酒花和酵母都在这个舞台上表演。
水的质量对啤酒的品质影响也很大,如果水不好,那啤酒的口感肯定也好不到哪里去。
所以啊,好的啤酒厂对水的要求可严格了,有的地方的水就特别适合酿造啤酒,那是大自然的馈赠呀。
再说说酵母吧。
酵母就像是一个小小的魔法师,它能够把麦芽汁里的糖分转化成酒精和二氧化碳。
这个过程就像是在变魔术一样,悄无声息地就把麦芽汁变成了有酒精的啤酒。
酵母有很多种类型,不同的酵母会给啤酒带来不同的风味,有的酵母会让啤酒带有水果的香气,有的则会让啤酒有一种独特的酯香。
当把这些原料都准备好了之后,就开始制作麦芽汁啦。
把麦芽碾碎,然后和水混合在一起,加热煮沸。
这个过程就像是在煮一锅超级大的粥一样,只不过这个粥的味道可跟我们平常吃的粥完全不一样哦。
在煮沸的过程中,要分几次加入啤酒花,这样才能让啤酒花的味道充分融入到麦芽汁里。
煮好之后,要把麦芽汁过滤一下,把那些残渣都去掉,只留下纯净的麦芽汁。
接下来就是发酵的过程啦。
把过滤后的麦芽汁冷却,然后加入酵母。
啤酒生产流程(啤酒制作工艺流程图)查看全部分别是大麦贮存、大麦精选、浸麦、发芽、焙燥、贮存。
主要是糖化、发酵、贮酒发酵3个过程。
啤酒的酒精含量多数在3.5%至4%,啤酒的度数实际上指的是麦汁浓度,即12度的啤酒是用含糖量为12度的麦芽汁酿造成的啤酒。
啤酒是以麦芽、大米、酒花、啤酒酵母和酿造水为原料。
麦芽汁被泵入煮沸锅之前,麦芽壳必须从过滤罐中取出,啤酒花和糖必须加入。
成熟时间因不同啤酒品种而异,一般在7至21天之间。
目前,主要采用圆筒露天锥形发酵罐发酵。
在糊化锅中,麦芽和水经加热后沸腾,熬成麦芽汁,然后麦芽汁被送至称作分离塔的过滤容器后发酵。
从大麦到制成麦芽需要10天左右时间。
在计算机及检测设备的配合下,借助监控组态软件平台,可根据不同需要选择不同控制方案,实现生产过程温度、压力等参数的精确调节,确保生产工艺要求。
啤酒酿造工艺流程1、啤酒生产大致可分为麦芽制造、啤酒酿造、啤酒灌装3个主要过程。
2、麦芽制造有以下6道工序。
分别是大麦贮存、大麦精选、浸麦、发芽、焙燥、贮存。
3、啤酒酿造有以下5道工序。
主要是糖化、发酵、贮酒发酵3个过程。
糖化:将粉碎的麦芽和淀粉质辅料用温水分别在糊化锅、糖化锅中混合,调节温度。
发酵:冷却后的麦汁添加酵母送入发酵池或圆柱锥底发酵罐中进行发酵。
4、啤酒灌装,灌装是啤酒生产的最后一道工序,对保持啤酒的质量,赋予啤酒的商品外观形象有直接影响。
啤酒的酒精:啤酒的酒精含量多数在3.5%至4%,啤酒的度数实际上指的是麦汁浓度,即12度的啤酒是用含糖量为12度的麦芽汁酿造成的啤酒。
啤酒是以麦芽、大米、酒花、啤酒酵母和酿造水为原料。
啤酒制作工艺流程详解啤酒制作工艺流程详解如下:1、粉碎麦芽最好用对辊式的,这样可以碾碎麦芽,但又保持麦芽外壳的完整,有利于之后的糖化过滤。
我用的是磨盘式的,只要把间隙调好,别磨得太碎就行。
2、到手的麦芽是很干易碎的,直接磨的话会把麦芽外皮也粉碎,那样的话就很难过滤了,所以先把麦芽上撒点水,稍等一会,表皮潮湿的麦芽外皮更容易保持完整。
啤酒定义:是以大麦芽为主要原料,添加酒花,经酵母发酵酿制而成的一种含二氧化碳、起泡、低酒精度的饮料酒。
多酚类物质:指同一苯环上有2个以上的酚羟基的化合物。
酒花学名蛇麻花、又称忽布。
属桑科律草属,多年生草本蔓性植物,叶子形似桑叶,雌雄异株。
麦芽制备:大麦在人工控制和外界条件下发芽和干燥的过程,即称为制麦大麦休眠:新的大麦具有特殊的休眠机制。
消除方法:将大麦低温储藏一段时间。
水敏感性:大麦吸收水分至某一程度发芽受到抑制的现象,称为水敏感性。
消除方法:采用断水通风工艺,可消除水膜,也提供了氧。
浸麦度:浸麦后大麦的含水量称为浸麦度。
库尔巴哈值=(可溶性氮/总氮量)*100%。
蛋白质溶解度可用库尔巴哈值衡量。
影响因素(1)大麦蛋白质含量高,库值低。
(2)发芽温度高,库值低。
见P70表(3)浸麦度过低,库值低。
(4)在有赤霉酸的情况下,库值高。
糖化力:麦芽糖化力是表示麦芽中a-淀粉酶和β-淀粉酶联合水解淀粉的能力。
粉碎度:是指麦芽或辅料粉碎之后,粗细粉各自所占的比例度。
麦芽还包括麦壳所占比例。
糖化是指将麦芽和辅料中高分子物质及其分解产物,通过麦芽中各种水解酶类作用,使之分解并溶解于水的过程。
浸出物是溶解于水中的各种干物质的总称。
蛋白质休止:糖化时蛋白质分解的过程称为蛋白质休止。
煮出糖化法:煮出糖化法是指麦芽醪利用酶的生化作用和热力的物理作用,使其有效成分分解和溶解,通过部分麦芽醪的热煮沸、并醪,使醪逐步梯级升温至糖化终了的糖化方法。
浸出糖化法:浸出糖化法是指麦芽醪纯粹利用其酶的生化作用,用不断加热或冷却调节醪的温度,使之糖化的方法。
浸出糖化法分为升温浸出糖化法、降温浸出糖化法。
上面发酵酵母:在发酵时会随CO2漂浮在液面上,发酵终了形成酵母泡盖,经长时间放置也很少下沉的酵母。
下面发酵酵母:在发酵时,酵母悬浮在发酵液内,发酵终了,酵母很快凝结成块并沉积在器底,形成紧密沉淀的酵母。
发酵度:浸出物浓度下降的百分率,可以用下式来表示。
啤酒生产过程中CO2回收与损耗控制作者:袁茂赞来源:《现代食品》 2018年第16期摘要:近年来,随着人们饮食结构的改变,啤酒越来越受人们的关注。
在啤酒生产过程中,CO2 是一种十分重要的原料,生产旺季经常会出现CO2 不足,所以在实际中,就需要特别注重CO2 的回收,同时要对其回收质量进行控制。
此外在CO2 回收过程中,需要损耗很多能量,为了响应绿色生产、节能生产的时代发展需求,还需要控制CO2 回收损耗,本文对此进行了分析。
关键词:啤酒生产;CO2;回收;损耗;控制Abstract:With the change of people’s dietary structure, beer has attracted more and more attentioninrecent years. CO2 is a very important raw material in beer production. CO2 deficiency often occurs in the peakseason of beer production. Therefore, it is necessary to pay special attention to the recovery of CO2 and tocontrol the quality of recovery. In addition, in the process of CO2 recovery, alot of energy needs to be lost. Inorder to respond to the development of green production and energy-saving production, we need to pay moreattention to the loss control of CO2 recovery.Key words:Beer production; CO2; Recovery; Loss; Control中图分类号:TS262.5CO2 是啤酒生产中十分重要的一种原料,同时还是一种新的制冷剂,其对臭氧层的破坏很小,对自然生态环境的影响也不是很大,属于环保、优质、高效的制冷剂。
啤酒生产的基本原理和流程一、概述啤酒:是以优质大麦为主要原料,啤酒花为香料,经糖化发酵酿造而成的含CO2和少量酒精的饮料。
世界上产量最大的酒种:全世界产量约为1.4亿吨,我国年产量在1,000万吨左右。
营养丰富:“液体面包”二、酿造啤酒的原料大麦酿造水酵母啤酒花辅料:大米、玉米、小麦、淀粉等大麦适于酿造啤酒的原因:大麦便于发芽,并产生大量的水解酶类;大麦种植遍及全球;大麦的化学成分适合酿造啤酒;大麦非人类食用主粮。
(一)大麦1.分类六棱大麦:籽粒不整齐,蛋白质含量↑,淀粉含量↓;酶活力↑,尤适于辅料用量增加的情况,但浸出率较低,麦芽溶解度不太稳定。
四棱大麦:六棱大麦的变种。
二棱大麦:籽粒整齐,蛋白质含量↓,淀粉含量↑,浸出率高,溶解度较好,是酿造啤酒的最好原料。
2.大麦的主要成分:淀粉、蛋白质、纤维素、半纤维素和麦胶物质(二)酿造水1、软水适于酿造淡色啤酒,碳酸盐含量高的硬水适于酿制浓色啤酒。
2、淡色啤酒用水的要求:无色无臭、透明,无浮游物,味纯正,无生物污染;铁、锰含量低(含量高对啤酒的色、味有害,而且能引起喷涌现象);硬度低、不含亚硝酸盐。
3、水处理(三)酵母上面发酵酵母下面发酵酵母下面发酵酵母发酵法:出现较晚,但比上面酵母更盛行,世界上多数国家采用下面发酵酵母发酵啤酒,我国也是全部采用下面发酵酵母发酵啤酒。
1、上面发酵酵母与下面发酵酵母的主要区别2、传统下面发酵酵母的几种主要菌株(四)啤酒花酒花的主要有效成分及其在酿造上的作用1.酒花油(0.5~2.0%)组成成分很复杂,主要成分是萜烯类碳氢化合物、含氧化合物和微量含硫化合物等。
不易溶于水和麦汁,大部分酒花油在凝固物分离过程中被分离出去。
尽管酒花油在啤酒中保存下来的很少,但却是啤酒中酒花香味的主要来源。
2、酒花苦味物质α-酸(葎草酮):本身具有苦味和防腐能力,在弱碱溶液中易异构化转变成异α-酸,异α-酸在麦汁中的溶解度比α-酸大得多,具有强烈的苦味,防腐能力也高于α-酸,是啤酒苦味的主要来源。