第七讲切槽循环G75分解
- 格式:ppt
- 大小:431.50 KB
- 文档页数:9
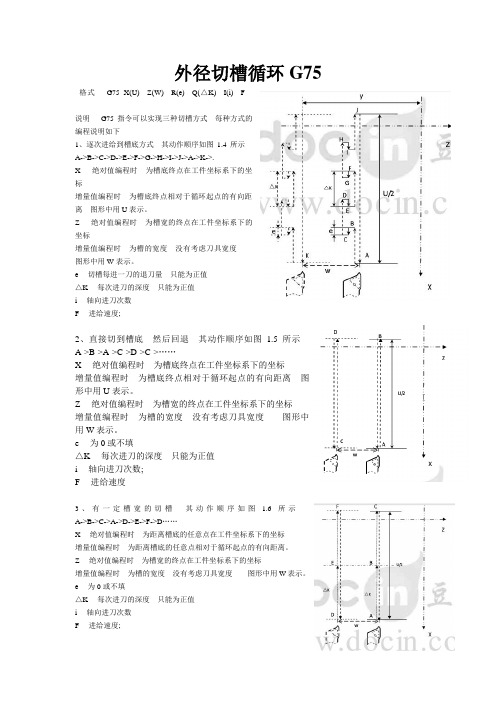
径向切槽多重循环G75指令格式:G75 R(e);G75 X(U)Z(W)P(Δi)Q(Δk)R(Δd)F;指令意义:轴向(Z 轴)进刀循环复合径向断续切削循环:从起点径向(X 轴)进给、回退、再进给……直至切削到与切削终点X 轴坐标相同的位置,然后轴向退刀、径向回退至与起点X 轴坐标相同的位置,完成一次径向切削循环;轴向再次进刀后,进行下一次径向切削循环;切削到切削终点后,返回起点(G75 的起点和终点相同),径向切槽复合循环完成。
G75 的轴向进刀和径向进刀方向由切削终点X(U)Z(W)与起点的相对位置决定,此指令用于加工径向环形槽或圆柱面,径向断续切削起到断屑、及时排屑的作用。
相关定义:径向切削循环起点:每次径向切削循环开始径向进刀的位置,表示为An(n=1,2,3……),An 的X 轴坐标与起点A 相同,An 与An-1 的Z 轴坐标的差值为Δk。
第一次径向切削循环起点A1 与起点A 为同一点,最后一次径向切削循环起点(表示为Af)的Z 轴坐标与切削终点相同。
径向进刀终点:每次径向切削循环径向进刀的终点位置,表示为Bn(n=1,2,3……),Bn 的X 轴坐标与切削终点相同,Bn 的Z 轴坐标与An 相同,最后一次径向进刀终点(表示为Bf)与切削终点为同一点;轴向退刀终点:每次径向切削循环到达径向进刀终点后,轴向退刀(退刀量为Δd)的终点位置,表示为Cn(n=1,2,3……),Cn 的X 轴坐标与切削终点相同,Cn 与An X 轴坐标的差值为Δd;径向切削循环终点:从轴向退刀终点径向退刀的终点位置,表示为Dn(n=1,2,3……),Dn 的X 轴坐标与起点相同,Dn 的Z 轴坐标与Cn 相同(与An Z 轴坐标的差值为Δd);切削终点:X(U)Z(W)指定的位置,最后一次径向进刀终点Bf。
R(e):每次径向(X 轴)进刀后的径向退刀量(单位:mm),无符号。
R(e)执行后指令值保持有效,并把系统参数NO.056 的值修改为e×1000(单位:0.001 mm)。

数控编程及操作2.2径向切槽循环G75编程及仿真加工教学目标知识目标:1、记住G75指令格式并会描述其运动轨迹1、学会正确用G75指令编写槽的加工程序能力目标:2、能正确正确用G75指令编写槽的加工程序2、能熟练使用仿真软件进行槽的加工情感态度价值观:培养学生安全文明生产的态度及严谨细致的工作作风。
教学重点:根据图纸,用G75指令编写槽的加工程序教学难点:G75指令运动轨迹及编程方法教学方法:讲授、演示、练习教学准备:课件、视频、数控加工仿真软件教学时间:1课时教学过程一、导入(一)复习提问:1、切槽的概念?2、槽的分类?3、切槽刀的刀位点?4、外沟槽窄槽的加工程序编制?回答:1、切槽所有的刀具切削中,包括金属的以及非金属类的,工件回转或者刀具回转,使用槽型工具,在工件上,切出沟槽,统称为切槽。
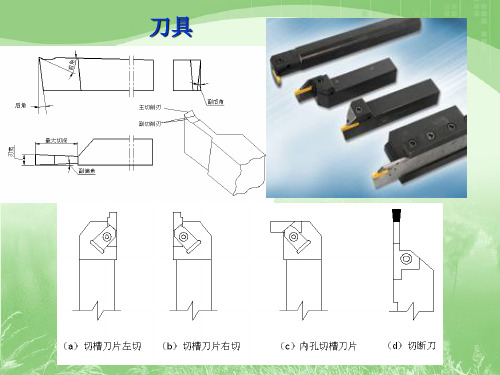
2、槽的分类(1)按作用分:退刀槽、储油槽、密封槽(2)按轴上位置分:外沟槽、内沟槽、端面槽(3)按形状分:窄槽、宽槽3、切槽刀刀位点:左刀尖4、外沟槽窄槽的加工程序编制?O1;(刀宽4mm)G97 G99 G21 G40;T0101G0 X100.0 Z1000.0;M03 S400;G0 Z-19.0;X32.0;G01 X26.0 F0.05;G04 X1;G01 X32.0 F0.2;G0 X100.0;Z100.0;M30;总结:用G01指令切槽一般要写四句指令,刀具准备到位——切削槽——槽底停留——退刀。
(二)新课导入从窄槽加工引出外沟槽宽槽的程序如何编制?观看用G01 加工宽槽的视频,提出用G01 加工比较麻烦,那该如何简化编程呢?这就是今天我们要学习的径向切槽循环G75编程及仿真加工。
二、新课导学(一)观看仿真操作过程,提出问题,小组讨论仿真软件演示G75指令的加工过程,同学们观察并思考在运动过程中会用到那些参数或坐标来实现切槽加工?仿真演示时用通俗的语言描述运动过程。
首先刀具快速靠近工件,开始加工切一些,退一些,再切一些,再退一些,直到槽底的直径,然后推出工件外面,Z向移动刀具,重复之前的过程切削,切削完成后退刀,移刀,直到切削到槽Z向终点处,退刀,退回到刀具的起始位置。
外径切槽固定循环G75G75是外径切槽循环指令,G75指令与G74指令动作类似,只是切削方向旋转90°,这种循环可用于端面断续切削,如果将Z(W)和KD省略,则X轴的动作可用于外径沟槽的断续切削。
其动作如图a所示。
G75指令格式为:G75 R;G75 X(U) Z(W) PQ F;X:B点X坐标;U:A→B增量值;Z:C点的z坐标;W:A→C的增量值;P:x方向的移动量;Q:z方向的切削量,如图中K;R:切削到终点时的退刀量;F:进给速度。
如下图所示为切刀路径:例:如图3.10所示内孔切槽刀4mm外圆切槽刀4mm% O1234G00 G97 G40 T0101; T0101外圆切槽到 刀宽4mmM03S160; M08;G00 X105.Z100. ; G00 Z35.; 定位到B 点G75 R0.5;G75 X80.Z14. P2000 Q3500 F0.1; 切槽从B 点开始到A 点 Z14包括4mm 刀宽 实际为Z10G00 X150.; G28 U0. W0.; M01 M09; M00;G00 G97 G40 T0202;T0202内孔切槽刀刀宽4mm M03S160;M08;G00 X38.Z100. ;G00 Z49.;Z49包括4mm刀宽实际为Z45 G75 R0.5;G75 X50.Z85. P2000 Q3500 F0.1;切槽从D点开始到E点G00 Z200.;G28 U0. W0.;M01 M09;M30;%[感谢您的阅览以及下载,关注我,每天更新]。