P图-即控制图(计数型)
- 格式:xls
- 大小:134.00 KB
- 文档页数:1
SPC中的p、np、u、c图的区别这四个图只是不同应用场合的表现形式而已:P控制图用于控制对象为不合格品率或合格率等计数值质量指标的场合。
常见的不良率有不合格品率、废品率、交货延迟率、缺勤率、差错率等等。
P图是一种计数型控制图,它绘制的是每个样本的不合格品率。
每个分组样本可以有相同的样本量或者不相同的样本量。
此图通用性最强,在计数型控制图中用途最广。
P图一般需要较大的样本容量。
质量越好,那么要检测出过程失控就需要越大的分组样本。
(记录每天的焊点数和焊点的不良个数,焊点数为分组样品每天是可以不同的。
)nP控制图用于控制对象为不合格品数的场合。
由于计算不合格品率需要进行除法,比较麻烦,所以样本大小相同的情况下,用此图比较方便。
nP图是一种计数型控制图,它绘制的是每个分组样本中的不合格品数。
每个分组样本必须有相同的样本量或者各个样本量足够相似可以看作相等。
C控制图用于控制一部机器,一个部件一定的长度,一定的面积或任一定的单位中所出现的缺陷数目。
C图是一种计数型控制图,它绘制的是每个样本中的缺陷数(不符合性)。
当所有样本具有相同的样本量时,C 图便是一种很实用的选择。
U控制图当样品的大小保持不变时可用C控制图,而当样品的大小变化时则应换算为平均每单位的缺陷数后再使用U控制图。
U图是一种计数型控制图,它绘制的是每个样本中的单位平均缺陷数,即描述了样本数变化时每个单元的缺陷数。
这里要注意不合格数和缺陷数的区别,不合格品数是针对样本本身来说的(要么合格,要么不合格);缺陷数是针对样本内部的,说明样本的符合性,而不是针对样本本身。
U控制图介绍单位缺陷控制图缺陷是指残损或不圆满的地方。
产品的缺陷是指产品上不符合规定要求的地方。
如金属抛光后,表面遗留的凹痕、班点等都是缺陷。
这些缺陷都是随机地、孤立地、间断地出现。
没有缺陷的产品被认为是合格品。
有缺陷的产品被认为是不合格品。
在研究有缺陷产品时,人们关心的是单位产品上的缺陷数,这里的单位产品是为了实施抽样或统计缺陷数而划分的单位体或单位量。
计数值数据控制图过程能力分析引言计数值数据控制图是一种用于监控过程稳定性和能力的有效工具。
通过收集样本数据并绘制控制图,可以帮助我们判断过程是否处于统计性控制,并评估过程的能力。
本文将介绍计数值数据控制图的基本原理和常用的过程能力分析方法。
计数值数据控制图介绍计数值数据控制图是一种用于监控离散型数据的过程控制工具。
它通过收集数据并绘制控制界限来判断过程的稳定性和能力。
计数值数据通常指的是在一定时间或空间范围内,某个特定事件的发生次数。
常见的计数值数据控制图包括:P图、NP图、C图和U图。
P图和NP图适用于二项分布的离散型数据,C图适用于计数型数据,U图适用于事件发生的时间间隔。
过程能力分析方法过程能力分析是指通过统计量和控制界限来评估过程的能力。
常用的过程能力指标有过程潜在能力指数(Cp)、过程实际能力指数(Cpk)和过程盒子能力指数(Cpm)。
过程潜在能力指数(Cp)过程潜在能力指数是用来评估过程在规格范围内的可变性的指标。
它是根据过程的规格上下限与控制限之间的距离来计算的。
Cp的计算公式为:Cp = (USL - LSL) / (6 * sigma)其中,USL表示过程的规格上限,LSL表示过程的规格下限,sigma 表示过程的标准差。
Cp的值越接近1,表示过程的能力越高。
过程实际能力指数(Cpk)过程实际能力指数是用来评估过程在规格范围内的偏移和可变性的指标。
它考虑了过程的中心位置。
Cpk的计算公式为:Cpk = min((USL - μ) / (3 * sigma), (μ - LSL) / (3 * sigma))其中,USL表示过程的规格上限,LSL表示过程的规格下限,mu 表示过程的均值,sigma表示过程的标准差。
Cpk的值越接近1,表示过程的能力越高。
过程盒子能力指数(Cpm)过程盒子能力指数是用来评估过程在规格范围内的偏移、可变性和非正常情况比例的指标。
它考虑了过程的中心位置和不符合规格的比例。
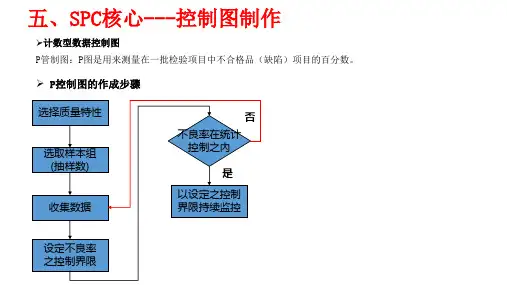
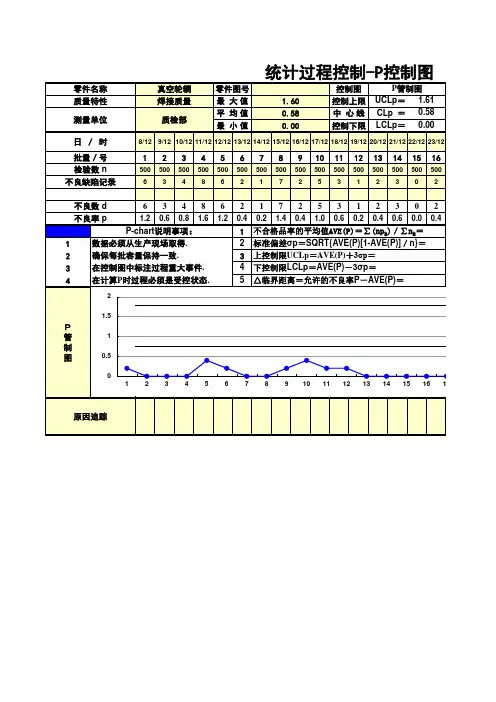
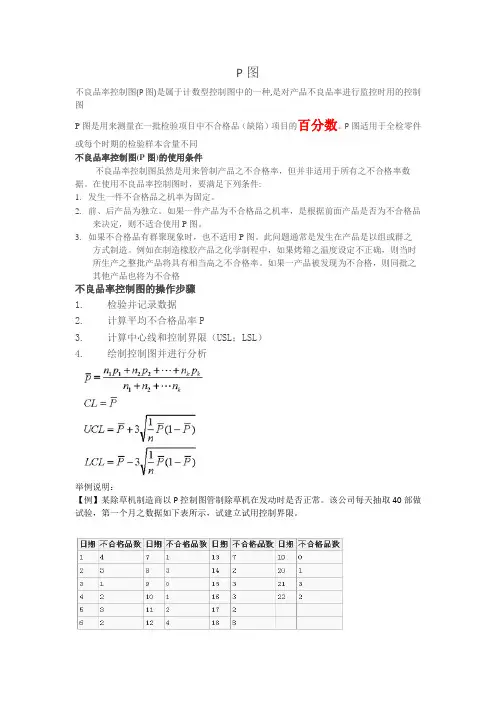
P图不良品率控制图(P图)是属于计数型控制图中的一种,是对产品不良品率进行监控时用的控制图P图是用来测量在一批检验项目中不合格品(缺陷)项目的百分数。
P图适用于全检零件或每个时期的检验样本含量不同不良品率控制图(P图)的使用条件不良品率控制图虽然是用来管制产品之不合格率,但并非适用于所有之不合格率数据。
在使用不良品率控制图时,要满足下列条件:1. 发生一件不合格品之机率为固定。
2. 前、后产品为独立。
如果一件产品为不合格品之机率,是根据前面产品是否为不合格品来决定,则不适合使用P图。
3. 如果不合格品有群聚现象时,也不适用P图。
此问题通常是发生在产品是以组或群之方式制造。
例如在制造橡胶产品之化学制程中,如果烤箱之温度设定不正确,则当时所生产之整批产品将具有相当高之不合格率。
如果一产品被发现为不合格,则同批之其他产品也将为不合格不良品率控制图的操作步骤1. 检验并记录数据2. 计算平均不合格品率P3. 计算中心线和控制界限(USL;LSL)4. 绘制控制图并进行分析举例说明:【例】某除草机制造商以P控制图管制除草机在发动时是否正常。
该公司每天抽取40部做试验,第一个月之数据如下表所示,试建立试用控制界限。
公司内部为PPM管理即百分比的不良率乘以1000000使用EXCEL实现的方法UCL= P+3*SQRT(P(1000000-P)/SQRT(n) LCL= P-3*SQRT(P(1000000-P)/SQRT(n)不合格品数控制图np控制图用于监测工艺过程中的不合格品数的变化是否处于可控状态,一般用于每批样本数n固定不变的情况。
由于受监测的不合格品数等于每批样本大小n与不合格品率p的乘积np,因此不合格品数控制制图也叫做np控制图。
确定不合格品数控制图的控制限采用3σ方法,不合格品数随机变量D的均值μD=np,标准偏差,因此不合格品数控制图(np图)的中心线和上下限控制限为:计算过程。
P图缩写Proportion Chart 品率控制图。
SPC控制图-P图用于控制对象为不合格品率或合格率等计数值质量指标的场合。
常见的不良率有不合格品率、废品率、交货延迟率、缺勤率、差错率等等。
5控制图P图是用来测量在一批检验项目中不合格品(缺陷)项目的百分数。
P图适用于全检零件或每个时期的检验样本含量不同。
6使用条件不良品率控制图虽然是用来管制产品之不合格率,但并非适用于所有之不合格率数据。
在使用不良品率控制图时,要满足下列条件:1.发生一件不合格品之机率为固定。
2.前、后产品为独立。
如果一件产品为不合格品之机率,是根据前面产品是否为不合格品来决定,则不适合使用P图。
3.如果不合格品有群聚现象时,也不适用P图。
此问题通常是发生在产品是以组或群之方式制造。
例如在制造橡胶产品之化学制程中,如果烤箱之温度设定不正确,则当时所生产之整批产品将具有相当高之不合格率。
如果一产品被发现为不合格,则同批之其他产品也将为不合格。
7操作步骤1.检验并记录数据2.计算平均不合格品率P3.计算中心线和控制界限(USL;LSL)4.绘制控制图并进行分析2、下面用不合格率P图的图表来说明。
A、收集数据A.1 选择子组的容量,频率及数量(见图2)a.子组容量——用于计数型数据的控制图一般要求较大的子组容量(例如50到200或更多)以便检验出性能的一般变化。
对于显示可分析的图形的控制图,子组容量应足够大,大到每个组内包括几个不合格品。
(例如n p >5)。
但是应注意如果每个子组代表很长的一段时间的过程操作,大的子组容量会有不利之处。
如果子组容量是恒定的或它们变化不超过±25%是最方便的,但不一定是这样。
如果子组容量相对p来说足够大也是很有好处的,这样能获得下控制限,从而也可以发现由于改进造成的可查明的原因。
b.分组频率——应根据产品的周期确定分组的频率以便帮助分析和纠正发现的问题。
时间间隔短则反馈快,但也许与大的子组容量的要求矛盾。

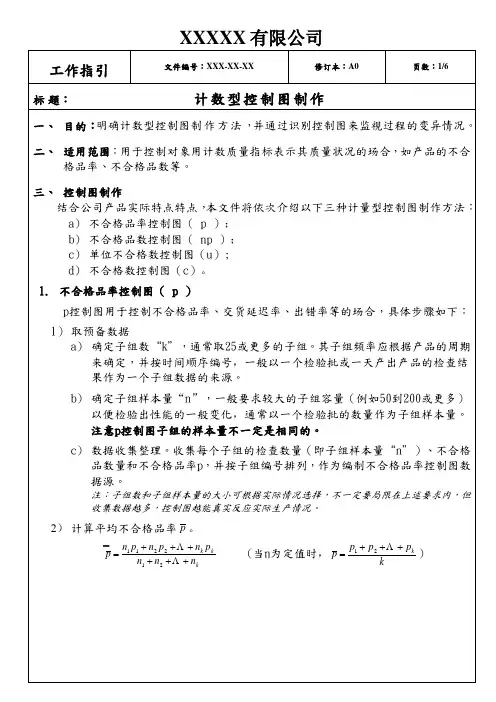
计数型控制图分类及案例分析引言计数型控制图是一种常用的质量管理工具,用于监控和控制生产过程中的缺陷数量。
它可以帮助企业及时发现并解决生产过程中的质量问题,提高产品质量和生产效率。
本文将介绍计数型控制图的分类及其在实际生产中的应用案例分析。
一、计数型控制图分类根据被测量的质量特征的性质,计数型控制图可分为以下几类:1. P型控制图P型控制图是用于监控不合格品(缺陷品)的百分比的控制图。
它适用于对质量特征进行二元分类的场景,如产品是否合格、工作过程是否按照要求进行等。
在P型控制图中,我们记录每次生产中不合格品(缺陷品)的数量,然后计算不合格品的百分比。
2. C型控制图C型控制图是用于监控单位产品中缺陷次数的控制图。
它适用于对质量特征进行可计数的场景,如产品中缺陷的数量、设备故障次数等。
在C型控制图中,我们按照一定的时间间隔或生产批次来统计缺陷的数量。
3. U型控制图U型控制图是用于监控单位产品中缺陷的平均数的控制图。
U型控制图是对C型控制图的升级,它考虑了单位产品的不同大小或不同生产周期中的缺陷数量的波动。
通过综合考虑缺陷数目和单位产品的差异,U型控制图可以更加准确地监控和控制生产过程中的质量问题。
二、案例分析在实际生产中,计数型控制图被广泛应用于各个行业。
下面以汽车行业为例,进行案例分析。
1. P型控制图应用案例:汽车生产线上的不合格率监控汽车生产过程中存在着许多环节,如果某个环节的不合格品率过高,将严重影响整体生产效率和产品质量。
因此,汽车生产企业常常利用P 型控制图来监控生产线上的不合格品率。
在该案例中,汽车生产企业每天按照一定的时间间隔对生产线上的车辆进行抽检,记录不合格品的数量,并计算当天的不合格品率。
通过绘制P型控制图,汽车生产企业可以及时发现生产线上的不良情况,并采取相应的措施进行改进,从而提高产品质量和生产效率。
2. C型控制图应用案例:汽车发动机缺陷次数监控汽车发动机是汽车的核心部件之一,其质量直接影响到整车的可靠性和性能。
SPC精髓总结汇总目录:一、SPC基础知识介绍二、计量型数据控制图:X-R 图三、其它计量型数据控制图四、计数型数据控制图:P 图五、其它计数型数据控制图六、停止灯控制图一、SPC基础知识介绍1、什么是SPC⏹统计过程控制(Statistical Process Control)⏹第二版2005年7月发布(1992/2005)⏹版权由戴姆勒克莱斯勒公司、福特汽车公司和通用汽车公司所有2、SPC的目的利用统计技术:控制过程、持续改进过程3、常见的统计技术⏹旧QC七大手法:柏拉图、因果分析图、直方图、查检表、分层法、控制图、散布图⏹新QC七大手法:亲和图法、关联图法、系统图法、矩阵图法、矩阵分、析法、PDPC法、箭形图解法4、SPC与检验的区别⏹检验:是事后的行为(产品生产后将不合格品挑选出来),是容忍浪费⏹SPC:是事前或事中的行为(在生产前或生产中有些控制和调整五大生产要素,以避免不合格品的产生),是避免浪费5、正态分布图6、变差的普通原因⏹普通原因:始终作用于过程的变差的原因为变差的普通原因⏹例如:一个机加工轴的直径易于受到由于机器(间隙、轴承磨损)、工具(强度、磨损率)、材料(直径、硬度)、操作人员(进给速率、对中准确度)、维修(润滑、易损零件的更换)及环境(温度、动力供应是否恒定)等原因造成潜在的变差的影响⏹针对普通原因的对策:对系统采取措施⏹通常用来消除变差的普通原因⏹几乎总是要求管理措施,以便纠正⏹大约可纠正85%的过程7、变差的特殊原因⏹特殊原因:不是始终作用于过程的变差的原因⏹即当它们出现时将造成(整个)过程的分布改变。
由于特殊原因造成的过程分布的改变有些有害,有些有利⏹针对特殊原因的对策:局部措施⏹通常用来消除变差的特殊原因⏹通常由与过程直接相关的人员实施⏹大约可纠正15%的过程问题8、控制图的构成USL 上规格线UCL ----------------------------------------------------------------------上控制线CL 中线 LCL ----------------------------------------------------------------------下控制线 LSL 下规格线9、 控制图的类型1、计量型数据控制图1.1、均值和极差图( R X -图) 1.2、均值和标准差图(s X -图)1.3、中位数图(R X -~图)1.4、单值和移动极差图( MR X -图) 2、计数型数据控制图2.1、不合格品率控制图(P 图) 2.2、不合格品数控制图(NP 图) 2.3、不合格数控制图(C 图)2.4、单位产品不合格数控制图(U 图)二计量型数据控制图:R X - 图1、 实施步骤A.收集数据:子组大小/子组频率/子组数的大小B.计算控制限:初始控制线/延长控制线C.过程控制解释:4种异常情况的判定及对策D.过程能力解释:PPK/CPK 的计算及要求2、 子组大小⏹ 子组:每次连续取样的样本⏹ 子组大小:每次连续取样的样本数量⏹ 确定子组大小的原则:— 子组要合理,一般为2-10个、— 一个子组内的变差代表很短时间内的零件的变差 — 非常相似的生产条件下生产出来的,相互间不存在其 它的系统的关系— 每个子组内的变差主要应是普通原因造成3、 子组频率⏹ 子组频率:每次取样的间隔时间 ⏹ 确定子组频率的原则:— 在适当的时间收集足够的子组来反映过程中的变化 — 过程的初期研究,很短的时间间隔进行分组,以便发觉 短时间的不稳定因子— 当证明过程已处于稳定状态下(或已对过程进行改 善),子组间的时间间隔可以增加 4、子组数大小⏹ 子组数大小:每张控制图的控制点数量 ⏹ 确定子组数大小的原则:— 在初始阶段不低于100个单值数据 — 在量产阶段一般不少于25个点 5、过程控制解释1、超出控制限的点2、连续7点位于平均值的一侧3、连续7点上升(后点等于或大于前点)或下降4、明显的非随机图形(大约2/3的描点应落在控制限的中间三分之一的区域内,大约1/3的点落在其外的三分之二的区域)6、异常情况对策⏹ 当发现异常时,不要随意对过程做不必要的改变 ⏹ 正确的做法是:— 记录下当时的六大生产要素:人/机/料/法/环/测— 进行原因分析后,若能找到原因采取措施,则记录好所 采取的措施— 进行原因分析后,若不能找到原因采取措施,则密切观察过程的变化 7、过程能力解释⏹ PPK:初始过程能力指数PPK,也叫性能指数,或短期过程能力指数 ⏹ 其要求是:PPK >1.67或满足顾客的要求⏹ 计算公式为:Ppk=min( ss XUSL LSL X σσˆ3,ˆ3-- ) s ni I n X X S σˆ1)(12=--=∑= ⏹计算数据为:最少100个数据以上⏹ 计算时间:小批量试生产阶段,为PPAP 重要文件之一,需要提交给顾客 ⏹ CPK:稳定的过程能力指数CPK,也叫长期过程能力指数 ⏹其要求是:CPK >1.33或满足顾客要求⏹ 计算公式为:Cpk=min(22ˆ3,ˆ3R R XUSL LSL X σσ-- )⏹ 计算数据为:最好是25组⏹ 计算时间:批量生产阶段,按照控制计划的规定,一般是每张控制图完成后三、其它计量型数据控制图1、均值和标准差控制图⏹标准差s是过程变异性更有效的指针,尤其是对于样本容量较大(n>10)的情况,一般来说,当出现下列一种或多种情况时用s图代替R图:⏹数据是由计算机按实时时序记录和/或描图的,则s的计算程序容易集成化⏹有方便适用的袖珍计算器使s的计算能简单按程序算出⏹使用子组样本容量较大,更有效的变差量度是合适的2、中位数控制图⏹中位数图用在子组的样本容量小于或等于10的情况,样本容量为奇数时更方便⏹如果子组样本容量为偶数,中位数是中间两个数的均值3、单值和移动极差控制图⏹测试一个产品的数据所化时间很长⏹所选取的样本,属于一种极为均匀一致之产品如像液体或气体,测量几个和一个一样⏹加工一个产品的时间很长⏹产品价值很高,测试一个样本会损失很多钱⏹属破坏性试验,每测试一个产品,就损失一个⏹控制过程参数,如:温度﹑压力﹑时间等四、计数型数据控制图:P图1、不合格品率(P图)实施步骤:A.收集数据:子组大小/子组频率/子组数的大小B.计算控制限:初始控制线/延长控制线C.过程控制解释:4种异常情况的判定及对策D.过程能力解释:产品合格率或不合格率2、子组大小⏹子组:每次连续取样的样本⏹子组大小:每次连续取样的样本数量⏹确定子组大小的原则:●子组要大,如50个到200,甚至更多,以便检验出性能的一般变化●一个子组内要包括几个不合格品●每一个子组代表很长的一段时间的过程操作●子组容量分为恒定或它们变化不超过±25%,以及超出±25%二种图形3、子组频率⏹子组频率:每次取样的间隔时间⏹确定子组频率的原则:—应根据产品的周期确定分组的频率以便帮助分析和纠正发现的问题﹒时间间隔短则反馈快﹐但也许与大的子组容量要求矛盾—一般为每班或每天,用于全检工位的较多4、子组数大小⏹为了子组数大小:每张控制图的控制点数量⏹确定子组数大小的原则:—在初始阶段不低于100个单值数据—在量产阶段一般不少于25个点5、过程控制解释1、超出控制限的点2、连续7点位于平均值的一侧3、连续7点上升(后点等于或大于前点)或下降4、明显的非随机图形(大约的描点应落在控制限的中间三分之一的区域内,大约的点落在其外的三分之二的区域)6、过程能力解释⏹如果对于计数型控制图﹐能力直接被定义为不合格品的平均百分数或比例,如PPM(百万分之一)⏹而计量型控制图的能力指的是将/或不将过程的中心调整到规范的目标值后﹐用PPK和CPK表示五、其它计数型数据控制图1、不合格品数控制图(np图)⏹np图用来衡量一个检验中的不合格(不符合或所谓的缺陷)品的数量⏹与p图不同﹐np图表示不合格品的实际数量而不是与样本的比率⏹p图和np图适用的基本情况相同﹐当满足下列情况时可选用np图—不合格品的实际数量比不合格品率更有意义或更容易报告—各阶段子组的样本容量相同2、不合格数控制图(c图)⏹c图用来测量一个检验批内的不合格(或缺陷)的数量(与描在np图上的不合格品的数量不同)⏹c图要求样本的容量恒定或受检材料的数量恒定﹐它主要应用于以下两类检验﹕—不合格分布在连续的产品流上(例如每匹维尼龙上的瑕疵﹐玻璃上的气泡或电线上绝缘层薄的点)—在单个的产品检验中可能发现许多不同潜在原因造成的不合格3、单位产品不合格数控制图(u图)⏹u图是用来测量具有容量不同的样本(受检材料的量不同)的子组内每检验单位产品之内的不合格数量⏹除了不合格数是按每单位产品为基本量表示以外﹐它是与c图相似的⏹u图和c图适用于相同的数据情况﹐但如果样本含有多于一个“单位产品”的量﹐为使报告值更有意义时﹐可以使用u图六、停止灯控制图1、停止灯控制图的概念⏹无论在停止灯控制图中,目标值区域指定为绿色,警告区域指定为黄色,停止区域指定为红色。
计数型数据P 控制图研究分析指导书本指导书描述计数型数据P 控制图研究分析实施指南。
1. 目的1.1 了解生产过程性能,是否胜任满足客户的需求。
1.2 对生产过程中变差的识别并纠正。
1.3 应用统计方法进行数据分析,及时调查过程的操作,寻找发生什么样的变化可以解释异常性能。
可作为现行过程控制的基础,对系统进行调查和改进。
2. 适用范围适用于公司包含每一种形式的产品系统过程。
3. 名词解释3.1计数型数据:用来记录和分析的定性数据,其结果只有两个值:合格/不合格、成功/失败、通过/不通过。
通常以合格或不合格的形式收集。
3.2控制图:用来表示一个过程特性的图像,图上标有根据那个特性收集到的一些统计数据,如:一条中心限,一条或两条控制限。
它有两个基本用途:一用来判定过程是否一直受统计控制,二用来帮助过程保持受控状态。
3.3不合格:一个具体出现的不符合某一规范要求或其他检验标准的情况,有时称为“缺陷”。
分析产生不合格系统用c 和u 控制图。
3.4不合格品:不符合某一规范要求或其他检验标准的个体,有时也叫次品。
一个不合格品种可能有多处不合格。
分析产生不合格品系统用p 和np 控制图。
4. 参考文献4.1《统计过程控制》(SPC)。
5. 职责5.1质量保证部:负责制定并实施不合格品率控制图指导书,了解不合格品率控制图研究分析。
6过程指导书6.1.1定义测量系统:在研究开始之前应消除不必要的外部变差原因,以确定甚至不使用控制图时就能并且应纠正的明显问题。
6.2采集数据:6.2.1选择子组容量、频率及数量。
6.2.1.1子组容量:采用根据每工作日的某品种产量作子组容量。
6.2.1.2分组频率:采用根据每工作日的分组方式。
6.2.1.3子组数量:采用根据每月工作日数作为子组数量。
6.2.2收集每工作日的:被检项目数量n (样本子组容量)、发现的不合格项目数量np (不合格品数)。
并将日期、子组容量n 、不合格品数np 分别记入控制图数据区域中相应位置。