压铸五连杆给汤机介绍
- 格式:ppt
- 大小:823.00 KB
- 文档页数:12

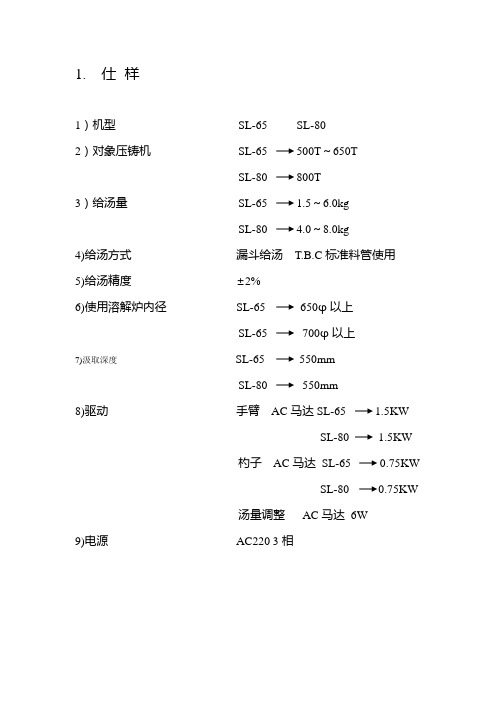
1. 仕样1)机型SL-65 SL-802)对象压铸机SL-65 500T~650TSL-80 800T3)给汤量SL-65 1.5~6.0kgSL-80 4.0~8.0kg4)给汤方式漏斗给汤T.B.C标准料管使用5)给汤精度±2%6)使用溶解炉内径SL-65 650φ以上SL-65 700φ以上7)汲取深度SL-65 550mmSL-80 550mm8)驱动手臂AC马达SL-65 1.5KWSL-80 1.5KW杓子AC马达SL-65 0.75KWSL-80 0.75KW汤量调整AC马达6W9)电源AC220 3相2.安全事项为防止事故,下列事项请注意●给汤机与压铸机之间,身体或身体的一部份必须进入时,必须把给汤机电源[OFF],操作开关[手动-OFF-自动],转至OFF的位置后,把安全棒往上扳以后,再作业.●安全棒未往上板,请勿进入手臂及杓子动作范围内,以免危险.●固定栓往前拉,安全棒往上扳到极限,极限开机变OFF状态,给汤机手动、自动都不会动作。
要运转时请把安全棒往下扳,极限开关变为ON时,才能运转。
●给汤机动作中,安全棒如往上扳,动作会停止。
●杓子汲汤前进中,请勿把安全棒往上扳,杓子内溶汤会溅出而造成危险。
3. 调整3-1手臂驱动用微动开关的调整本机的极限开关已调整完成,手臂后退限LSR与溶解炉的深度有关系安装后,必须位置确认后再作调整,后退待机位置LSW也与溶解炉有关系,有再调整的必要。
1)手臂后退限LSF的高速使用最大的杓子、最少的汲汤倾斜度,手臂往溶解炉内后退至杓子底面与炉底约50mm处停止,在此位置请调整凸输接触LSR微动开关。
汤面低下,杓子如与炉底接触,则会产生危险,请务必再确认调整。
2)LSF后退待机位置注汤后手臂后退,接触此微动开关时停止,把杓子转成汲汤姿势,再调整。
3)LSF手臂前进限此微动开关被接触到时,手臂即停止动作。
4)LSFF手臂前进减速此微动开关被接触到时,前进高速速度变为低速;必须在前进限之前被接触。

压铸周边设备(给汤机、喷雾机、取件机)介绍深圳鑫台铭公司是一家专业生产、销售压铸机、压铸周边设备(自动给汤机、自动喷雾机、自动取件机)企业。
压铸三手介绍如下:一、五连杆给汤机本机特性:主要配件及电器元件均采用进口件,故障率低、使用寿命长。
汤臂一汤勺驱动变速箱采用整体式铸造箱体,由数控加工中心一次性加工完成,配合高精密蜗轮蜗杆传动,使手臂行进更加迅速平稳。
采用PLC及变频器控制,使手臂停位更精确、采用中文人机界面,可方便的进行各种参数的设定,对机器状态进行监控,带故障自诊断显示功能,使用维护都不得很方便。
机身传动部位采用进口轴承及高温自润轴承,维护简单、使用寿命长。
多元化待机模式,再复杂多变的、有抽芯的模具也能配合自如,有手动/自动两重操作方式,三种待机模式及前待机/后待机与联动控制。
汤量控制采用日本/德国进口编码器控制。
手动/自动状态下可以增减汤量,汤量稳定,重复性好,产品不良率减少。
二、直立式喷雾机特点介绍:1、采用进口高精度直线导轨,导轨被独特设计的板金完全封闭起来,适合在恶劣的环境下长期运行,具有行业内最高的防护等级。
2、采用日本OMRON电脑,稳定,可靠,长寿命。
3、采用独立雾化喷嘴,雾化效果极佳,喷嘴角度可调节。
4、设有独立的吹气管,可强力吹气,有效清理模具上的残留物。
5、动定模喷雾分多路独立控制,可在喷头移动至任意位置时开启或关闭喷嘴。
6、采用手持式操作终端,集设定与操作于一体,通过触摸式人机界面可自由编辑喷涂程序,可定点喷涂,浮动喷涂或针对模具局部进行重点喷涂。
7、更换模具时只需改喷雾程序而不必更换喷头,因此比铜管式喷涂使用成本更低。
三、取件机本机特性:1.主要配件及电器元件均采用进口件,故障率低,使用寿命长如(日本NSK轴承、日本SMC 电磁阀和气缸、美国ACE缓衡器、日本光电开关、日本编码器、台湾晟邦减速机、台湾线性滑轨等)。
2.采用多连杆式手臂,承载能力强,采用进口减速电机,进口PLC和变频器控制,高速运行平稳无衡撃。


一、冷室压铸机简介该冷室压铸机为我公司系列产品之一,属冷室压铸机,其主要参数与性能符合有关标准的规定。
本压铸机,由柱架、机架、打料、液压、电器、润滑系统等部件组成,可压铸铝、锌、铜等有色金属合金产品,金属液在高压作用下,以较高的速度压入高精度的型腔内,在压力下快速凝固,获得优质铸件。
高压和高速是本机压铸的特点,金属液在一定的压力作用下凝固成铸件的过程中,压射比压,填充时间,压射速度和增压时间等性能指标,都可以通过电脑系统而得到稳定和可靠的调整,以达到满意的生产效果。
本厂冷室压铸机已形成系列化,用途广泛,适用于汽车工业、电子仪器工业、玩具工业、家庭用具和计算机等高科技工业。
第二章重点提示事项一、液压系统选用的液压油或防火液必须是下列牌号中的一种,并要绝对保证其清洁度。
N46#或N68#抗磨液压油注意:要绝对保证液压油的清洁二、必须定期(三个)检查及随时调整机架导轨面的水平,并保证水平度(纵,横)在0.2mm/m以内。
三、集中润滑泵的润滑油必须选用下列牌号中的一种,并保证润滑油的清洁,以保证各润滑点的润滑。
20#或30#润滑油(机油)注意:保证润滑油的清洁,以保证各润滑点的润滑。
四、在快速(二速)状态下,严禁打空锤。
五、每个黄油咀处必须选用二硫化钼锂基脂注射润滑,并保证清洁及注射用量。
六、氮气瓶必须充氮气,氮气瓶箍严禁拆除。
七、严禁拆除安全门及安全保护装置。
八、严禁私自拆除或更换油路系统的零配件。
不遵守上述之提示而产生的后果,本机制造商不承担保修责任及安全事责任。
三、安全事项一、防止电击整机必须接地良好。
严禁简化安全保护装置。
选择合适的电源线截面积,不得过电流。
经常检查电线的外壳是否损坏或破裂,如果导线破损,必须立即更换接通电源之前,所有的电箱及接线盒必须闭合。
开机后禁止接触电器零件。
二、防止烧伤穿防护服装,防护服应罩住身体的所有裸露部份,并应能防止火花及铁渣进入人体。
按下燃烧机起动按钮时,严禁燃烧机喷火咀朝向自身或他人.避免有油、水的合金进入熔炉。
自动给汤机说明书机型:LC 01~10力劲机械厂有限公司L.K. MACHINERY CO.LTD.Ver.1.8(07.11)目录前言1.技术参数 (1)2.使用前 (2)2.1操作说明书的内容 (2)2.2注意事项的记载 (2)3. 机器的搬运与安装 (5)3.1 机器的搬运 (5)3.2 机器的安装 (5)4. 调整 (6)4-1手臂驱动的调整 (6)4-2汤勺驱动的调整 (7)4-3速度调整 (8)4-4各个定时器的调整 (9)4-5给汤量的调整 (10)4-6汤面电极棒的调整 (10)5.运转及操作 (12)5-1动转准备 (12)5-2手动操作 (12)5-3自动操作 (12)5-4试运转 (13)6.保养检查 (14)6-1勺子的保养检查 (14)6-2润滑油 (14)6-3给汤机保养检修表 (15)6-4故障排除 (16)7.动作流程图 (19)8. 电气原理图 (20)前言本公司产品具有设计精良、质量过硬,操作使用简单,维护保养方便的特点,在用户中受到广泛好评。
为了方便用户正确使用本公司的“给汤机”系列产品,特制订本使用说明书。
说明书对“给汤机”系列产品的特点、机器性能和主要技术参数、安装、调试、维护等事项做了比较详尽的描述,用户在使用本公司产品时,请先详细阅读使用说明书,并按其规定进行操作。
技术参数2. 使用前2.1 操作说明书的内容这本手册包含动作说明、操作方式、安装程序、维修及保养。
在要开始使用此机前,请详细阅读这本操作手册。
注意:请勿使用本书中未有介绍的操作方式与程序,因未完全理解操作方式而造成的伤害和意外事故,敞司将不会负责。
请将此手册尽量放在靠近机体处,以供需要时可以就近阅读,并请专人保管。
2.2 注意事项的记载●危险等级表示在此书中的安全注意共分为三个等级,机器运行时会有高度的危险性,故操作时敬请特别安全注意事项3.机器的搬运与安装3.1机器的搬运1、机器在平地搬运时要尽量水平搬运,倾斜角度不得超过25°,以免倾倒而损坏机器。
五连杆给汤机介绍
五连杆给汤机是由深圳市鑫台铭机械设备有限公司最新研发的一整套自动化液压切边设备,是压铸周边自动化机械设备生产制造企业。
产品类型:自动给汤机。
主要特点:
1. 五连杆给汤机和双包蜗轮蜗杆传动,系统平稳耐用。
2. 变频调整和制动,系统平稳高速。
3. 采用人机界面,操作灵活方便、监控一目了然。
4. 采用进口PLC及变频器控制,使手臂速度更平稳、停位更精确、调整更方便。
系统可靠,并具有探针断线报警。
5. 采用角传感器,使汤量设定数字化,且具有试教功能。
6. 机身传动部位采用进口轴承及高温自润轴承,维护简单、使用寿命长。
7. 再复杂多变的模具也能配合自如,有手动/自动两种操作方式,三种待机模式及时间控制、联动和半动控制。
8. 手动/自动状态下均可以增减汤量,注汤速度快,汤量稳定、重复性好,主要不良率减少。
产品特点:
1.五连杆式机构,双包络蜗杆传动,增加手臂行进速度及运转平稳性,并能增加产量。
2.箱体一体成形,大大提高机器精准度。
3.给汤机手臂前进/后退及注汤/取汤,由独立变频器控制,提高给汤
速度,操作容易。
4.采用连杆式手臂,即使调整运动也能平稳刹车,铝汤不易溢出。
5.采用PLC控制,由简易型触控板面设定各项功能,操作容易并具有故障码显示功能,易于检修。