计数型控制图
- 格式:ppt
- 大小:293.00 KB
- 文档页数:20
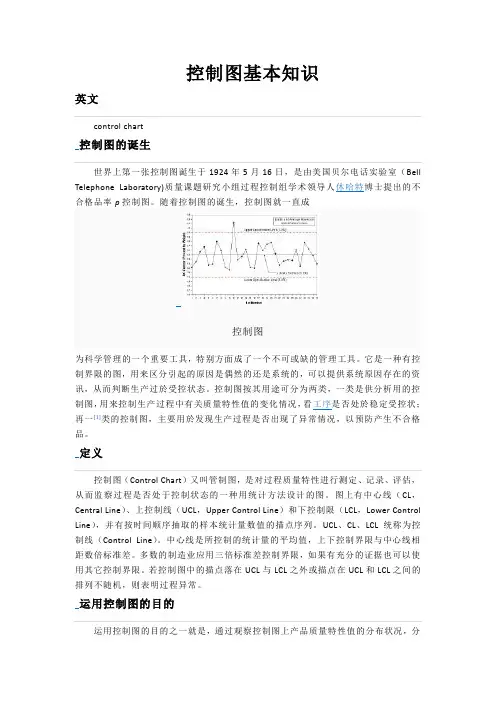
控制图基本知识英文control chart控制图的诞生世界上第一张控制图诞生于1924年5月16日,是由美国贝尔电话实验室(Bell Telephone Laboratory)质量课题研究小组过程控制组学术领导人休哈特博士提出的不合格品率p控制图。
随着控制图的诞生,控制图就一直成控制图为科学管理的一个重要工具,特别方面成了一个不可或缺的管理工具。
它是一种有控制界限的图,用来区分引起的原因是偶然的还是系统的,可以提供系统原因存在的资讯,从而判断生产过於受控状态。
控制图按其用途可分为两类,一类是供分析用的控制图,用来控制生产过程中有关质量特性值的变化情况,看工序是否处於稳定受控状;再一[1]类的控制图,主要用於发现生产过程是否出现了异常情况,以预防产生不合格品。
定义控制图(Control Chart)又叫管制图,是对过程质量特性进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
图上有中心线(CL,Central Line)、上控制线(UCL,Upper Control Line)和下控制限(LCL,Lower Control Line),并有按时间顺序抽取的样本统计量数值的描点序列。
UCL、CL、LCL统称为控制线(Control Line)。
中心线是所控制的统计量的平均值,上下控制界限与中心线相距数倍标准差。
多数的制造业应用三倍标准差控制界限,如果有充分的证据也可以使用其它控制界限。
若控制图中的描点落在UCL与LCL之外或描点在UCL和LCL之间的排列不随机,则表明过程异常。
运用控制图的目的运用控制图的目的之一就是,通过观察控制图上产品质量特性值的分布状况,分析和判断生产过程是否发生了异常,一旦发现异常就要及时采取必要的措施加以消除,使生产过程恢复稳定状态。
也可以应用控制图来使生产过程达到统计控制的状态。
产品质量特性值的分布是一种统计分布.因此,绘制控制图需要应用概率论的相关理论和知识。



【SPC 质量分析】盈飞无限SPC 质量分析图表都有哪些?关键词:SPC 质量分析导语:除了强大的统计分析功能和丰富的质量报告,盈飞无限ProFicient软件为用户提供300+种SPC 质量分析图表,助您“智绘”产品质量改进。
通过应用盈飞无限ProFicient软件,您能依照车间现场的独特制造环境灵活生成各种SPC 质量分析控制图。
通过对数据无限的挖掘、调度和组合,数据的可视化选择是无穷无尽的。
那么,盈飞无限SPC 质量分析图表都有哪些?下面我们就详细介绍:图示:盈飞无限SPC 质量分析图表都有哪些?盈飞无限SPC 质量分析图表有以下几类:一、计数型控制图盈飞无限ProFicient SPC软件支持传统的过程控制图及标准的过程控制图以满足用户对于传统/非传统的SPC使用需求。
P 图和NP图C图和U图按如下要素分组的组图测试零件过程PPT (每千分之不合格率)PPM (每百万分之不合格率)DPMO (每百万分之缺陷机会)DPTO (每千分之缺陷机会)EWMA (指数加权移动均值)移动均值CUSUM (累积和)CUSUM AQL标准化(短制程转化)二、计量型SPC 质量分析控制图盈飞无限ProFIcient SPC软件支持休哈特标准SPC 质量分析控制图,如:单值-移动极差图均值-极差图均值-标准差图软件也提供上述图表的演变图,例如,中位数图、移动均值图甚至预控制图,这些SPC 质量分析图表可以和极差图、标准差图或CV% 图组合使用。
为保证用户可以最大限度的灵活使用SPC 质量分析图表,上面的每一种SPC 质量分析图都可以不同的方式进行处理。
处理选项包括:偏离名义值偏离目标值偏离过程均值短制程标准化标准化(描点值为Z-值)可按如下要素分组的组图测试零件过程三、对比分析和图表管理在盈飞无限的关系型数据库中,凭借独特的数据关系,让软件中包含的多级帕累托图和多级箱线图为用户提供了成千上万中数据调查、对比、分析的方法。

计数型控制图分类及案例分析引言计数型控制图是一种常用的质量管理工具,用于监控和控制生产过程中的缺陷数量。
它可以帮助企业及时发现并解决生产过程中的质量问题,提高产品质量和生产效率。
本文将介绍计数型控制图的分类及其在实际生产中的应用案例分析。
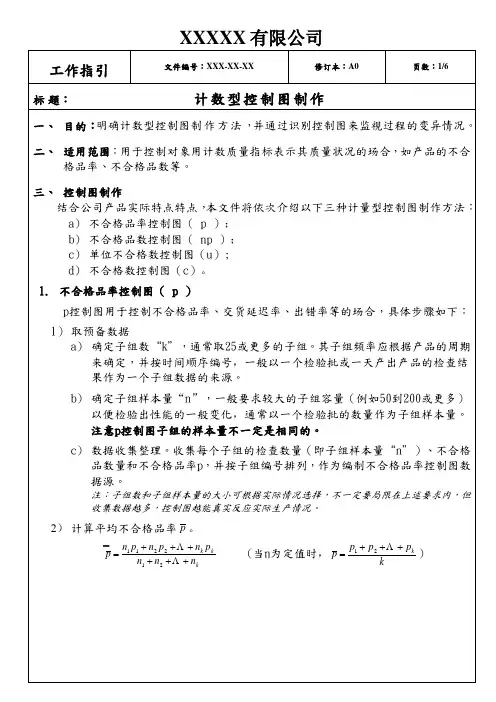
一、计数型控制图分类根据被测量的质量特征的性质,计数型控制图可分为以下几类:1. P型控制图P型控制图是用于监控不合格品(缺陷品)的百分比的控制图。
它适用于对质量特征进行二元分类的场景,如产品是否合格、工作过程是否按照要求进行等。
在P型控制图中,我们记录每次生产中不合格品(缺陷品)的数量,然后计算不合格品的百分比。
2. C型控制图C型控制图是用于监控单位产品中缺陷次数的控制图。
它适用于对质量特征进行可计数的场景,如产品中缺陷的数量、设备故障次数等。
在C型控制图中,我们按照一定的时间间隔或生产批次来统计缺陷的数量。
3. U型控制图U型控制图是用于监控单位产品中缺陷的平均数的控制图。
U型控制图是对C型控制图的升级,它考虑了单位产品的不同大小或不同生产周期中的缺陷数量的波动。
通过综合考虑缺陷数目和单位产品的差异,U型控制图可以更加准确地监控和控制生产过程中的质量问题。
二、案例分析在实际生产中,计数型控制图被广泛应用于各个行业。
下面以汽车行业为例,进行案例分析。
1. P型控制图应用案例:汽车生产线上的不合格率监控汽车生产过程中存在着许多环节,如果某个环节的不合格品率过高,将严重影响整体生产效率和产品质量。
因此,汽车生产企业常常利用P 型控制图来监控生产线上的不合格品率。
在该案例中,汽车生产企业每天按照一定的时间间隔对生产线上的车辆进行抽检,记录不合格品的数量,并计算当天的不合格品率。
通过绘制P型控制图,汽车生产企业可以及时发现生产线上的不良情况,并采取相应的措施进行改进,从而提高产品质量和生产效率。
2. C型控制图应用案例:汽车发动机缺陷次数监控汽车发动机是汽车的核心部件之一,其质量直接影响到整车的可靠性和性能。
控制图的基本知识介绍一、控制图的定义:1、控制图是用来表示一个过程特性的图象,图上标有根据此特性收集到的一些统计数据,和一条中心线及一条或两条控制线(或者说是由折线图及三条控制线所构成)。
2、分析和监控过程的工具,它有两个用途:一是用来判定一个过程是否一直受统计控制;二是帮助过程保持受控状态。
3、控制图是由美国贝尔试验室休哈特博士(Walter)在二十世纪二十年代发明,从此,美国及世界上其它国家广泛运用,特别是在日本得到了发展。
4、控制图是分类:计量型和计数型:✧计量型控制图是指所采用的数据是定量的数据,可直接测量并用来分析;✧计数型控制图指所用数据是可以用来记录和分析的定性数据,不可测量,通常以不合格或不合格的形式收集。
5、使用控制图所需了解的几个术语:1)过程:共同工作以产生输出的供方、生产者、人、设备、输入材料、方法和环境以及使用输出的顾客之集合。
2)变差:没有两件产品或特性是完全相同的,亦即过程的单个输出之间存在不可避免的差别,这种差别就称之谓变差;它分为两类:一类是普通原因引起的变差,即固有变差,用节来估计。
3)普通原因指的是造成随着时间的推移具有稳定的且可重复的分布过程中的许多变差的原因。
4)特殊原因指是造成不是始终作用于过程的变差,即当它们出现时将造成(整个)过程的分布改变。
5)受控:当过程仅存在普通原因引起的变差且不改变时,普通原因表现为一个稳定系统的偶然原因,过程的输出是可预测的,我们称之为“处于统计控制”、或有时简称为“受控”。
二、使用控制图:1、使用控制图来改进过程是一个重复的程序,多次重复收集、控制及分析几个基本步骤组成;1)按计划收集数据;2)利用数据可计算控制限;3)当过程受控时,控制限可用来解释过程能力;4)为了使过程在受控和能力的基础上得以改进,就必须识别变差的普通及特殊原因,并据此加以改进;5)当所有的特殊原因被消除后,过程在统计控制状态下运行,可继续使用控制图作为监控工具,也可计算过程能力。
SPC控制图选择的技巧SPC介绍:SPC统计过程控制(Statistical Process Control),简称SPC,是一种借助数理统计方法的过程控制工具。
在企业的质量控制中,可应用SPC对质量数据进行统计、分析从而区分出生产过程中产品质量的正常波动与异常波动,以便对过程的异常及时提出预警,提醒管理人员采取措施消除异常,恢复过程的稳定性,从而提高产品的质量。
SPC目的:SPC目的是建立并保持过程处于可接受的并且稳定的水平,以确保产品和服务符合规定的要求。
而要实现SPC的目的主要用到的工具手段就是控制图。
控制图主要是一个统计管理工具。
既然是统计那么就离不开数据,数据是统计技术的基础。
在SPC统计过程的,为不同的数据应用不同的控制图来统计。
那么SPC统计过程中的数据分为哪几种呢?首先数据主要分为两大类,一个是计量型数据,另一个是计数型数据。
计量型数据是指连续测量所得的质量特性值,如长度、重量、强度、化学成分、时间、电阻等。
计数型数据是指按个数数得的非连续性取值的质量特性值,如铸件的疵点数,统计抽样中的不合格判定数、审核中的不合格项数等可以用0、1、2、3、、、等阿拉伯数字数下去的数据。
其中计数型数据又可分为计件值与计点值,其中计件值是指是按件、按个、按项计数的数据。
例如:不合格品件数、温控器个数、质量检验项目等;计点值是指是指按缺陷点计数,例如:铸件的沙眼数、布匹上的疵点数、电路板上的焊接不良数等离散性数据。
控制图在众多现代化工厂中得到了普遍应用,并凭借其强大的分析功能,为工厂带来丰厚的实时收益。
最初的控制图分为计量型与计数型两大类,包含七种基本图表。
计量型控制图包括:• IX-MR(单值移动极差图)• Xbar-R(均值极差图)• Xbar-s(均值标准差图)计数型控制图包括:• P(用于可变样本量的不合格品率)• Np(用于固定样本量的不合格品数)• u(用于可变样本量的单位缺陷数)• c(用于固定样本量的缺陷数)控制图的介绍:虽然最初被引入企业的只有7种基本控制图,但很多企业仍从这7种图表的有效运用中获得显著收益。