CPK 控制图分析 Excel_SPC 计算工具
- 格式:xls
- 大小:892.50 KB
- 文档页数:6

excel表格怎样用函数计算cpk值有时候我们需要对产品的相关特性数据进行分析,利用数据统计工具制作过程能力控制图,从而计算出CPK值,下面店铺给大家分享excel表格函数算出cpk值的方法,欢迎大家来到店铺学习。
excel表格函数算出cpk值的方法收集你所需要控制的特性的数据,并且输入到Excel当中,注意是要按列输入:excel表格用函数计算cpk值的方法图1打开Minitab软件,将Excel中的数据复制粘贴到Minitab中的表格中excel表格用函数计算cpk值的方法图2然后统计--质量工具--能力分析--正态excel表格用函数计算cpk值的方法图3然后就会弹出一个对话框。
点击第一个空格,然后双击左边列出的C1 152.324,这样你就把这组数据放到了第一个空格当中---这就是选择数据的过程。
然后子组大小输入5excel表格用函数计算cpk值的方法图4然后输入你这个特性所要求的规格上限和规格下限excel表格用函数计算cpk值的方法图5先别忙着点击确定,点击右上角有个选项按钮,会弹出另一个对话框,这个是设置图表参数的,目标就是你的特性的中心值,下面的6是默认的,代表利用6Sigma来运行图表,你也可以改成5或4试试excel表格用函数计算cpk值的方法图6好啦,依次点击确定,这样就得到了CPK图,所有的控制指标一目了然。
CPK PPM 标准差 CPM,扥等excel表格用函数计算cpk值的方法图7Excel如何快速格式化报表为了制作出美观的报表,需要对报表进行格式化。
有快捷方法,即自动套用Excel预设的表格样式。
方法是:选定操作区域,选取“格式”菜单中的“自动套用格式”命令,在格式列表框中选取一款你满意的格式样式,按“确定”按钮即可。
要注意的是,格式列表框下面有包括“数字”、“边框线”、“字体” 等6个“应用格式种类”选项,若某项前面的“x”不出现,则在套用表格样式时就不会用该项。
SPC CPK分析Excel版SPC和CPK是常见的统计过程控制方法,用于监控质量。
在生产过程中,可能会出现一些偏差或变异现象,这些现象可能会影响产品的质量,并导致许多问题。
因此,统计过程控制方法非常重要。
在这篇文章中,我们将介绍如何使用Excel来进行SPC和CPK分析。
一、SPC分析SPC分析是指对生产过程中所产生数据进行控制。
这个过程是基于过程监控数据和统计方法。
我们可以使用Excel来记录这些数据并应用SPC分析。
1.数据收集为了进行SPC分析,我们需要收集相关数据。
这些数据可能包括尺寸、重量、容量、颜色等方面。
我们需要记录这些数据并存储在Excel中。
2.数据处理在Excel中,我们可以使用各种函数和方法来处理数据。
我们可以使用Excel自带的平均函数,标准差函数和方差函数来计算这些数据的平均数、标准差和方差。
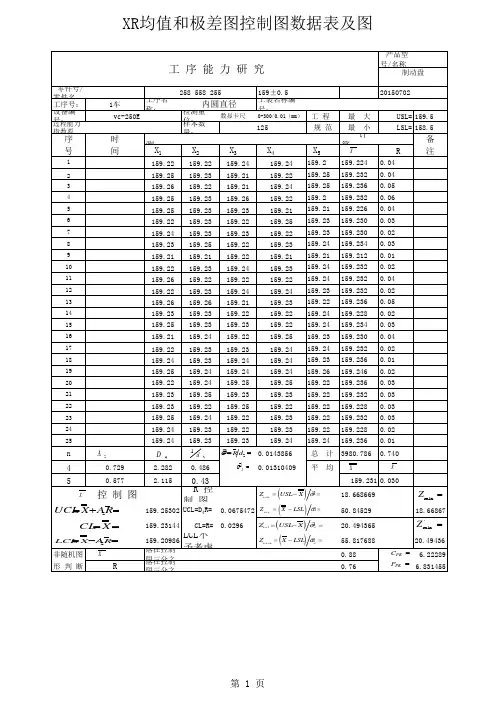
3.控制图当我们得到这些数据的平均值和标准差之后,我们可以使用Excel来制作控制图。
我们可以使用Excel的图表工具来制作x-bar控制图或范围控制图。
控制图可以很直观地显示出进程的稳定性,并帮助我们确定过程中是否存在不稳定事件。
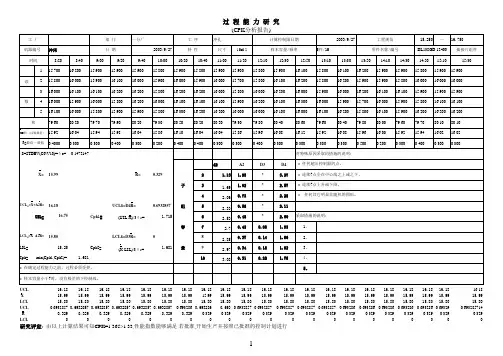
二、CPK分析CPK分析是一种用于确定过程能力的方法。
过程能力指的是过程可以生产符合规格要求的部件或产品的能力。
我们可以使用Excel进行CPK分析。
1.确定规格限制在做CPK分析之前,我们需要确定规格限制。
这些规格限制可能包括上限、下限、最大值和最小值等。
在Excel中,我们可以使用条件格式和相关函数来设置这些限制。
2.计算数据在Excel中,我们可以使用各种函数和方法来计算数据。
我们可以计算平均值、标准差和方差等。
我们还可以计算CPK值,这可以帮助我们判断过程是否存在问题。
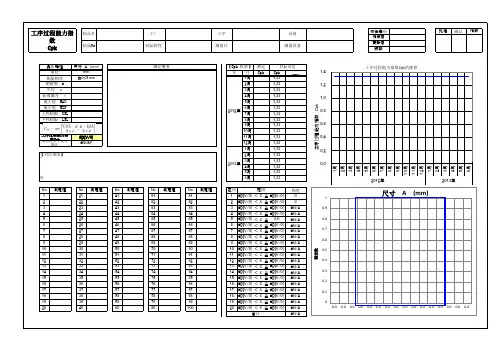
3.制作CPK图表当我们计算出CPK值之后,我们可以使用Excel来制作CPK图表。
这些图表可以很直观地显示出过程的能力,提供有关过程是否满足规格要求以及如何改进过程的有用信息。


简单CPCPK计算公式EXCELCP (Capability index) 和 CPK (Process Capability index) 是用于度量过程能力的指标。
它们用于衡量过程是否能够满足要求的规范限制。
以下是使用Excel计算CP和CPK的方法。
首先,我们需要收集一组数据,这些数据表示同一过程的多次测量结果。
这些数据可以代表产品尺寸、机器运行时间、生产速度等等。
在Excel中,将这些数据按照列的方式排列。
接下来,我们需要计算过程能力指标的各项参数。
以下是计算CP和CPK所需的参数:1. 过程平均值(Process Mean):平均值是一组数据的总和除以数据的数量。
在Excel中,使用AVERAGE函数可以轻松计算平均值。
假设我们的数据范围在A2:A11,平均值的公式为=AVERAGE(A2:A11)。
2. 过程标准差(Process Standard Deviation):标准差可以衡量数据组内部的离散程度,即数据点与平均值之间的差异。
在Excel中,使用STDEV函数可以计算标准差。
假设我们的数据范围在A2:A11,标准差的公式为=STDEV(A2:A11)。
3. 规范上下限(Specification Limit):规范上下限是根据产品或过程的要求设定的最大和最小可接受值。
假设规范上限为USL,规范下限为LSL。
4. 过程能力指标(Capability Index):过程能力指标是用来度量过程是否能够满足规范限制的指标。
CP表示过程能力,CPK表示过程能力指标。
计算公式如下:- CP = (USL - LSL) / (6 * Process Standard Deviation)- CPK = MIN[(USL - Process Mean) / (3 * Process Standard Deviation), (Process Mean - LSL) / (3 * Process Standard Deviation)]在Excel中,我们可以使用这些公式来计算CP和CPK。
在Excel表格中,CPK(即过程能力指数)是用来评估一个过程的稳定性和一致性的指标。
CPK值越高,表明该过程的成品质量越稳定,生产的产品质量也越高。
在实际工作中,我们经常需要使用Excel来计算CPK值,下面将介绍在Excel中计算CPK值时所使用的公式和注解。
一、CPK值的计算公式1. 标准CPK值的计算公式如下:CPK = min((USL - μ) / (3σ), (μ - LSL) / (3σ))其中,USL代表过程的上限规格,LSL代表过程的下限规格,μ代表过程的均值,σ代表过程的标准差。
2. CPK值的计算步骤:a. 我们需要计算出数据的均值μ和标准差σ。
b. 根据公式进行计算并得出CPK值。
二、在Excel中的CPK值计算方法在Excel中,我们可以通过使用一些函数来轻松地计算出CPK值。
下面是在Excel表格中计算CPK值的具体步骤和函数使用注解:1. 计算数据的均值和标准差在Excel中,我们可以使用AVERAGE函数来计算数据的均值,使用STDEV.S函数来计算数据的样本标准差。
具体的函数如下:- 均值的计算: =AVERAGE(A1:A100)- 标准差的计算: =STDEV.S(A1:A100)2. 使用函数计算CPK值在Excel中,我们可以使用MIN函数和IF函数来计算出CPK值。
具体的函数如下:=MIN((B1-C1)/(3*D1),(C1-A1)/(3*D1))其中,B1代表上限规格,C1代表均值,D1代表标准差,A1代表下限规格。
三、CPK值的解读和应用1. CPK值的范围一般来说,CPK值越大,说明该过程的稳定性和一致性越好。
根据一般标准,CPK值大于1.33表示过程能力良好,大于1.0表示过程能力可以接受,小于1.0则表示过程能力不足。
2. CPK值的应用在实际工作中,CPK值的计算可以帮助我们评估生产过程的稳定性和一致性,及时发现并解决生产中的质量问题,以提高产品的质量和生产效率。
CPK计算表格 - Excel简介CPK(Capability Process Index)是一种用于评估过程稳定性和能力的统计指标,广泛应用于制造业中。
CPK可以帮助我们判断过程是否在规格范围内,以及过程能否产生可接受的结果。
在Excel中,我们可以使用公式和函数来计算CPK值,以便对过程进行分析和改进。
本文档将介绍如何使用Excel创建CPK计算表格,并说明相应的计算过程。
准备数据首先,我们需要准备包含测量数据的Excel表格。
数据应该包括样本的测量值以及相应的规格上限和下限。
一个简单的示例数据如下:样本编号测量值规格上限规格下限1 4.0 6.0 2.02 5.0 6.0 2.03 4.5 6.0 2.04 5.5 6.0 2.05 4.2 6.0 2.0…………请注意,对于每个样本,我们需要输入测量值、规格上限和规格下限。
CPK计算公式CPK的计算基于样本的平均值和标准偏差。
具体而言,CPK可以通过以下公式来计算:CPK = min((平均值 - 规格下限) / (3 * 标准偏差), (规格上限 - 平均值) / (3 * 标准偏差))创建CPK计算表格在Excel中,我们可以使用一系列的函数和公式来计算CPK值。
下面是一个示例的CPK计算表格的创建过程。
1.首先,在Excel中创建一个新的工作表,并将测量数据放在适当的单元格中。
2.在表格中,创建以下列标题:样本编号、测量值、规格上限、规格下限、平均值、标准偏差和CPK。
3.在平均值一列中,使用以下公式计算每个样本的平均值:=AVERAGE(B2:D2)(假设B2:D2对应第一行的测量值)。
4.在标准偏差一列中,使用以下公式计算每个样本的标准偏差:=STDEV(B2:D2)。
5.在CPK一列中,使用以下公式计算每个样本的CPK值:=MIN(($E2-$G2)/(3*$F2), ($H2-$E2)/(3*$F2))(其中,E、G和H分别对应平均值、规格下限和规格上限所在的列)。