啤酒高浓度发酵工艺
- 格式:doc
- 大小:58.00 KB
- 文档页数:5
啤酒的制作工艺一.啤酒的定义:啤酒是以大麦芽﹑酒花﹑水为主要原料﹐经酵母发酵作用酿制而成的饱含二氧化碳的低酒精度酒。
二.啤酒发酵:啤酒发酵过程是啤酒酵母在一定的条件下,利用麦汁中的可发酵性物质而进行的正常生命活动,其代谢的产物就是所要的产品--啤酒.由于酵母类型的不同,发酵的条件和产品要求、风味不同,发酵的方式也不相同。
一般可以把啤酒发酵技术分为传统发酵技术和现代发酵技术。
三.流程图四.工艺制作1.制麦工序①:生产麦芽汁的原料有大麦芽,大米,酒花和水。
原料投产前,都要经过一般理化分析,检验是否符合要求。
大麦发芽后要经过干燥,并除去根,贮存八周左右才能使用,大米的淀粉含量高,约为76%-80%,蛋白质含量低,为7%-8%,用大米代替部分麦芽,不仅成本低,出酒率高,而且可以改善啤酒的风味和色泽。
②:为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级。
③:大麦的要求:适于啤酒酿造用的大麦为二棱或六棱大麦。
二棱大麦的浸出率高,溶解度较好;六棱大麦的农业单产高,活力强,但浸出率较低,麦芽溶解度不太稳定.啤酒用大麦的品质要求为﹕壳皮成分少﹐淀粉含量高﹐蛋白质含量适中(9~12%)﹔淡黄色﹐有光泽﹔水分含量低于13%﹔发芽率在95%以上. ④:酒花,又称忽布,《本草纲目》上称为蛇麻花,是一种多年生草本蔓性植物,古人取为药材。
雌雄异株,酿造上所用的均为雌花。
它能赋予啤酒香味和爽口的苦味,增进啤酒的泡特性和稳定性。
与麦汁一起煮沸时,能促进蛋白质凝固,有利于麦汁澄清,增加麦汁和啤酒的防腐能力。
⑤:啤酒生产用水,以糖化用水为最重要,除应符合饮用水标准外,还要求碳酸盐硬度低,非碳酸盐硬度适当,可以控制糖化醪和麦汁的pH值,使其偏酸,利于麦芽中的各种酶酶促反应,提高麦汁质量。
2.糖化工艺糖化工艺包括糊化,糖化,糖化醪的过滤,麦汁的煮沸,沉淀,冷却,充氧等过程。
主要过程为:麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽/压滤机过滤,然后加入酒花煮沸,去热凝固物,冷却分离。

精酿啤酒二发工艺流程
从一次发酵中取出一些啤酒。
啤酒单次发酵无糖时,加入单糖(玉米糖、葡萄糖或砂糖)可使酒精浓度从3%提高到5%以上。
步骤1第一次发酵收集的啤酒量按总量计算。
一次冲泡40瓶,需要120毫升。
要将120ml啤酒的酒精度从3%提高到5%,需要添加3g糖。
将步骤1中的3毫升葡萄酒倒入350毫升的瓶子中。
将3毫升葡萄酒倒入另一个瓶子中。
然后将第一次发酵的不加糖的原汁倒入瓶子中,大约百分之七十装满,并密封。
直立放置1周后,即可打开瓶子。
这时可以观察到啤酒在瓶中二次发酵的变化。
将啤酒倒入玻璃杯中,可以看到细密致密的啤酒泡沫。
建议在完全成熟时静置1个月以达到最佳风味。
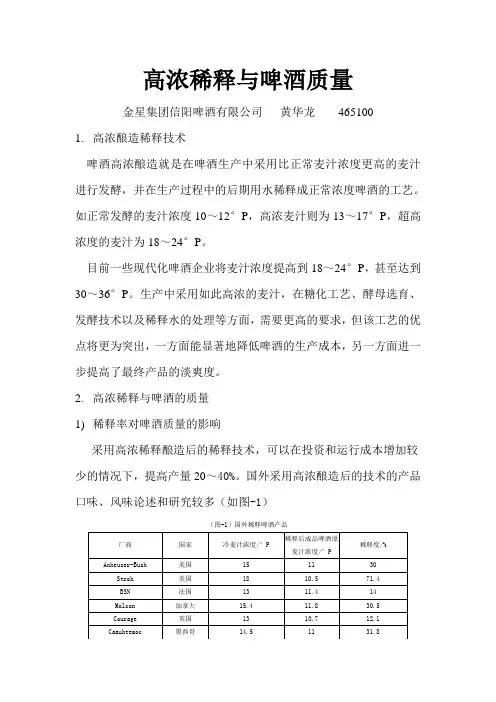
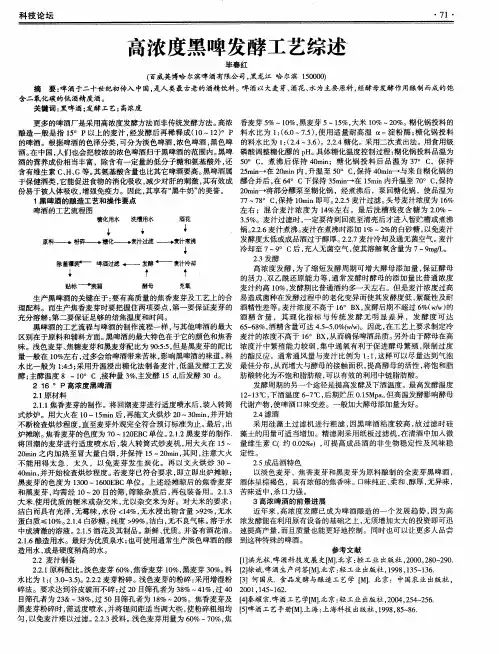
高浓稀释与啤酒质量金星集团信阳啤酒有限公司黄华龙4651001.高浓酿造稀释技术啤酒高浓酿造就是在啤酒生产中采用比正常麦汁浓度更高的麦汁进行发酵,并在生产过程中的后期用水稀释成正常浓度啤酒的工艺。
如正常发酵的麦汁浓度10~12°P,高浓麦汁则为13~17°P,超高浓度的麦汁为18~24°P。
目前一些现代化啤酒企业将麦汁浓度提高到18~24°P,甚至达到30~36°P。
生产中采用如此高浓的麦汁,在糖化工艺、酵母选育、发酵技术以及稀释水的处理等方面,需要更高的要求,但该工艺的优点将更为突出,一方面能显著地降低啤酒的生产成本,另一方面进一步提高了最终产品的淡爽度。
2.高浓稀释与啤酒的质量1)稀释率对啤酒质量的影响采用高浓稀释酿造后的稀释技术,可以在投资和运行成本增加较少的情况下,提高产量20~40%。
国外采用高浓酿造后的技术的产品口味、风味论述和研究较多(如图-1)(图-1)国外稀释啤酒产品厂商国家冷麦汁浓度/°P 稀释后成品啤酒原麦汁浓度/°P稀释度/%Anheuser-Bush 美国15 11 30 Stroh 美国18 10.5 71.4 BSN 法国13 11.4 14 Molson 加拿大15.4 11.8 30.5 Courage 英国13 10.7 12.1 Caauhtemoc 墨西哥14.5 11 31.8稀释率的增加可以快速提高啤酒的生产能力,同时稀释率的提高也意味着麦汁浓度的提高。
随糖化发酵浓度不断的提高,其对啤酒生产和啤酒风味的影响也越来越大,造成的主要影响有:①高浓糖化给糖化设备的操作带来困难,因此需针对工厂设备“量身定做”糖化工艺;②降低了原料的利用率,啤酒酿造总损失率会增加;③影响啤酒酵母的增殖和发酵,有些啤酒酵母不适合高浓发酵,因为过高麦汁浓度能抑制酵母的增殖和发酵;④高浓发酵的啤酒风味物质与正常浓度发酵啤酒相比有明显差异,例如:高浓酿造酯含量增幅较大,尤其是乙酸乙酯和乙酸异戊酯含量增加很多;⑤高浓稀释会降低啤酒的胶体稳定性,影响啤酒的非微生物稳定性;⑥高浓稀释会导致啤酒风味不协调且风味稳定性变差;⑦高浓稀释增加了成品啤酒微生物污染的风险。
啤酒发酵工艺与啤酒酵母菌种培育摘要:根据工业啤酒发酵生产过程及方法,粗略的介绍其生产流程及现状,同时介绍对一些发酵啤酒的啤酒酵母的培育的选择情况,各种经过培育之后的啤酒酵母和传统啤酒酵母相比之间所具有的优势等。
关键词:啤酒发酵,啤酒酵母,露天锥形发酵罐,菌种培育啤酒是在二十世纪初传入中国的,在传入中国之后,特别是近几十年,啤酒工业在中国有了飞速发展,现如今,中国已经是世界上第一大啤酒生产国家。
作为第一,我国更应该将这项技术进行深刻的研究,是这项技术得到发展。
啤酒发酵过程是指啤酒酵母在一定条件下,利用麦汁中的可发酵性物质而进行的正常生命活动,而啤酒就是啤酒酵母在生命活动之中所产生的产物。
由于酵母菌类型的不同,发酵的条件和产品要求、风味等的不同,造成发酵方式也不相同。
根据酵母发酵类型不同可把啤酒分成上面发酵啤酒和下面发酵啤酒。
一般可以把啤酒发酵技术分为传统发酵技术和现代发酵技术。
现代发酵主要有圆柱露天锥形发酵罐发酵、连续发酵和高浓稀释发酵等方式,目前主要采用圆柱露天锥形发酵罐发酵。
啤酒酿造的原料为大麦﹑酿造用水﹑酒花﹑酵母以及淀粉质辅助原料(玉米﹑大米﹑大麦﹑小麦等)和糖类辅助原料等。
其生产大致可分为麦芽制造﹑啤酒酿造﹑啤酒灌装3个主要过程。
现在啤酒生产的方法主要有七种,分别是:(1)浓醪发酵﹕1967年开始应用于生产。
是采用高浓度麦汁进行发酵﹐然後再稀释成规定浓度成品啤酒的方法。
它可在不增加或少增加生产设备的条件下提高产量。
原麦汁浓度一般为16°P左右。
(2)快速发酵﹕通过控制发酵条件﹐在保持原有风味的基础上﹐缩短发酵周期﹐提高设备利用率﹐增加产量。
快速发酵法工艺控制条件为﹕在发酵过程某阶段提高温度﹔增加酵母接种量﹔进行搅拌。
(3)连续发酵﹕1906年已有啤酒连续发酵的方案﹐但直到1967年才得到工业化的应用。
主要应用国家有新西兰﹑英国等。
由于菌种易变异和杂菌的污染以及啤酒的风味等问题﹐使啤酒连续发酵工艺的推广受到限制。
一、啤酒生产相关知识简介1.1 啤酒酿造工艺流程图1 啤酒酿造图1:原料贮仓2:麦芽筛选机3:提升机4:麦芽粉碎机5:糖化锅6:大米筛选机7:大米粉碎机8:糊化锅9:过滤槽10:麦糟输送11:麦糟贮罐12:煮沸/回旋槽13:外加热器14:酒花添加罐15:麦汁冷却器16:空气过滤器17:酵母培养及添加罐18:发酵罐19:啤酒稳定剂添加罐20:缓冲罐21:硅藻土添加罐22:硅藻土过滤机23:啤酒清滤机24:清酒罐25:洗瓶机26:罐装机27:啤酒杀菌机28:贴标机29:装箱机1.2酿造啤酒的原料酿造啤酒的主要原料是大麦,水,酵母,酒花。
1.3 麦汁的制备其主要过程有原辅料粉碎,糖化,醪液过滤,麦汁煮沸,麦汁后处理等几个过程。
啤酒是发酵后直接饮用的饮料酒,因此,麦汁的颜色,芬香味、麦汁组成有一些会影响啤酒的风味、有一些影响发酵、最终也影响啤酒的风味。
麦汁组成中影响发酵的主要因子是:原麦汁浓度、溶氧水平、pH值、麦汁可发酵性糖含量、α-氨基酸、麦汁中不饱和脂肪酸含量等。
1.4 啤酒的发酵冷却后的麦汁添加酵母以后,便是发酵的开始,整个发酵过程可以分为:酵母恢复活力阶段,有氧呼吸阶段,无氧呼吸阶段。
酵母接种后,开始在麦汁充氧的条件下,恢复其生理活性,以麦汁中的氨基酸为主要的氮源,可发酵糖为主要的碳源,进行呼吸作用,并从中获取能量而发生繁殖,同时产生一系列的代谢副产物,此后便在无氧的条件下进行酒精发酵。
二、 30000t/a啤酒厂糖化车间的物料衡算啤酒厂糖化车间的物料平衡计算主要项目为原料(麦芽、大米)和酒花用量,热麦汁和冷麦汁量,废渣量(糖化槽和酒花槽)等。
2.1糖化车间工艺流程示意图根据我国啤酒生产现况,有关生产原料配比、工艺指标及生产过程的损失等数据如表1所示。
图2 啤酒厂糖化车间工程流程示意图2.2工艺技术指标及基础数据根据表1的基础数据,首先进行100kg原料生产10°淡色啤酒的物料计算,然后进行100L 10°淡色啤酒的物料衡算,最后进行30000t/a啤酒厂糖化车间的物料平衡计算。
高浓度稀释啤酒酿造流程
一、麦汁制备
1. 麦芽磨碎:将麦芽通过磨碎机研磨成粉末。
2. 混合麦汁:将磨碎后的麦芽与水混合,在一定温度下酿造成麦汁。
二、糖化
1. 糖化设备:将麦汁转移到糖化罐中进行糖化。
2. 糖化过程:控制温度和时间,使淀粉转化为可发酵的糖。
三、滤渣
1. 分离固体:通过滤网或离心机将糖化后的液体中的固体颗粒分离。
2. 澄清液体:得到清澈的液体,即滤渣液。
四、煮沸和添加酒花
1. 沸腾麦汁:将滤渣液放入锅中加热至沸腾。
2. 添加酒花:在煮沸过程中逐步加入酒花,调节苦味和香气。
五、冷却和发酵
1. 冷却:将煮沸后的麦汁通过冷却器冷却至适宜的发酵温度。
2. 发酵:加入酵母,进行发酵,将糖转化为酒精和二氧化碳。
六、陈酿和成熟
1. 陈酿期:将发酵后的啤酒在特定温度和时间条件下进行陈酿。
2. 成熟期:啤酒在瓶或罐中存放一段时间,使味道更加醇厚。
七、包装和贮存
1. 包装:将成品啤酒装入瓶、罐或桶中,并封装。
2. 贮存:存放啤酒在恒温环境下,避免阳光直射,确保品质稳定。
啤酒发酵的工艺流程啤酒发酵是将啤酒原料经过发酵工艺加工而成的过程,下面将介绍啤酒发酵的工艺流程。
啤酒的发酵工艺分为主发酵和二次发酵两个阶段。
主发酵是将混合原料经过酵母的作用,将糖分转化为酒精和二氧化碳的过程。
二次发酵是在主发酵完成后,将啤酒进行陈酿和二次发酵的过程。
首先,要准备好主发酵的混合原料。
主要包括麦芽、酵母、水和啤酒花。
麦芽是啤酒的主要原料,通过麦芽的酿制工艺,提取出麦汁。
酵母是发酵的关键,它能够将麦汁中的糖分转化为酒精和二氧化碳。
水是发酵过程中的溶剂,用于调配麦汁的浓度。
而啤酒花则负责为啤酒提供苦味和香气。
接下来,将麦芽研磨成糖浆状的粉末,称之为麦汁。
然后将麦汁加热,使其沸腾。
在沸腾的过程中,加入适量的啤酒花,让其煮沸一段时间,让啤酒花中的苦味物质和香气物质溶解于麦汁中。
煮沸完毕后,将煮沸的麦汁降温至合适的温度,并将酵母投入其中。
通过搅拌使酵母均匀分散在麦汁中。
然后将麦汁转入发酵罐,盖上发酵罐盖,使其密封。
在主发酵的过程中,酵母将开始发酵作用,将麦汁中的糖分转化为酒精和二氧化碳。
这个过程通常需要持续几天至几周的时间,具体时长根据发酵工艺和啤酒的种类而定。
当主发酵完成后,就进入了二次发酵的阶段。
在此阶段,将主发酵罐中的啤酒转移到二次发酵罐中,同时添加适量的糖精或麦芽糖。
二次发酵的目的是陈酿啤酒,增加其香气和口感,此过程通常需要持续数周至数个月的时间。
最后,将陈酿完成的啤酒进行过滤和灌装的工艺,使其成品达到指定的质量标准。
通常会对啤酒进行过滤去除杂质和浊度,并将其灌装入瓶子或桶中。
以上就是啤酒发酵的工艺流程。
通过不同的麦芽、酵母和啤酒花的选择,可以得到不同种类和口感的啤酒。
啤酒是一种古老而饱受欢迎的酒类,其发酵工艺也有着悠久的历史。
传统啤酒发酵工艺 The manuscript was revised on the evening of 2021传统啤酒发酵工艺当被冷却的麦汁添加入酵母后,就是意味着发酵已经开始。
在整个发酵过程中,酵母经历有氧呼吸和无氧发酵两个主要阶段。
这两个阶段相互联系,密不可分。
啤酒发酵过程充分地利用了酵母的特性,在发酵开始时,让酵母在溶氧麦汁中大量繁殖,并积累能量,保证了在无氧条件下产生乙醇所需要的菌体数量和能量需要。
控制麦汁溶氧和酵母添加量是啤酒发酵过程工艺控制的关键因素。
传统啤酒发酵一般分为前发酵,主发酵,后发酵三个阶段,一、前发酵。
接入酵母的麦汁(7-8℃)进入前发酵后,酵母经过数小时生长带缓期后,才能开始进入生长繁殖,当细胞浓度达到2×107个/ML。
麦汁表面开始气泡,这个阶段被称为前发酵。
前发酵时间随接种温度,接种量变化而变化。
低温发酵约为16-20h,中温发酵12—14h。
前发酵阶段,酵母降糖较缓慢,由于酵母代谢作用,发酵液温度会自然升高—℃.前发酵结束后,将发酵液打入主发酵室。
二、主发酵。
主发酵在绝热良好,清洁卫生的发酵室内进行,室内安装通风系统。
主发酵多采用开放式方形或圆形,有木制,钢制,铝制和混凝土制发酵容器,主发酵阶段发酵温度为5—6度。
主发酵前期为酵母繁殖阶段。
酵母通过呼吸作用利用可发酵糖,当达到一定发酵度后,发酵速度逐渐减慢,表现在乙醇含量迅速增加。
而降糖速率减慢,PH值变化减小,二氧化碳产量减小,此时酵母开始凝聚并开始沉淀,悬浮的酵母细胞密度逐渐下降。
1、主发酵工艺过程:接种,将麦汁冷却至接种6度左右,待部分麦汁流入酵母繁殖槽,将所需的酵母按麦汁量的%(体积分数)加入,也可以将酵母在冷却麦汁管用定量泵直接加入麦汁中,加入的酵母要与麦汁混合均匀,有利于酵母起作用。
麦汁通风,用无氧器将无菌空气通入冷却麦汁中,为了使溶氧达到要求,通过特殊喷嘴或用微孔钛棒和陶瓷棒,使空气尽可能地分散进入麦汁,并与麦汁充分混合,也可让冷却麦汁与空气接触后经过文丘里管,达到麦汁与空气充分接触的目的,麦汁溶氧应控制在8mg/L左右。
啤酒发酵操作程序和注意事项1.酵母扩大培养的目的啤酒酵母扩大培养是指从斜面种子到生产所用的种子的培养过程。
酵母扩培的目的是及时向生产中提供足够量的优良、强壮的酵母菌种,以保证正常生产的进行和获得良好的啤酒质量。
一般把酵母扩大培养过程分为二个阶段:实验室扩大培养阶段(由斜面试管逐步扩大到卡氏罐菌种)和生产现场扩大培养阶段(由卡氏罐逐步扩大到酵母繁殖罐中的零代酵母)。
扩培过程中要求严格无菌操作,避免污染杂菌,接种量要适当。
2.啤酒酵母扩大培养的方法⑴实验室扩大培养阶段(示例)斜面原菌种--→斜面活化--→ 10ml液体试管--→ 100ml培养瓶--→1L培养瓶25℃,3~4天25℃,24~36h 25℃,24h 20℃,24~36h--→ 5L培养瓶--→ 25L卡氏罐16~18℃,24~36h 14~16℃,36~48h⑵生产现场扩大培养阶段25L卡氏罐→ 250L汉生罐→ 1500L培养罐→ 100hL培养罐→20m3繁殖罐12~14℃,2~3天 10~12℃,3天 9~11℃,3天8~9℃,7~8天--→0代酵母(2)酵母扩培要求:酵母扩培是基础,只有培养出来高质量的酵母,才能生产出好的啤酒。
扩培必须保证两点:①原菌种的性状要优良;②扩培出来的酵母要强壮无污染。
扩培在实验室阶段,由于采用无菌操作,只要能遵守操作技术和工艺规定,很少出现杂菌污染现象。
进入车间后,如卫生条件控制不好,往往会出现染菌现象,所以扩培人员首先无菌意识要强,凡是接种、麦汁追加过程所要经过的管路、阀门必须用热水或蒸汽彻底灭菌,室内的空气、地面、墙壁也要定期消毒或杀菌,通风供氧用的压缩空气也必须经过0.2μm的膜过滤之后才能使用。
同时充氧量要适量,充氧不足酵母生长缓慢,充氧过度会造成酵母细胞呼吸酶活性太强,酵母繁殖量过大对后期的发酵不利的。
一般扩培酵母在进入培养罐前每天要通氧三次,每次20分钟。
发酵后的培养,要求麦汁中溶解氧9mg/L左右。
啤酒高浓度发酵工艺综述摘要本文较全面地论述了高浓度啤酒酿造新技术的应用及可行性和风险性,并就其中的技术难点给予剖析和提供解决办法。
关键词啤酒,发酵,麦芽汁,麦芽浆70 年代美国、加拿大等国啤酒厂推出了“高浓度发酵,后稀释工艺”,即制备高浓度麦汁进行发酵,啤酒成熟后,在过滤前用经处理的饱充CO2 的脱氧无菌水稀释成正常浓度的成品啤酒。
在随后的二十多年里,在世界范围内高浓度啤酒发酵已逐渐被引进啤酒厂。
今天,在北美,更多的啤酒厂是采用高浓度发酵方法而非传统发酵方法。
高浓酿造一般是指15°P 以上的麦汁,经发酵后再稀释成(10~12) °P 的啤酒[1 ] [3 ] 。
1 啤酒高浓度发酵的优缺点1.1 优点1.1.1 在不需要增加现有的糖化、发酵、贮存等设备条件下能够提高产量、提高设备的利用率。
1.1.2 热能、冷量显著降低、生产成本降低[1 ] 。
1.1.3可提高啤酒非生物稳定性和风味稳定性。
1.1.1 提高单位可发酵性浸出物的酒精产率,并使啤酒爽口[3 ] 。
112 缺点11211 降低了糖化室中原料的利用率和酒花添加量。
11212 降低了泡持性和风味调配性能。
11213 降低了酵母的生存性能和活力。
11214 酸洗时有难预测的畸变反应发生[4 ] 。
2 高浓度酿造的两个技术难点211 稀释水直接作为成品啤酒的一部分而加入到高浓度啤酒中,故而对水质的要求特别高。
212 稀释过程中,要严格按照啤酒的浓度变化而作相应的调节,否则产品的质量将无法保证。
第13 卷第4 期1999 年12 月山东轻工业学院学报JOURNAL OF SHANDONG INSTITUTE OF L IGHT INDUSTRYVol. 13 No. 4Dec. 1999© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. 3 高浓度发酵的工艺流程青岛啤酒集团公司于1995 年2 月至3 月,试制了15°P 麦汁发酵后稀释为11°P 的啤酒,其工艺流程如附图[1 ] :麦芽大米粉碎糖化150°P 麦汁冷却↑↑繁殖↓倒罐充O2 添加酵母主发酵排酵母↑↑双乙酰还原降温倒罐↓↓后贮↓过滤CO2↓降温倒罐排酵母酿造水脱O2 冷却f CO2稀释水11°P 清酒包装11°P 成品啤酒硅胶附图工艺流程图4 高浓度麦芽汁的制备411 大麦糖浆的组成浓度:70°BXDE 值:75 %极限发酵度:70 %总可溶性氮: ≥600 mg/ 100 g 浸出物α- 氨基氮≥110 mg/ 100 g 浸出物色度:释成12°BX ,8 EBC[6 ]412 生产方法41211 增加了醪液中物料的比例,进行所谓“浓醪糖化”。
41212 减少稀释麦汁进入煮沸锅的数量,维持较高浓度麦汁煮沸。
41213 添加可溶性可发酵性浸出物,如糖、糖浆等。
413 提高发酵醪浓度的最新研究41311 提高在麦汁中淀粉水解酶的活性通过加入特定的胞外酶制品,从而来增加发酵醪的糖度,工艺中常使用的酶有:a1 啤酒酿造复合酶b1 耐高温α—淀粉酶,β—淀粉酶c1 无锡酶制剂厂生产的中性蛋白酶这些酶制剂可用在发酵麦汁中,在料水比为1∶2 时,可获得较高的萃取率,但这些酶制剂的萃取率又各不相同,这可能是部分由于这些制剂中淀粉浓度各不相同,但也可能是由于它们对糖终产物的抑制作用的敏感性不同。
但只要通过仔细选取,便可制得浓度有显著提高的发酵液。
41312 高浓度麦芽汁的特殊生产第4 期杜秋峰:啤酒高浓度发酵工艺综述43© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. 此法包含麦芽被粉碎成特定尺寸和从最初的发酵温度连续不断的升温方式来制得热麦浆。
作为用于啤酒生产的麦汁要依次通过谷物碾磨粉碎、麦汁过滤、添加啤酒花后再进行麦汁煮沸等工艺过程来制备。
这种制麦汁过程会大大提高速度并可得到更多的浸出物。
过程如下:在粉碎机中麦芽颗粒被粉至13~300μm 的尺寸,其碰撞速率在100~300 m/ s ;制得的麦汁从发酵温度开始要连续不断地进行加热升温直至糖化结束为止。
轻度干燥麦芽与焙焦麦芽(比率1∶1) 再被焙至40 ℃后送入粉碎机,控制麦粒碰撞速度100 m/ s ,这样其碾磨粒径均处于13. 13~13. 50μm 之间,这种混合麦芽后的制麦麦汁以1 ℃/ min 连续从47 ℃升温到72 ℃,30分钟后,其浸出物可达74. 4 % ,麦芽浓度达63. 3 % ,α- 氨基氮也将达206 mg/ 100g 麦汁。
优点:和普通流程相比,这种首创的生产过程被使用后,其浸出物将增加4 %;制浆时间缩减1. 8 倍[9 ] 。
41313 生产啤酒用浓缩麦芽糖浆的制造方法与传统啤酒工艺中的糖化相比,用该发明生产的浓缩麦芽糖浆,可大大提高设备的利用率,大量减少能耗,可以常温贮存运输,因而为饭店小量生产和家庭自制啤酒创造了条件。
5 高浓度麦汁的发酵511 关键性的几个问题51111 因麦汁浓度提高,麦汁溶氧水平降低、若通入纯氧可提高其含氧量,见表1表1 不同麦汁通入空气和纯氧后饱和含氧水平麦汁浓度(°P) 12 14 16 18 20 22 24 26通入空气9. 3 8. 6 8. 1 7. 8 7. 5 7. 1 6. 9 6. 4通入纯氧33. 2 32. 4 31. 8 30. 5 29. 3 27. 8 26. 0 24. 7故在高浓酿造中两次用纯氧通风,可提高发酵度,增加细胞密度。
在低温发酵时同样如此[5 ] 。
51112 酵母接种量和α—氨基氮含量一般控制接种浓度为1. 5 ×107~3. 0 ×107 个/ ml 。
在正常麦汁中每克浸出物有α—氨基氮1. 5~2. 0mg ,它的减少会使有害副产物增加,便啤酒质量下降。
51113 稀释度的控制a1 稀释度= 高浓酿造原浓—成品啤酒原浓成品啤酒原浓×100 %b1 稀释的最佳阶段:在主发酵阶段为宜c1 最佳稀释度:以不超过20 %~25 %为最好512 高浓发酵新技术51211 利用新万能固定化生物反应器系统在啤酒连续发酵主酵阶段利用此技术是十分可行而有利的,这也是固定化酵母的一个具体应用[9 ] 。
51212 利用Ale 和Lager 酵母菌株进行发酵44 山东轻工业学院学报第13 卷© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. 该项研究做了Ale 和Lager 酵母菌株在15°P 和20°P 浓度下的发酵表现,在EBC 高位罐中进行四次连续发酵,于每两次发酵中间回收酵母和酸洗。
Lager 菌株可忍受非常浓的发酵醪液的压迫;在未考虑发酵醪类型的情况下试验了Ale 菌株在20°P 浓度的发酵醪中的表现:活力有所提高,胞内海藻糖和啤酒风味域值也大为改善。
这为众多啤酒厂努力追求更浓的发酵液的成功发酵奠定了坚实的基础[8 ] 。
6 稀释用水及定比混合611 稀释用水的处理要求61111 应用软水,水质清亮透明,无杂气味。
61112 要求无菌61113 溶氧含量低,国际上要求小于0. 05 ppm 或更低,但至少应小于0. 1 ppm。
61114 较低的残余碱度,否则在稀释时会发生pH 变化的问题。
61115 应有与被稀释酒一致或十分接近的温度。
61116 应有与被稀释酒一致或十分接近的CO2 含量。
61117 不应该有游离氯或氯酚。
612 高浓度稀释问题高浓度稀释的关键是水质处理,要先脱氧并确定水中的含氧量,蒸去轻馏分中的Aldox 气体,然后将水用巴氏消毒灭菌。
为保证成品啤酒的质量,稀释后必须有一定的恢复平衡时间,以免出现勾兑不均的现象[8 ] 。
613 定比混合啤酒与水的计算以确定的比例混合,其瞬间流量与累计总量是固定不变的。
现在较先进的啤酒厂采用由两台高精度流量计,过程控制微机和自控阀组成的系统自动操作。
7 对成品啤酒的评价高浓度发酵酿制的啤酒在品质上不亚于传统啤酒,在色泽、浊度及双乙酰含量方面甚至优于传统发酵啤酒,但一般讲其风味不如传统啤酒醇厚[2 ] 。
8 高浓啤酒发酵的前景及新进展近年来,高浓度发酵已成为啤酒酿造的一个发展趋势,因为高浓发酵能在利用原有设备的基础之上,无须增加太大的投资即可增加可观的产量,且质量也能更好地控制一致,生产也能向大型化或小型化两极发展。
酿造师还从饮料中得到启示,即同一种酒基可生产出一系列浓度各异。
风味不同的产品,国外已有各种修饰剂商品,而我国目前尚处在研究开发阶段。
第4 期杜秋峰:啤酒高浓度发酵工艺综述45© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. 参考文献1 张云瑞. 简明啤酒工艺学. 济南:山东大学出版社,1997. 8 (291 - 301)2 Wackerbauer , K. High gravity brewing - possibities ,limits and risks.Brawelt ,1996 ,136 (49/ 50) :2374 - 23793 Stewart C G,Bothwick R ,Bryce J etcal. Recent developments in high gravity brewing. Technical Quarterly ,Master Brewers , Association of the Americas ,1997 ,34 (1) :264 - 2704 Mnller Robert ,Canterranne. Activity of amylo - lytic enzymes in the thick mashes. J Am Soc Brew chem. ( Eng. ) ,1994 ,52 (2) : 56 - 615 顾国贤. 酿造酒工艺学. 北京:中国轻工业出版社,1996. 126 张志强. 啤酒酿造技术概要. 北京:中国轻工业出版社,1995. 57 王凤琴. 高浓稀释啤酒生产工艺实践. 酿酒科技,1997 , (3)8 Bothwich A ,Stewart G G,Jones H L. Very High Gavity Fermentations with Ale and Lager yeast Strains. Jowral of The Institute of Brewings ,1998 ,104[ 4 ] :2399 KIFO3High gravity wort production.3Su ,World Patents Index Gazetle ,1331 - 885 - A. 1987. 08. 2310 王涌铠生产啤酒用浓缩麦芽糖浆的制造方法. 中国,中国专利文摘,CN1173539A. 1998. 02. 18。