谈啤酒的高浓稀释技术
- 格式:pdf
- 大小:96.12 KB
- 文档页数:3
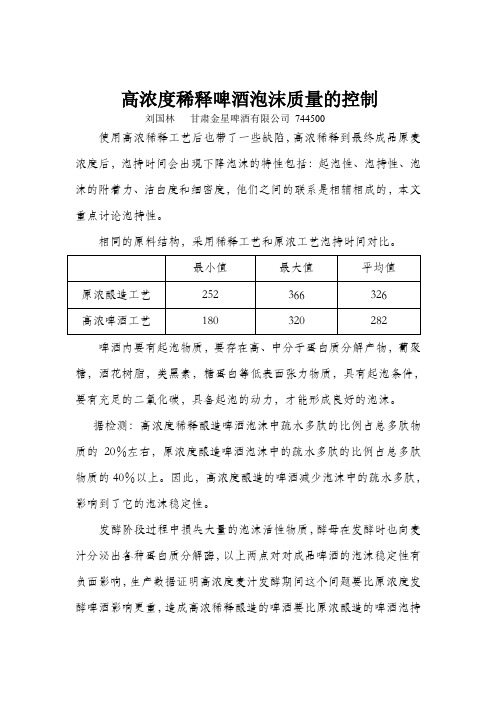
高浓度稀释啤酒泡沫质量的控制刘国林甘肃金星啤酒有限公司744500使用高浓稀释工艺后也带了一些缺陷,高浓稀释到最终成品原麦浓度后,泡持时间会出现下降泡沫的特性包括:起泡性、泡持性、泡沫的附着力、洁白度和细密度,他们之间的联系是相辅相成的,本文重点讨论泡持性。
相同的原料结构,采用稀释工艺和原浓工艺泡持时间对比。
啤酒内要有起泡物质,要存在高、中分子蛋白质分解产物,葡聚糖,酒花树脂,类黑素,糖蛋白等低表面张力物质,具有起泡条件,要有充足的二氧化碳,具备起泡的动力,才能形成良好的泡沫。
据检测:高浓度稀释酿造啤酒泡沫中疏水多肽的比例占总多肽物质的20%左右,原浓度酿造啤酒泡沫中的疏水多肽的比例占总多肽物质的40%以上。
因此,高浓度酿造的啤酒减少泡沫中的疏水多肽,影响到了它的泡沫稳定性。
发酵阶段过程中损失大量的泡沫活性物质,酵母在发酵时也向麦汁分泌出各种蛋白质分解酶,以上两点对对成品啤酒的泡沫稳定性有负面影响,生产数据证明高浓度麦汁发酵期间这个问题要比原浓度发酵啤酒影响更重,造成高浓稀释酿造的啤酒要比原浓酿造的啤酒泡持要弱。
一、影响高浓稀释啤酒泡持时间的主要因素:1、制麦的影响。
蛋白质的分解主要集中在制麦阶段,蛋白质分解的过多过少都不利于啤酒泡沫的质量,分解的过多,减少了泡沫物质,影响了泡持,分解过少则降低了啤酒的非生物稳定性,因此,制麦阶段的工艺制定和控制十分重要,国内外大麦蛋白含量的不同,浸麦时间、水分、品温控制要区别对待。
2、糖化工艺的影响:通过实验不同的糖化蛋白休止工艺,会对高浓度稀释啤酒泡持产生影响:隆丁区分控制在A区控制在15-20%,B区控制在20-25%,C区控制在55-60%,B区蛋白含量的多少对啤酒泡沫的影响较大。
高分子氮含量过高影响啤酒非生物稳定性,中分子氮过少影响啤酒的泡持性,低分子氮过多使啤酒的口味淡薄,过低影响酵母的营养,进而影响酵母的性能,这些氮的比例不是绝对的,取决于原料的质量以及原料和辅料的配比,关键是要掌握好啤酒泡沫、非生物稳定性、和成品酒的寡淡三者之间的平衡,才能造就优质的啤酒。

姜甜",#,董建军$ ,单连菊$ ,郑飞云",#,李崎",#,!,顾国贤#(!"江南大学教育部工业生物技术重点实验室,江苏无锡#!$!##;#"江南大学生物工程学院酿酒科学与工程研究室,江苏无锡#!$!##;%"青岛啤酒股份有限公司科研中心,山东青岛#&&!’!)摘要:醇水饮料中易于形成各种氢键,)*+ 适合于啤酒体系氢键的研究。
乙醇浓度在&’,左右时,羟基质子化学位移最大,啤酒中羟基质子化学位移在$"-.&/$".%0112之间变化。
啤酒体系中除乙醇外的其它物质对羟基质子化学位移有3#%,/$’,左右的影响,即会减弱醇水氢键的缔合。
相同原麦汁度的原浓酿造酒比稀释酒的羟基质子化学位移偏高,且随着稀释率的增加,羟基质子化学位移逐渐减小。
啤酒水化阶段氢键缔合作用经历平衡—增强—平衡—增强—极点—减弱—平衡的变化过程,水化!$4左右达到极点。
关键词:啤酒,氢键,!53 )*+,乙醇3 水%&’()*&+*,’-./-/012.34 50*6.&/ 7.()3.,&,&-470,/*& 5,&7.&/!"#$%&’()!,#,*+$%!’()3 ,-)%,./#$0’()3 ,-%,1/2$%34’3 5-)!,#,0" 6’!,#,!,%7%-83 9’()#(!"647879:;<=>;?=>9=@A B CD E?>F;G H F=?7I4B=G=J9,*F B F E?>9=@K CD I;?F=B,L F;B J B;B M B F N7>EF?9,O DP F#!$!##,Q4F B;;#":;<=@H>7R F B J S I F7B I7;B C67I4B=G=J9,S I4==G=@H F=?7I4B=G=J9,L F;B J B;B M B F N7>EF?9,O DP F#!$!##,Q4F B;;%"+T U Q7B?7>,6EF B J?;=H>7R7>9Q=",:6U,V F B J C;=#&&!’!,Q4F B;)859301+3:!"# "$%&’(#)*’)%+)(+,-&’)# .’*# /’&0#%+)12.#&3 #."2)’3*#4#&2(# 2)%+, 2%2-. .’*# %#.#5.#%*$ ."# 678"!"# 0’,. "$%&’9$3-&’.’) 5"#0+523,"+/. 2--#2&#% 2. &’:’/ #."2)’3 5’)5#).&2.+’),."# &2)(# ’/ 5"#0+523 ,"+/. +)*##&,$,.#012,$"-.&/ $".%0--0"!"# ,;*,.2)5# ."2. 02)$1#2<#)12.#& 3 #."2)’3 2,,’5+2.+’)+) 3#%:/$’: 2//#5.+’) #95#-. #."2)’3+)*##&"!"# 5"#0+523,"+/. ’/ ’&%+)2&$*+)(12,"+("#& ."2) ."# %+3;.+’) *+)(*##& 2. ."# ,20# ’&+(+)231’&. %#(&##"!"# "$%&’9$3-&’.’)5"#0+523,"+/. 12,(&2%;233$%#(&#,,+’) 23’)( 1+." ."# +)5,# ’/ %+3;.+’)&2.+’"!"# "$%&’(#)*’)%+)(2,,’5+2.+’) 5’0# ."&’;(" ."# 5’;&,# ’/ *232)5#3 #)"2)5# 3 *232)5#3 #)"2)5#3 .’-3 1#2<#)3 *232)5# %;&+)( ."# "$%&2.#%’/ *##&2)% 25"+#4# ."# .’- 2. !$"":*46,079:*##&;"$%&’(#)*’)%+)(;!=3 678;12.#&3 #."2)’3中图分类号:6S#&#"0文献标识码:W文章编号:!’’#3’%’&(#’’.)’%3’!$%3’$目前,人们主要利用传统的检测方法测定啤酒等酒精饮料的各项指标,但随着仪器分辨率和灵敏度的提高,波谱分析手段被广泛用来研究溶液分子层次上的结构、溶液宏观性质与组成的关系,在研究缔合溶液时显示出特有的优势[!]。
现代计量测试1997年第6期高浓度啤酒稀释混合配比自动控制系统高小询 宁大愚(中国计量科学研究院,北京 100013)摘要:高浓度啤酒稀释混合配比自动控制系统是啤酒稀释的关键技术之一。
本文介绍了该系统的系统组成、控制算法以及配比计算和容积补偿。
本系统投入少、产出多、可靠性高,目前已被国内数十家啤酒厂所采用,取得了良好的经济效益。
高浓度啤酒稀释技术,顾名思义就是酿制高浓度的啤酒原汁后,兑入适量的脱氧水,控制其中的麦芽糖含量,使其达到国家标准。
90年代初以来,我国的啤酒产量大幅度地提高,由于这项技术投入少、产出多、能迅速提高啤酒产量,有效调节淡旺季供需矛盾,因而得到广泛应用。
目前,国内已有数十家啤酒厂使用了该项技术,获得了良好的经济效益。
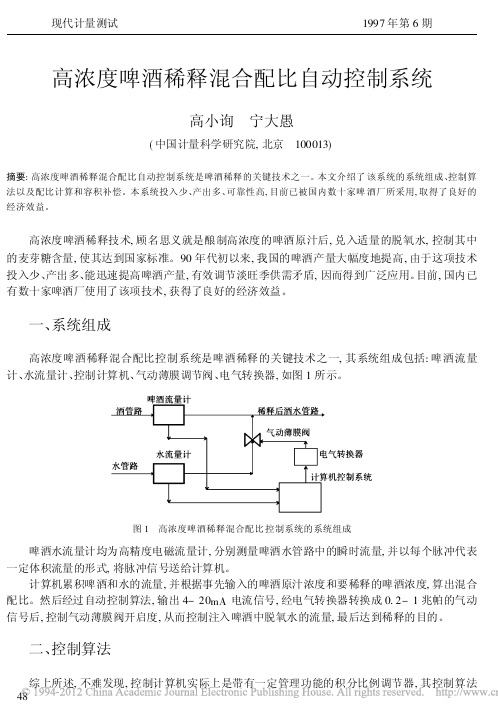
一、系统组成高浓度啤酒稀释混合配比控制系统是啤酒稀释的关键技术之一,其系统组成包括:啤酒流量计、水流量计、控制计算机、气动薄膜调节阀、电气转换器,如图1所示。
图1 高浓度啤酒稀释混合配比控制系统的系统组成啤酒水流量计均为高精度电磁流量计,分别测量啤酒水管路中的瞬时流量,并以每个脉冲代表一定体积流量的形式,将脉冲信号送给计算机。
计算机累积啤酒和水的流量,并根据事先输入的啤酒原汁浓度和要稀释的啤酒浓度,算出混合配比。
然后经过自动控制算法,输出4-20mA电流信号,经电气转换器转换成0.2-1兆帕的气动信号后,控制气动薄膜阀开启度,从而控制注入啤酒中脱氧水的流量,最后达到稀释的目的。
二、控制算法综上所述,不难发现,控制计算机实际上是带有一定管理功能的积分比例调节器,其控制算法48是带有容积补偿的位置式比例积分算法。
根据自动控制原理连续式PI算法为:u(t)=k p[e(t)+1T∫te( )d ](1)式中:e(t)——控制器输入信号,一般为输入信号与反馈信号之差;u(t)——控制器输出信号; k p——控制器放大系数;T i——控制器积分时间常数。
使用计算机时必须将其离散化,用差分方程代替微分方程:u(k)=k p[e(k)+TT iki=0e(i)](2)其中,T为采样周期。

啤酒高浓度发酵工艺综述摘要本文较全面地论述了高浓度啤酒酿造新技术的应用及可行性和风险性,并就其中的技术难点给予剖析和提供解决办法。
关键词啤酒,发酵,麦芽汁,麦芽浆70 年代美国、加拿大等国啤酒厂推出了“高浓度发酵,后稀释工艺”,即制备高浓度麦汁进行发酵,啤酒成熟后,在过滤前用经处理的饱充CO2 的脱氧无菌水稀释成正常浓度的成品啤酒。
在随后的二十多年里,在世界范围内高浓度啤酒发酵已逐渐被引进啤酒厂。
今天,在北美,更多的啤酒厂是采用高浓度发酵方法而非传统发酵方法。
高浓酿造一般是指15°P 以上的麦汁,经发酵后再稀释成(10~12) °P 的啤酒[1 ] [3 ] 。
1 啤酒高浓度发酵的优缺点1.1 优点1.1.1 在不需要增加现有的糖化、发酵、贮存等设备条件下能够提高产量、提高设备的利用率。
1.1.2 热能、冷量显著降低、生产成本降低[1 ] 。
1.1.3可提高啤酒非生物稳定性和风味稳定性。
1.1.1 提高单位可发酵性浸出物的酒精产率,并使啤酒爽口[3 ] 。
112 缺点11211 降低了糖化室中原料的利用率和酒花添加量。
11212 降低了泡持性和风味调配性能。
11213 降低了酵母的生存性能和活力。
11214 酸洗时有难预测的畸变反应发生[4 ] 。
2 高浓度酿造的两个技术难点211 稀释水直接作为成品啤酒的一部分而加入到高浓度啤酒中,故而对水质的要求特别高。
212 稀释过程中,要严格按照啤酒的浓度变化而作相应的调节,否则产品的质量将无法保证。
第13 卷第4 期1999 年12 月山东轻工业学院学报JOURNAL OF SHANDONG INSTITUTE OF L IGHT INDUSTRYVol. 13 No. 4Dec. 1999© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. 3 高浓度发酵的工艺流程青岛啤酒集团公司于1995 年2 月至3 月,试制了15°P 麦汁发酵后稀释为11°P 的啤酒,其工艺流程如附图[1 ] :麦芽大米粉碎糖化150°P 麦汁冷却↑↑繁殖↓倒罐充O2 添加酵母主发酵排酵母↑↑双乙酰还原降温倒罐↓↓后贮↓过滤CO2↓降温倒罐排酵母酿造水脱O2 冷却f CO2稀释水11°P 清酒包装11°P 成品啤酒硅胶附图工艺流程图4 高浓度麦芽汁的制备411 大麦糖浆的组成浓度:70°BXDE 值:75 %极限发酵度:70 %总可溶性氮: ≥600 mg/ 100 g 浸出物α- 氨基氮≥110 mg/ 100 g 浸出物色度:释成12°BX ,8 EBC[6 ]412 生产方法41211 增加了醪液中物料的比例,进行所谓“浓醪糖化”。
:术研究高浓啤酒稀释技术质量控制的研究探讨□翟群龙东莞市珠江啤酒有限公司摘要:高浓啤酒稀释技术在我国啤酒行业中,占据着比较重要的作用。
良好的稀释技术,能帮助啤酒厂酿造更精纯 的啤酒。
本文对高浓稀释啤酒质量的内在与外在影响因素进行了分析说明,在此基础上提出了提高高浓稀释啤酒质量的有 效措施,以期对提高啤酒厂高浓啤酒稀释技术与稀释啤酒的质量,具有一定的参考作用。
关键词:高浓啤酒;稀释技术;质量控制随着目前人们娱乐、饮食的消费 范围逐渐广泛,啤酒越来越受到人们 的喜爱,成为人们曰常娱乐最热门的 消费品之一。
在啤酒行业中,有将近 80%的啤酒是由高浓度啤酒稀释而成 的,因此高浓啤酒的稀释技术,在啤 酒行业中极其重要。
目前,越来越多 的啤酒厂也更加注重引进更先进的高 浓啤酒稀释技术[1]。
然而,在稀释技 术的支持下,在应用高浓啤酒稀释技 术的同时也存在一定的弊端。
例如,在稀释高浓度啤酒的过程中,可能会 由于稀释的比例问题,而导致稀释后 的啤酒口感不佳;或者稀释时由于工 艺技术的差错,而产生一定的质量问 题,影响产品的销售。
因此,在引进 高浓度啤酒稀释技术的同时,啤酒厂 还需要注意把控稀释的质量问题,做 到技术与质量的并存,才能更好地促 进自身企业的发展[21。
1高浓稀释啤酒质量的影响因素1.1内在因素在稀释高浓啤酒的这程中,会受 到很多内在因素的影响。
内在因素中,对啤酒质量会造成影响的,通常为配 备原料不足,或者配备原料比例不标 准等。
这会使啤酒在稀释后出现香味 不足、稀释过度味道寡淡以及稀释不 足浓度a大等问题,都会影响到啤酒 的口感与风味。
另外,原高浓麦汁的 质量,在最初就不过关的话,稀释后 啤酒的风味也会难以达标[3]。
因此高 浓啤酒需要挑选适当的原料,从源头 上进行把控,才能更好地保证最终稀 释啤酒的质量与纯正风味。
1.2外在因素高浓稀释啤酒质量的外在影响因 素,涉及稀释设备、稀释用具等。
另 外,还有添加物的质量控制,对于整 个高浓稀释啤酒的质量具有很重要的 影响。
探讨高浓稀释工艺
王峰松
【期刊名称】《啤酒科技》
【年(卷),期】2007(000)006
【摘要】高浓稀释工艺最初源于20世纪70年代的美国和加拿大,后盛行于北美和北欧.如今世界上65%的啤酒使用了该种酿造工艺,就连酿造技术一贯趋于保守,很多地区还受严格酿酒法规约束的德国近年来也开始接受和认同高浓稀释工艺.如今对这种工艺的纵深研究和完善仍在不断继续,本文就采用高浓稀释工艺生产时可能遇到的一些实际问题、使用界限和相应弥补措施进行初步探讨.
【总页数】3页(P30-31,33)
【作者】王峰松
【作者单位】湖北轻工职业技术学院啤酒工程系,430070
【正文语种】中文
【中图分类】TS2
【相关文献】
1.高浓稀释纯水中混合酿造水的工艺试验 [J], 黄琳
2.啤酒高浓过滤后稀释工艺的探讨 [J], 佘少虹;黄煜峰
3.高浓啤酒稀释工艺效益分析 [J], 柴小高
4.高浓高稀释啤酒生产工艺实践 [J], 王凤琴
5.麦汁高浓稀释工艺的应用 [J], 吴发云
因版权原因,仅展示原文概要,查看原文内容请购买。