高浓啤酒稀释配比系统课程设计
- 格式:doc
- 大小:182.50 KB
- 文档页数:21

姜甜",#,董建军$ ,单连菊$ ,郑飞云",#,李崎",#,!,顾国贤#(!"江南大学教育部工业生物技术重点实验室,江苏无锡#!$!##;#"江南大学生物工程学院酿酒科学与工程研究室,江苏无锡#!$!##;%"青岛啤酒股份有限公司科研中心,山东青岛#&&!’!)摘要:醇水饮料中易于形成各种氢键,)*+ 适合于啤酒体系氢键的研究。
乙醇浓度在&’,左右时,羟基质子化学位移最大,啤酒中羟基质子化学位移在$"-.&/$".%0112之间变化。
啤酒体系中除乙醇外的其它物质对羟基质子化学位移有3#%,/$’,左右的影响,即会减弱醇水氢键的缔合。
相同原麦汁度的原浓酿造酒比稀释酒的羟基质子化学位移偏高,且随着稀释率的增加,羟基质子化学位移逐渐减小。
啤酒水化阶段氢键缔合作用经历平衡—增强—平衡—增强—极点—减弱—平衡的变化过程,水化!$4左右达到极点。
关键词:啤酒,氢键,!53 )*+,乙醇3 水%&’()*&+*,’-./-/012.34 50*6.&/ 7.()3.,&,&-470,/*& 5,&7.&/!"#$%&’()!,#,*+$%!’()3 ,-)%,./#$0’()3 ,-%,1/2$%34’3 5-)!,#,0" 6’!,#,!,%7%-83 9’()#(!"647879:;<=>;?=>9=@A B CD E?>F;G H F=?7I4B=G=J9,*F B F E?>9=@K CD I;?F=B,L F;B J B;B M B F N7>EF?9,O DP F#!$!##,Q4F B;;#":;<=@H>7R F B J S I F7B I7;B C67I4B=G=J9,S I4==G=@H F=?7I4B=G=J9,L F;B J B;B M B F N7>EF?9,O DP F#!$!##,Q4F B;;%"+T U Q7B?7>,6EF B J?;=H>7R7>9Q=",:6U,V F B J C;=#&&!’!,Q4F B;)859301+3:!"# "$%&’(#)*’)%+)(+,-&’)# .’*# /’&0#%+)12.#&3 #."2)’3*#4#&2(# 2)%+, 2%2-. .’*# %#.#5.#%*$ ."# 678"!"# 0’,. "$%&’9$3-&’.’) 5"#0+523,"+/. 2--#2&#% 2. &’:’/ #."2)’3 5’)5#).&2.+’),."# &2)(# ’/ 5"#0+523 ,"+/. +)*##&,$,.#012,$"-.&/ $".%0--0"!"# ,;*,.2)5# ."2. 02)$1#2<#)12.#& 3 #."2)’3 2,,’5+2.+’)+) 3#%:/$’: 2//#5.+’) #95#-. #."2)’3+)*##&"!"# 5"#0+523,"+/. ’/ ’&%+)2&$*+)(12,"+("#& ."2) ."# %+3;.+’) *+)(*##& 2. ."# ,20# ’&+(+)231’&. %#(&##"!"# "$%&’9$3-&’.’)5"#0+523,"+/. 12,(&2%;233$%#(&#,,+’) 23’)( 1+." ."# +)5,# ’/ %+3;.+’)&2.+’"!"# "$%&’(#)*’)%+)(2,,’5+2.+’) 5’0# ."&’;(" ."# 5’;&,# ’/ *232)5#3 #)"2)5# 3 *232)5#3 #)"2)5#3 .’-3 1#2<#)3 *232)5# %;&+)( ."# "$%&2.#%’/ *##&2)% 25"+#4# ."# .’- 2. !$"":*46,079:*##&;"$%&’(#)*’)%+)(;!=3 678;12.#&3 #."2)’3中图分类号:6S#&#"0文献标识码:W文章编号:!’’#3’%’&(#’’.)’%3’!$%3’$目前,人们主要利用传统的检测方法测定啤酒等酒精饮料的各项指标,但随着仪器分辨率和灵敏度的提高,波谱分析手段被广泛用来研究溶液分子层次上的结构、溶液宏观性质与组成的关系,在研究缔合溶液时显示出特有的优势[!]。
现代计量测试1997年第6期高浓度啤酒稀释混合配比自动控制系统高小询 宁大愚(中国计量科学研究院,北京 100013)摘要:高浓度啤酒稀释混合配比自动控制系统是啤酒稀释的关键技术之一。
本文介绍了该系统的系统组成、控制算法以及配比计算和容积补偿。
本系统投入少、产出多、可靠性高,目前已被国内数十家啤酒厂所采用,取得了良好的经济效益。
高浓度啤酒稀释技术,顾名思义就是酿制高浓度的啤酒原汁后,兑入适量的脱氧水,控制其中的麦芽糖含量,使其达到国家标准。
90年代初以来,我国的啤酒产量大幅度地提高,由于这项技术投入少、产出多、能迅速提高啤酒产量,有效调节淡旺季供需矛盾,因而得到广泛应用。
目前,国内已有数十家啤酒厂使用了该项技术,获得了良好的经济效益。
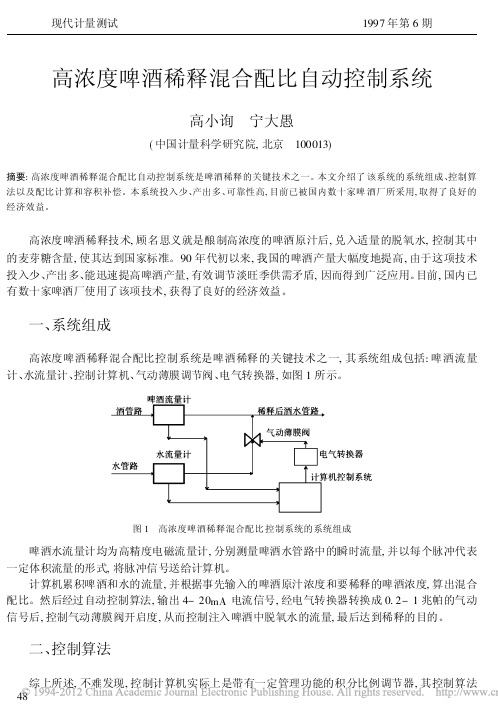
一、系统组成高浓度啤酒稀释混合配比控制系统是啤酒稀释的关键技术之一,其系统组成包括:啤酒流量计、水流量计、控制计算机、气动薄膜调节阀、电气转换器,如图1所示。
图1 高浓度啤酒稀释混合配比控制系统的系统组成啤酒水流量计均为高精度电磁流量计,分别测量啤酒水管路中的瞬时流量,并以每个脉冲代表一定体积流量的形式,将脉冲信号送给计算机。
计算机累积啤酒和水的流量,并根据事先输入的啤酒原汁浓度和要稀释的啤酒浓度,算出混合配比。
然后经过自动控制算法,输出4-20mA电流信号,经电气转换器转换成0.2-1兆帕的气动信号后,控制气动薄膜阀开启度,从而控制注入啤酒中脱氧水的流量,最后达到稀释的目的。
二、控制算法综上所述,不难发现,控制计算机实际上是带有一定管理功能的积分比例调节器,其控制算法48是带有容积补偿的位置式比例积分算法。
根据自动控制原理连续式PI算法为:u(t)=k p[e(t)+1T∫te( )d ](1)式中:e(t)——控制器输入信号,一般为输入信号与反馈信号之差;u(t)——控制器输出信号; k p——控制器放大系数;T i——控制器积分时间常数。
使用计算机时必须将其离散化,用差分方程代替微分方程:u(k)=k p[e(k)+TT iki=0e(i)](2)其中,T为采样周期。

[标签:标题]啤酒糖化发酵工艺设备课程设计说明书作者:学号:院系:生物与轻化工程专业:题目:云南省XX市年产13.5万吨12°浅色啤酒厂糖化发酵工艺设备设计重点设备——糖化锅指导教师:2015年11月吉林摘要本设计为13.5万吨12°浅色啤酒糖化发酵工艺设备设计,对于啤酒工厂选址和设备的选择、尺寸计算,啤酒生产的原料选择、原料发酵、生产工艺流程以及所需物料衡算等一系列有关啤酒问题做出了全面而仔细的解释。
发酵原料为主要为麦芽和玉米,采用锥型罐一罐法下面酵母发酵,选厂地点为云南省曲靖市沾益县.设计目的在于指导云南省曲靖市沾益县啤酒厂的发酵过程,以合理的发酵方法高效的生产出产品质量合格的啤酒。
关键词:啤酒;工业;麦芽;玉米;糖化锅AbstractThe design for the 135,000 tons of 12 ° light beer saccharification and fermentation process equipment design, facility location and equipment for beer selection, dimensioning, fermentation of beer production raw materials, raw materials, production process and material balance required a series of beer made in full and careful interpretation. Fermentation raw materials primarily for malt, and corn, with Conic tank a tank bottom Yeast fermentation, plant location for zhanyi County, Qujing city, Yunnan province, China. zhanyi County, Qujing city, Yunnan province, is designed to guide the brewery's fermentation process at reasonable efficient fermentation method to produce quality beers.Key words:beer;Industry malt;Corn;Glycosylated pot目录摘要..................................................................... Abstract . (II)第1章绪论 01.1 酒的定义 01.2 啤酒的分类 01.3 世界啤酒生产概况 (1)1.4我国啤酒工业概况 (2)1.5 啤酒在国民经济中的地位 (2)1.6 发展方向 (2)第2章设计概论 (4)2.1 课程设计指导思想 (4)2.2 厂址选择及结果 (4)2.3 工艺流程说明 (4)2.3.1 啤酒的生产流程图 (4)2.3.2 工艺条件说明 (5)2.3.3 糖化 (6)2.3.4 发酵 (8)2.3.5 过滤 (8)2.3.6 煮沸与酒花添加 (9)2.3.7 麦汁的澄清与冷却 (9)2.3.8 发酵 (9)2.3.9 包装 (9)2.4 原料的来源和标准 (9)第3章车间平面布置及说明 (10)3.1 概述 (10)3.2 车间布置设计的原则 (11)3.3 车间布置设计的有关技术和参数 (12)3.3.1 有关技术 (12)3.3.2 有关参数 (13)3.4设备布置图 (13)参考文献 (15)结论 (16)第1章绪论1.1 酒的定义啤酒作为一种日常饮品,已经深入人们的生活当中,2002年我国啤酒产量超过美国,成为世界上啤酒生产以及消费量最大的国家,通过对我国啤酒行业的历史和发展状况分析,在介绍我国啤酒行业取得成绩的同时,剖析行业发展中的各种不容忽视的问题,并对我国啤酒行业的未来进一步发展提出对策[4]。
高浓度啤酒稀释水制冷装置的设计
周志荣
【期刊名称】《制冷》
【年(卷),期】1995(000)003
【总页数】3页(P85-87)
【作者】周志荣
【作者单位】无
【正文语种】中文
【中图分类】TS262.5
【相关文献】
1.高浓度啤酒稀释设备的使用 [J], 马西壮;赵胜明;高法全
2.啤酒高浓稀释水的制备及高浓稀释修饰技术 [J], 王振;周文生
3.基于PLC的高浓度啤酒稀释过程的控制 [J], 曹吉花;黄理军;李明
4.高浓度啤酒稀释水制冷装置的计算 [J], 周志荣
5.应用PLC实现高浓度啤酒稀释过程的全自动控制 [J], 程世军;周以琳
因版权原因,仅展示原文概要,查看原文内容请购买。
课程设计说明书课程名称:水污染控制工程班级: 13600501 姓名:薛娇指导教师:唐丽娜能源与水利学院摘要本设计为某啤酒废水处理设计。
啤酒废水水质的主要特点是含有大量的有机物,属高浓度有机废水,故其生化需氧量也较大。
我国啤酒产量在2002年首次超过美国,成为世界第一啤酒生产大国后,啤酒产量一直保持10%的年增长率向前发展,已连续十年成为世界第一啤酒生产大国[1]该啤酒废水处理厂的处理水量为4000m3/d,不考虑远期发展。
原污水中各项指指标为:BOD浓度为960mg/L,COD 浓度为1700mg/L,SS浓度为500mg/L。
要求处理后的排放水要严格达到国家二级排放标准,即:BOD≤30mg/L,COD≤100mg/L,SS≤70mg/L。
本文分析了啤酒生产中废水产生的环节,污染物及主要污染来源,并从好氧、厌氧生物处理两方面来考虑了废水治理工艺,可将废水COD由1700mg/L降至50~100mg/L,BOD从960mg/L降至20mg/L以下,SS由500mg/L降到70mg/L以下,出水符合标准。
本设计工艺流程为啤酒废水→格栅→污水提升泵房→调节池→UASB反应器→SBR池→污泥浓缩池→处理水该处理工艺具有结构紧凑简洁,运行控制灵活,抗冲击负荷,污泥量小等特点,实践表明该组合工艺处理性能可靠,投资少,运行管理简单的特点。
为啤酒工业废水处理提供了一条可行途径。
具有良好的经济效益、环境效益和社会效益。
关键词:啤酒废水处理;高浓度有机废水;UASB+SBR前言 (1)1 概述 (2)1.1 设计目的 (2)1.2 设计意义 (2)2 工艺流程 (4)2.1 工艺比较 (4)2.1.1 好氧处理工艺 (4)2.1.2 厌氧处理工艺 (6)2.1.3 厌氧-好氧组合工艺 (6)2.2 工艺选择 (8)2.3 处理工艺流程图 (9)3 设计方案计算书 (10)3.1 格栅的设计与计算 (10)3.1.1 格栅的作用 (10)3.1.2 参数选取 (10)3.1.3 设计计算 (10)3.2 集水池 (12)3.2.1 设计说明 (12)3.2.2 设计参数 (12)3.2.3 设计计算 (12)3.3 调节沉淀池 (13)3.3.1 设计参数 (13)3.2.2 设计计算 (13)3.4 UASB设计计算 (14)3.4.1 组成部分 (14)3.4.2 设计计算 (16)3.4.2.1 反应器所需容积及主要尺寸的确定 (16)3.4.2.2 三相分离器的设计 (17)3.4.2.4 排泥系统的设计 (18)3.4.2.5 出水系统的设计计算 (19)3.4.2.6 沼气收集系统设计计算 (20)3.4.2.7 UASB的其他设计考虑 (21)3.5 SBR反应池的设计计算 (22)3.5.1 SBR反应器的作用 (22)3.5.2 SBR技术的工作原理 (22)3.5.3 设计参数 (23)3.5.4 设计计算 (23)3.5.4.1 反应池有效容积 (23)3.5.4.2 确定单座反应池的尺寸 (24)3.5.4.3 污泥产量计算 (25)3.6 集泥井的设计计算 (25)3.6.1 设计说明 (25)3.6.2 设计泥量 (25)3.7 污泥浓缩池的设计计算 (26)3.7.1 设计说明 (26)3.7.2 设计泥量 (26)3.7.3 参数选取 (26)3.7.4 容积计算 (26)3.8 机械脱水间的设计计算 (28)3.8.1 设计说明 (28)3.8.2 设计参数 (29)3.8.3 参数选取 (29)3.8.4 设计计算 (29)4 结论 (31)参考文献 (32)前言随着我国经济的快速发展,人民生活水平的不断提高,人们对啤酒的需求量也愈来愈大,啤酒工业随之日益发展。
齐齐哈尔大学毕业设计摘要本设计为年产5万吨10°啤酒厂,采用的工艺为高浓度稀释工艺。
设计中对全厂的工艺流程进行了论证,并进行了物料衡算、水消耗、耗冷和耗热的衡算,并且对主要设备(发酵罐)进行了计算和选型。
设计中采用了连续浸渍湿法粉碎,复式浸出糖化工艺和高温发酵、高温后熟工艺。
发酵工段是设计的重点工段,对发酵工段的发酵罐绘制了总装配图,而且绘制了带控制点的工艺流程图,发酵工段的平面和立面图。
本设计采用高浓度稀释工艺,提高了糖化、发酵、贮酒以及啤酒澄清设备的利用率,适宜酿造淡爽类型的啤酒。
关键词:啤酒厂;高浓度稀释;发酵罐;工艺设计AbstractIt is the design of the beer factory which the annual output is 50,000 tons. The degrees of the beer is 10°.The process used in the design is High gravity brewing.The design process of the whole plant is demonstrated, and the material balance, water consumption, power consumption of cold and heat balance, and major equipment (formentor) are calculated and selected.Impregnation of wet grinding, double-leaching saccharification process and high temperature, high temperature after-ripening process are used in the design. Fermentation section is the important of section in the designe. The total assemblage ot the formentor and the flow diagram with control point ,and the fermentation section of the plane and elevation are drawn. The process used in the design is High gravity brewing. High gravity brewing can improve he saccharification, fermentation, wine storage equipment, as well as to clarify the utilization of beer, it is fit with light beer.Key words: Beer factory; High concentration of diluted; Formentor; Design目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 选题的依据、意义和理论或实际应用方面的价值 (1)1.2 国内外的研究现状 (1)1.3 课题研究的内容和方法 (1)1.4 高浓度稀释啤酒 (1)1.4.1 稀释率 (2)1.4.2 麦汁制备 (2)1.4.3 稀释用水 (3)1.4.4 二氧化碳置换法脱氧 (3)1.4.5 稀释啤酒的优缺点 (3)1.5 啤酒的分类 (4)1.6 中国啤酒工业的未来 (4)第二章啤酒工艺选择与论证 (6)2.1 啤酒酿造工艺流程 (6)2.2 酿造啤酒原料 (6)2.3 麦芽汁制备 (7)2.3.1 麦芽与谷物辅料的粉碎 (7)2.3.2 糖化 (8)2.3.3 麦汁的过滤 (10)2.3.4 麦汁的煮沸和酒花的添加 (10)2.3.5 麦汁的冷却及去除冷凝固物 (11)2.4 啤酒发酵 (11)2.4.1 啤酒发酵的基本理论 (11)2.4.2 高浓度稀释啤酒发酵 (11)2.4.3 发酵工艺曲线 (12)2.4.4 发酵工艺论证 (12)2.5 厂址选择的地点及条件 (12)2.5.1 地理位置 (12)2.5.2 气候 (12)2.5.3 地形 (13)2.5.4 水文 (13)2.5.5 交通运输 (13)第3章物料衡算 (14)3.1 糖化车间物料衡算 (14)3.1.1 工艺技术指标及基础数据 (14)3.1.2 100kg原料的物料衡算 (14)3.1.3 100L 啤酒的物料衡算 (15)3.2 糖化车间的热量衡算 (17)3.2.1 糖化用水耗热量 (17)3.2.2 米醪煮沸耗热量 (17)3.2.3 混合醪升温至75℃的耗热量Q3 (18)3.2.4 洗糟水耗热量Q4 (19)3.2.5 麦汁煮沸过程耗热量Q5 (19)3.2.6 糖化一次总耗热量Q总 (19)3.2.7 糖化一次耗用蒸汽量 (19)3.2.8 每小时最大蒸汽耗量 (20)3.2.9 蒸汽单耗 (20)3.3 发酵车间的水耗量计算 (20)3.3.1 糖化用水 (20)3.3.2 洗槽用水 (20)3.3.3 糖化室洗刷用水 (20)3.3.4 回旋沉淀槽洗涮用水 (21)3.3.5 薄板冷却器冷却用水 (21)3.3.6 麦汁冷却器冲刷用水 (21)3.3.7 过滤机用水 (21)3.3.8 洗瓶机用水 (21)3.3.9 稀释用水 (21)3.4 发酵车间的耗冷量衡算 (21)3.4.1 发酵工艺流程 (21)3.4.2 工艺技术指标及基础数据 (21)3.4.3 工艺耗冷量Q t (22)3.4.4 酵母培养耗冷量 (23)3.4.5 发酵车间工艺耗冷量Q t (23)3.4.6 非工艺耗冷量Q nt (23)3.4.7 发酵车间冷量衡算表......................... 错误!未定义书签。
调制啤酒活动课程设计一、课程目标知识目标:1. 学生能够理解并掌握啤酒调制的基本科学原理,包括发酵过程、酵母种类及作用。
2. 学生能够描述不同种类啤酒的特点及其制作原料。
3. 学生能够掌握啤酒调制过程中涉及的关键步骤和参数控制。
技能目标:1. 学生能够运用所学知识独立完成一次简单的啤酒调制实验,展示实验操作能力。
2. 学生能够通过对比分析,评价并优化自己的调制过程,提高实验技能。
3. 学生能够运用信息科技手段,收集、整理并分析啤酒调制相关资料,提升信息处理能力。
情感态度价值观目标:1. 学生培养对生物发酵技术的兴趣,激发探索食品科学的热情。
2. 学生通过实践活动,认识到科学知识在实际生活中的应用价值,增强学以致用的意识。
3. 学生在小组合作中,培养团队协作精神,学会相互尊重、支持和鼓励。
分析:本课程为初中生物实践活动,结合学生的年龄特点和已有知识,通过调制啤酒这一实践活动,使学生在动手操作的过程中掌握生物发酵技术的基本原理和方法,提高学生的实验技能和科学素养。
课程目标旨在引导学生将理论知识与实际应用相结合,培养探究精神和团队合作能力,同时增强学生对生物学科的兴趣和认识。
通过具体、可衡量的学习成果,教师可对教学过程进行有效设计和评估。
二、教学内容1. 引入新课:通过讨论日常生活中的发酵现象,导入发酵技术在食品制作中的应用,特别是啤酒的酿造过程。
教材章节:《生物》七年级下册第四章“发酵技术”。
2. 理论知识学习:- 发酵技术的定义、原理和应用。
- 啤酒酿造的基本过程、原料和酵母种类。
- 啤酒分类及各类啤酒的特点。
教材章节:《生物》七年级下册第四章第2节“发酵技术在食品制作中的应用”。
3. 实践活动设计:- 学生分组设计并实施啤酒调制实验。
- 实验步骤包括:原料准备、糖化过程、发酵过程、澄清过滤、装瓶等。
- 教师指导学生记录实验过程和观察结果。
4. 教学进度安排:- 第1课时:导入新课,学习发酵技术基本原理和啤酒酿造过程。
湖南文理学院课程设计报告课程名称:嵌入式系统课程设计专业班级:通信工程10102班学号25 学生姓名:王昊东指导教师:邵湘怡完成时间:2013年7 月 1 日报告成绩:湖南文理学院制嵌入式控制器在啤酒稀释配比中的应用研究一、设计要求针对高浓啤酒稀释水处理系统的功能,用PhiliPs公司生产的基于ARM核芯片LPC2214作为主控制器,加上相应的接口电路,如LCD、触摸屏、川D、GPIO、PwM等,实现了系统的监控功能。
二、设计作用与目的高浓度啤酒稀释技术就是在糖化生产高浓度麦汁,经过发酵和后酵贮藏,在啤酒灌装前加入适量脱氧水控制其麦芽糖含量,使之达到希望的原麦汁浓度和酒精含量。
从投资规模、经济效益和质量的可靠性来看,在低浓度啤酒的生中,稀释技术显示出极大的优势。
近年来,我国已有一些厂家从国外引进了高浓度啤酒稀释系统,每套系统投资都在百万元人民币以上,投资高。
采用两级计算机(上位机为工业控制计算机IPC,下位机为可编程控制器PLC)开发研制了高浓啤酒稀释监控系统,使其设备投资得以减少,提高了高浓度啤酒稀释配比系统的性能,然而由工业控制计算机和可编程控制器组成的两级计算机控制系统造价仍然较高,难以在一些中小型啤酒生产厂家推广,采用基于ARM核的嵌入式控制器LPC2214代替两级计算机系统实现高浓啤酒的配比控制及其监视等功能。
三、所用设备及软件采用Philips公司生产的基于ARM核芯片LPC2214作为高浓度啤酒稀释混合配比智能控制系统的主控制器等设备,软件部分包括c++、图像采集软件、java。
四、系统设计方案4.1系统的基本结构图-1 系统总体原理图高浓度啤酒稀释配比系统由嵌入式控制器LPC2214加上相应的接口电路组成,实现系统中各种参数的检测、信息处理、系统参数设定以及控制和监视功能。
系统共有8路模拟量输入,分别为原酒流量V1、脱氧水流量V2、平衡罐温度T1、热交换器温度T2、平衡罐液位Y、缓冲罐压力 P、稀释水PH值、稀释水含氧量。
这些模拟量输入信号由相应的传感器检测后由嵌入式控制器LPC2214内嵌O2的A/D转换器采集。
系统只有一路模拟量输出,该输出通过变频器控制混合泵的转速控制配比系统的水流,进而控制混合啤酒的浓度。
由于嵌入式控制器LPC2214内核没有D/A转换器,因此其由嵌入式控制器LPC2214内嵌的PWM输出再经滤波后实现。
系统共有10路开关量输入信号,分别为残氧浓度超标K1、流量开关K2、平衡罐进水阀K3、平衡罐出水阀K4、真空泵状态K5、冷却阀K6、原水泵状态K7、回流泵状态K8、出水泵状态K9、泵操作选择开关状态K10等。
系统共有5路开关量输出信号,分别为混合泵变频器启停信号Q1、真空泵起停信号12、回流电磁阀开关信号Q3、出水电磁阀开关信号Q4以及冷媒电磁阀开关信号Q5等。
这些开关量输入信号的采集和开关量输出信号的控制均由嵌入式控制器LPC2214自身的开关量GPIO通道加上相应的光电耦合器等来完成。
五、系统硬件设计5.1 主控制器(1)概述主控制器LPC2214是基于一个支持实时仿真和跟踪的32位ARM7TDMI-STM CPU微控制器,并带有256 k字节(kB)嵌入的高速Flash存储器。
128位宽度的存储器接口和独特的加速结构使32位代码能够在最大时钟速率下运行。
对代码规模有严格控制的应用可使用16位Thumb模式将代码规模降低超过30%,而性能的损失却很小。
由于LPC2214有较小的144脚封装、极低的功耗,并且具有:多个串行接口,2个16C550 I业标准UART、高速IZC接口(400 kHz), 2个SPI接口;8路10位A/D转换器,转换时间可低至2.44us;2个32位定时器(带4路捕获和4路比较通道);PWM单元((6路输出):实时时钟和看门狗;112个通用I/O口(可承受5V电压);2个低功耗模式,空闲和掉电;片上集成高速闪存。
使它们特别适用于工业控制、医疗系统、访问控制和POS机。
由于内置了宽范围的串行通信接口,它们也非常适合于通信网关、协议转换器、嵌入式软modern以及其它各种类型的应用。
(2)主控制器结构LPC2214包含一个支持仿真的ARM7TDMI-S CPU、与片内存储器控制器接口的ARM7局部总线、与中断控制器接口的AMBA (Advanced Microcontroller BusArchitecture,先进的微控制器总线体系结构)高性能总线AHB(AdvancedHigh-performance Bus)和连接片内外设功能的VLSI外设总线(VPB (AdvancePeripheral Bus),ARM AMBA总线的兼容。
LPC2214将ARM7TDMI-S 配置为小端(little-endian)字节顺序。
AHB外设分配了2M字节的地址范围,它位于4G字节ARM存储器空间的最顶端。
每个AHB外设都分配了16k字节的地址空间。
LPC2214的外设功能(中断控制器除外)都连接到VPB总线。
AHB到VPB的桥将VPB总线与AHB总线相连。
VPB外设也分配了2M字节的地址范围,从3.5GB地址点开始。
每个VPB外设在VPB地址空间内都分配了16k字节地址空间。
5.2 LCD本系统选用深圳耀宇公司生产的图形点阵液晶显示模块YM240128,模块内的控制器为T6963C,显示屏点阵为240×128点,可显示汉字和图形,内置8192个中文汉字(16×16点阵),128个字符(8×16点阵)和64×256点阵显示RAM。
5.3键盘部分由于采用了液晶显示技术,其强大的显示功能使得菜单技术的应用成为可能,这样只需要几个较少的按键便可实现复杂的操作。
本系统设计有7个按键,它们分别是复位键、上、下、左、右、确定、取消键。
复位键直接用于复位两个CPU。
5.4 GPIO-开关量输入输出检测与控制作为GPIO接口,这112个通用I/O口大部分还有其他功能。
当用作GPIO 接口时,这些管脚的其他功能不可用。
其由PINSEL0寄存器控制选择使用功能。
图-2 开关量输入输出接口电路这112 个通用 I/O 口具有单个位的方向控制、输出置位和清零可单独控制等性I/O 在复位后的默认状态都为输入。
本系统使用了15路开关量,其中P0.9、P0.10 、P0.12、P0.14、P0.15、P0.16、P0.17、P0.18、P0.24、P0.25,10个端口被作为输入,其对应输入的开关量信号分别为:残氧量浓度超标K1、流量开关K2、平衡罐进水阀K3、平衡罐出水阀K4、真空泵冷却K5、冷却阀K6、原水泵K7、回流泵状态K8、出水泵状态K9、泵操作选择开关K10。
另有5个端口P0.8、P0.13、P0.19、P0.20、P0.23,作为输出。
对应的输出控制信号分别为:混合泵变频器起停信号Q1、真空泵起停信号Q2、回流电磁阀开关信号Q3、出水电磁阀开关信号Q4和冷却媒电磁阀开关信号Q5。
开关量输入输出接口电路如上图3-1所示。
5.5 A/D转换器LPC2214包含一个带8路输入的10 位逐次逼近模-数转换器。
测量范围为:0~3V、每秒可执行 400,000 次 10 位采样,具有单路或多路输入的突发转换模式、根据输入脚的跳变或定时器匹配信号执行转换等特性。
A/D 转换器的基本时钟由 VPB 时钟提供。
可编程分频器可将时钟调整至逐步逼近转换所需的 4.5MHz(最大)。
10 位精度要求的转换需要 11 个A/D转换时钟。
PWM定时器由于芯片LPC2214没有自带的D/A输出。
而本系统需要输出一路模拟信号控制变频器的频率进而控制混合泵,达到控制水流量从而实现啤酒配的功能。
在此使用LPC2214自带的PWM通过滤波后输出模拟量实现上述功能。
本系统中,芯片LPC2214的8路A/D口连接的模拟量信号如图3-2所示。
5.6 传感器热交换器缓冲罐稀释O图-3传感器与主控制器连接示意图本系统检测的物理量主要有流量、压力、温度、液位、含氧量浓度等。
流量传感器检测原酒流量和水流量。
温度传感采用温度范围为 —50~+150℃的热电偶检测,处理后加在LPC2214A/D 转换器上。
缓冲罐压力和平衡罐液位需要用到压力传感器。
液位传感器来实时测量平衡罐液位和缓冲罐液位。
六、系统软件设计6.1浓啤酒稀释水处理配比系统模糊控制算法高浓啤酒稀释配比系统的控制部分由一个两个输入、一个输出的二维形式模糊控制器组成。
用于水流量的控制,模糊控制器的两个输入分别为e 和Δe ,e=V *2—V 2,为水流量的给定值与水流量反馈值的误差,Δe=e n -e n -1,为误差的变化率。
高浓啤酒稀释配比系统模糊控制结构如图4-2所示。
啤酒稀释水处理配比系统模糊控制器的设计: 模糊控制器的作用就是使配比系统按照希望的水流量进行配比控制。
按系统要求,模糊控制器的两个输入分别为:e (n )=V *2(n )— V 2(n ) e (n )=V *2(n )— V 2(n ) 式中:V *2(n )—水流量的给定值(由原酒流量、浓度和希望配制的混合酒浓度计算得到);V 2(n ) —水流量的实际值(或反馈值,由水流量传感器测得); e (n )—水流量误差; ∆e (n )—水流量误差变化率。
模糊控制器的输出采用速度式,其输出为:)1()()(--=∆n z n z n z式中:∆z (n )为控制量z (n )的变化率。
e 和∆e 的模糊集取为{NB NS ZE PS PB } z 的模糊集取为{NB NM NS ZE PS PM PB } 上述模糊集各量的含义分别为:NB –– Negative Big (负大); NM –– Negative Medium (负中); NS –– Negative Small (负小); ZE ––Zero (零);PS ––Positive Small (正小); PM ––PositiveMedium (正中); PB –– Positive Big (正大)。
e 和∆e 的论域取为 {-3,-2,–1,0,+1,+2,+3 }∆z 的论域取为 {–5,–4,–3,–2,–1,0,+1,+2,+3,+4,+5,} e 、∆e 和∆z 的隶属函数均取三角形,e 和∆e 的隶属函数如图4-3a 所示,∆z 的隶属函数如图4所示。
从道理上讲,增加论域中的元素个数,即把等级细分,可提高控制精度,但相应要增大计算量,因此,把等级分得过细,对模糊控制显得必要性不大,所以,e 和∆e 的论域取七个元素。
模糊控制器1的输出∆z (n )的论域取13个元素。
根据对啤酒稀释过程中各个变量之间的数量关系和操作经验制定出了模糊控制规则,得到的模糊控制规则如下表所示。