品质管理质量控制质量管理计数型控制图
- 格式:pdf
- 大小:1.05 MB
- 文档页数:20


计数型控制图分类及案例分析引言计数型控制图是一种常用的质量管理工具,用于监控和控制生产过程中的缺陷数量。
它可以帮助企业及时发现并解决生产过程中的质量问题,提高产品质量和生产效率。
本文将介绍计数型控制图的分类及其在实际生产中的应用案例分析。
一、计数型控制图分类根据被测量的质量特征的性质,计数型控制图可分为以下几类:1. P型控制图P型控制图是用于监控不合格品(缺陷品)的百分比的控制图。
它适用于对质量特征进行二元分类的场景,如产品是否合格、工作过程是否按照要求进行等。
在P型控制图中,我们记录每次生产中不合格品(缺陷品)的数量,然后计算不合格品的百分比。
2. C型控制图C型控制图是用于监控单位产品中缺陷次数的控制图。
它适用于对质量特征进行可计数的场景,如产品中缺陷的数量、设备故障次数等。
在C型控制图中,我们按照一定的时间间隔或生产批次来统计缺陷的数量。
3. U型控制图U型控制图是用于监控单位产品中缺陷的平均数的控制图。
U型控制图是对C型控制图的升级,它考虑了单位产品的不同大小或不同生产周期中的缺陷数量的波动。
通过综合考虑缺陷数目和单位产品的差异,U型控制图可以更加准确地监控和控制生产过程中的质量问题。
二、案例分析在实际生产中,计数型控制图被广泛应用于各个行业。
下面以汽车行业为例,进行案例分析。
1. P型控制图应用案例:汽车生产线上的不合格率监控汽车生产过程中存在着许多环节,如果某个环节的不合格品率过高,将严重影响整体生产效率和产品质量。
因此,汽车生产企业常常利用P 型控制图来监控生产线上的不合格品率。
在该案例中,汽车生产企业每天按照一定的时间间隔对生产线上的车辆进行抽检,记录不合格品的数量,并计算当天的不合格品率。
通过绘制P型控制图,汽车生产企业可以及时发现生产线上的不良情况,并采取相应的措施进行改进,从而提高产品质量和生产效率。
2. C型控制图应用案例:汽车发动机缺陷次数监控汽车发动机是汽车的核心部件之一,其质量直接影响到整车的可靠性和性能。


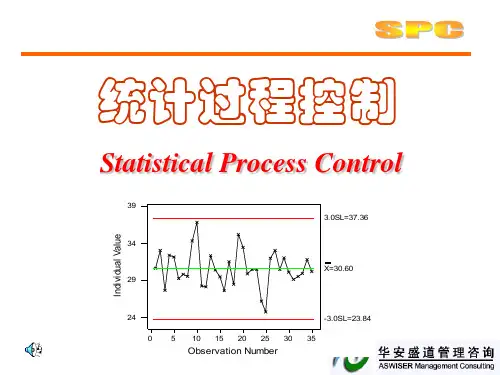
控制图(Control Chart)又叫管制图,是对过程质量特性进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
有三条平行于横轴的直线:中心线(CL,Central Line)、上控制线(UCL,Upper Control Line)和下控制线(LCL,Lower Control Line),并有按时间顺序抽取的样本统计量数值的描点序列。
UCL、CL、LCL统称为控制线(Control Line),通常控制界限设定在±3标准差的位置。
根据控制图使用目的不同,控制图可分为:分析用控制图和控制用控制图。
根据统计数据的类型不同,控制图可分为:计量控制图和计数控制图(包括计件控制图和计点控制图)。
计量型控制图平均数与极差控制图( -X-R Chart )平均数与标准差控制图( -X-S Chart )中位数与极差控制图( ~X-R Chart )个別值与移动极差控制图( X-Rm Chart )计数值控制图不良率控制图(P chart)不良数控制图(nP chart,又称np chart 或d chart)缺点数控制图(C chart)单位缺点数控制图(U chart) 控制图种类及应用场合控制图的分析与判定应用控制图的目的,就是要及时发现过程中出现的异常,判断异常的原则就是出现了“小概率事件”,为此,判断的准则有两类。
第一类:点子越出界限的概率为0.27% 。
准则1属于第一类。
第二类:点子虽在控制界限内,但是排列的形状有缺陷。
准则2-8属于第二类。
控制图八大判异准则(口诀)2/3A (连续3点中有2点在中心线同一侧的B区外<即A区内>)4/5C (连续5点中有4点在中心线同一侧的C区以外)6连串(连续6点递增或递减,即连成一串)8缺C (连续8点在中心线两侧,但没有一点在C区中)9单侧(连续9点落在中心线同一侧)14交替(连续14点相邻点上下交替)15全C (连续15点在C区中心线上下,即全部在C区内1界外(1点落在A区以外)▶ 2/3A (连续3点中有2点在中心线同一侧的B区外<即A区内>)判读:1、控制过严;2、材料品质有差异;3、检验设备或方法之大不相同;4、不同制程之资料绘于同一控制图上;5、不同品质材料混合使用。
质量管理的统计方法--控制图控制图是用于确定生产或工作过程是否处于稳定状态的图形,通过它可以发现并及时消除生产和工作过程中的失控情况。
控制图是通过对过程中各特性值进行测定、记录、评估和监察过程是否处于控制状态的一种用统计方法设计的图。
在控制图中有两条平行的上下控制界限和中心线,并有按时间序列排列的样本统计量数值的描点序列。
如果控制图中描点落在控制界限之内,则表明过程正常;若控制图中描点落在控制界限之外或描点序列在界限之间有某一种或几种不正常的趋势,则表明过程异常。
(一)控制图的分类控制图可以分为两类,即计量值控制图和计数值控制图。
计量值控制图所依据的数据均属于由测量工具实际测量出来的数据,如长度、重量等控制特性,具有连续性,它包括:①单值控制图;②平均值与极差控制图;③平均值与标准差控制图;④中位值与极差控制图;⑤个别值与移动极差控制图。
计数值控制图所依据的数据均属于以单位个数或次数计算,如不合格品数、不合格品率等。
它包括:①不合格品数控制图;②不合格品率控制图;③缺陷数控制图;④单位缺陷数控制图。
(二)控制图的应用控制图可用于以下几方面:①预测,通过现有图形的分析和研究可大致预测下一步可能的位置。
②评价与诊断,可以评价过程的变化情况,评估过程的稳定性,并能与其他方法结合,可以找到产生状况的原因。
③控制,可对品质状况及时掌控,决定何时需要调整,何时需要保持原有状态。
④确认,比较后确认某一过程的改进。
[例题8] 控制图可用于()A. 预测,通过现有图形的分析和研究可大致预测下一步可能的位置B. 评价与诊断,可以评价过程的变化情况,可以找到产生状况的原因C. 可以显示波动的状况D. 控制,可对品质状况及时掌控,决定何时需要调整,何时需要保持原有状态1E. 确认,比较后确认某一过程的改进答案:ABDE(三)控制图的作法(1)选择控制特性。
(2)选择合适的控制图。
(3)选取一定数量的数据,在生产过程中,定期抽取试样。