压铸给汤机简介概述.
- 格式:ppt
- 大小:5.35 MB
- 文档页数:19

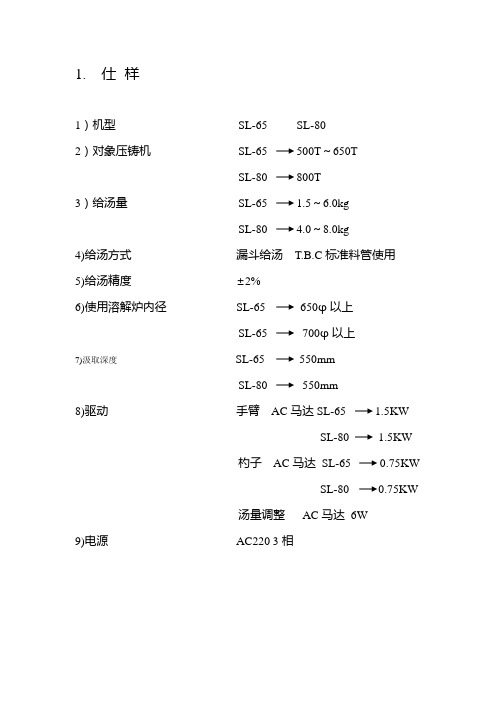
1. 仕样1)机型SL-65 SL-802)对象压铸机SL-65 500T~650TSL-80 800T3)给汤量SL-65 1.5~6.0kgSL-80 4.0~8.0kg4)给汤方式漏斗给汤T.B.C标准料管使用5)给汤精度±2%6)使用溶解炉内径SL-65 650φ以上SL-65 700φ以上7)汲取深度SL-65 550mmSL-80 550mm8)驱动手臂AC马达SL-65 1.5KWSL-80 1.5KW杓子AC马达SL-65 0.75KWSL-80 0.75KW汤量调整AC马达6W9)电源AC220 3相2.安全事项为防止事故,下列事项请注意●给汤机与压铸机之间,身体或身体的一部份必须进入时,必须把给汤机电源[OFF],操作开关[手动-OFF-自动],转至OFF的位置后,把安全棒往上扳以后,再作业.●安全棒未往上板,请勿进入手臂及杓子动作范围内,以免危险.●固定栓往前拉,安全棒往上扳到极限,极限开机变OFF状态,给汤机手动、自动都不会动作。
要运转时请把安全棒往下扳,极限开关变为ON时,才能运转。
●给汤机动作中,安全棒如往上扳,动作会停止。
●杓子汲汤前进中,请勿把安全棒往上扳,杓子内溶汤会溅出而造成危险。
3. 调整3-1手臂驱动用微动开关的调整本机的极限开关已调整完成,手臂后退限LSR与溶解炉的深度有关系安装后,必须位置确认后再作调整,后退待机位置LSW也与溶解炉有关系,有再调整的必要。
1)手臂后退限LSF的高速使用最大的杓子、最少的汲汤倾斜度,手臂往溶解炉内后退至杓子底面与炉底约50mm处停止,在此位置请调整凸输接触LSR微动开关。
汤面低下,杓子如与炉底接触,则会产生危险,请务必再确认调整。
2)LSF后退待机位置注汤后手臂后退,接触此微动开关时停止,把杓子转成汲汤姿势,再调整。
3)LSF手臂前进限此微动开关被接触到时,手臂即停止动作。
4)LSFF手臂前进减速此微动开关被接触到时,前进高速速度变为低速;必须在前进限之前被接触。

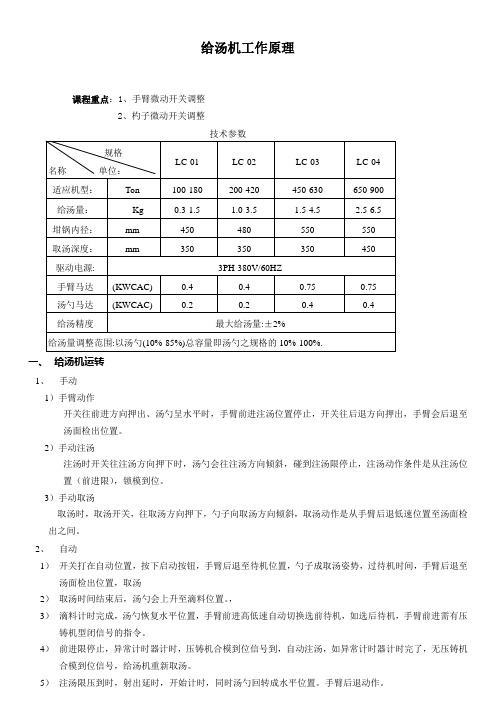
给汤机工作原理课程重点:1、手臂微动开关调整2、杓子微动开关调整一、给汤机运转1、手动1)手臂动作开关往前进方向押出、汤勺呈水平时,手臂前进注汤位置停止,开关往后退方向押出,手臂会后退至汤面检出位置。
2)手动注汤注汤时开关往注汤方向押下时,汤勺会往注汤方向倾斜,碰到注汤限停止,注汤动作条件是从注汤位置(前进限),锁模到位。
3)手动取汤取汤时,取汤开关,往取汤方向押下,勺子向取汤方向倾斜,取汤动作是从手臂后退低速位置至汤面检出之间。
2、自动1)开关打在自动位置,按下启动按钮,手臂后退至待机位置,勺子成取汤姿势,过待机时间,手臂后退至汤面检出位置,取汤2)取汤时间结束后,汤勺会上升至滴料位置。
,3)滴料计时完成,汤勺恢复水平位置,手臂前进高低速自动切换选前待机,如选后待机,手臂前进需有压铸机型闭信号的指令。
4)前进限停止,异常计时器计时,压铸机合模到位信号到,自动注汤,如异常计时器计时完了,无压铸机合模到位信号,给汤机重新取汤。
5)注汤限压到时,射出延时,开始计时,同时汤勺回转成水平位置。
手臂后退动作。
6)手臂后退到低速限延时。
停止,(即炉上待机位置)汤勺动作处于计量倾斜状态,炉上待机。
二、手臂微动开关调整在调整微动开关时,必须点动开关钮,以免开关调整错误发生危险。
1、手臂后退限在调整时应用最大的杓子,最少的汲汤量,点动汤臂后退到杓子底面与炉底约50mm处停止,在此位置调整凸轮。
(注意:给汤机最大的取汤距离)2、后退低速限(待机位置)点动手臂至炉上10CM。
调整此开关,根据炉子高度,应使汤勺在待机位置停止时,汤勺不会浸入铝汤面。
3、手臂前进低速手动手臂前进到汤勺口与注料口约25cm。
由此位置至手臂前进限为低速动作,即高速前进到注射到注料口之缓冲区。
4、手臂前进限手动手臂前进至注汤位置,当注料口与汤料口成垂直,调整凸轮,在此位置做注汤动作时,汤勺注汤不会倒出料处位置。
三、杓子微动开关调整1、注汤限手臂在炉上位置,(即过后退减速限,点动杓子往注汤方向回转,到杓子汤液不残留在杓子为准)(注意到入料筒处倒汤时,不要碰到头板)2、勺水平I限杓子从取汤状态恢复水平之微动开关,此开关在ON时,马达运转停止尽可能成水平位置。

铸造设备介绍铸造设备是用于铸造工艺过程中的设备,主要用于将熔化的金属或其他材料倒入模具中,经过冷却固化后得到所需的零件或产品。
铸造设备广泛应用于制造业的各个领域,包括汽车、航空航天、能源等行业。
一、铸造设备的分类铸造设备可以根据其工作原理、结构形式和用途等因素进行分类。
根据工作原理,铸造设备可以分为压铸设备、重力铸造设备和真空铸造设备等。
压铸设备主要通过液压或机械力将熔化金属注入模具中,适用于制造高精度、复杂形状的零件。
重力铸造设备则是利用重力将熔化金属倒入模具中,适用于制造较大尺寸、较简单形状的零件。
真空铸造设备则是在真空条件下进行铸造,以减少气体对铸件的影响,适用于制造高要求的特殊材料零件。
二、常见的铸造设备1. 压铸机:压铸机是一种将熔化金属通过高压注入模具中的设备。
它主要由注射系统、压力系统、液压控制系统和电气控制系统等组成。
压铸机具有高生产效率、制品质量稳定等优点,广泛应用于汽车、电子、家电等行业。
2. 砂型铸造设备:砂型铸造设备主要用于铸造复杂、大型的零件。
它的工作原理是先制作出砂型,然后将熔化金属倒入砂型中,待金属冷却后取出即可得到所需的铸件。
砂型铸造设备包括砂型制备设备、砂型处理设备和铸造设备等。
3. 低压铸造设备:低压铸造设备主要用于铸造高质量、高精度的零件。
它通过施加一个较低的压力将熔化金属注入模具中,以减少杂质和气泡的产生,从而得到更好的铸件质量。
低压铸造设备适用于制造汽车发动机零件、航空零件等。
4. 连续铸造设备:连续铸造设备主要用于大规模生产连续铸坯的工艺。
它通过将熔化金属连续注入模具中,然后冷却固化得到连续铸坯。
连续铸造设备具有高效、省时、省力等优点,广泛应用于钢铁、有色金属等行业。
三、铸造设备的发展趋势随着科技的不断进步,铸造设备也在不断发展和创新。
目前,一些先进的铸造设备已经采用了自动化、智能化的控制系统,能够实现自动化生产线的操作。
此外,一些新型材料和新工艺也在不断应用于铸造设备中,以提高生产效率和产品质量。

压铸机结构及原理压铸机是一种常见的金属加工设备,用于将熔化的金属注入铸模中,形成所需的零件或产品。
它具有结构简单、操作方便、生产效率高等优点,因此广泛应用于汽车、电子、家电等行业。
一、压铸机的结构压铸机一般由注射系统、温度控制系统、压紧系统、保压系统、润滑系统、电气控制系统等部分组成。
1.注射系统:注射系统是压铸机的核心部分,主要由熔融炉、喷嘴、注射缸、注射杆等组件组成。
熔融炉将金属加热到熔化温度,并保持一定的温度稳定性。
喷嘴连接注射缸和铸模,通过控制注射缸的运动来控制金属的注入。
2.温度控制系统:温度控制系统用于控制熔融炉的加热温度,确保金属能够达到适宜的熔化温度,并保持一定的恒定温度。
温度控制系统通常由温度传感器、控制器、加热元件等组成。
3.压紧系统:压紧系统用于保证铸模的稳定性和密封性。
它通常由压力缸、活塞、压紧板等部分组成。
压力缸通过活塞的运动产生一定的压力,使铸模能够紧密地固定在压铸机上。
4.保压系统:保压系统用于在注射完成后,保持一定的压力,确保零件在凝固过程中能够保持形状和密度。
保压系统通常由保压缸、保压插头等部分组成,通过操纵保压插头的运动来实现保压过程。
5.润滑系统:润滑系统主要用于减少摩擦和磨损,保证各个部件能够顺利运行。
润滑系统通常由润滑油箱、润滑泵、润滑管路等组成。
6.电气控制系统:电气控制系统用于控制和监控压铸机的运行状态。
它通常由主控制面板、电气元件、传感器等部分组成。
二、压铸机的工作原理压铸机的工作原理可以简要概括为以下几个步骤:1.加热金属:首先,将金属加热到适宜的熔化温度,通常使用熔融炉进行加热,并通过温度控制系统保持恒定的温度。
2.注射:在金属达到熔化温度后,通过控制注射缸的运动,将熔化的金属注入铸模中。
注射缸前进时,金属从喷嘴流入模腔,填充整个模腔空间。
3.固化:注射完成后,保持一定的压力,进行保压,使金属在凝固过程中保持形状和密度。
保压完成后,金属开始凝固。
压铸机结构及原理压铸机是一种通过将熔融金属注入模具中,并施加压力来制造金属制品的机器。
它主要由注射系统、锁模系统、润滑系统、冷却系统、电气系统等组成。
下面将详细介绍压铸机的结构和工作原理。
注射系统是压铸机的核心部件,主要由注射缸、注射活塞、喷嘴等组成。
在工作过程中,金属材料首先被加热熔化,然后被注射活塞推进进入模腔。
注射系统需要具备较高的压力和温度控制能力,以确保金属材料能够完全充填到模具中。
锁模系统用于将模具锁定在机器上,以确保注射过程中模具不会移动。
它主要由锁模机构、锁模缸等组成。
在工作过程中,模具会被锁定在机器上,并且在注射完成后才会解锁,以方便取出成品。
冷却系统用于控制模具温度,以确保成品能够迅速冷却并保持形状稳定。
它主要由冷却管路和冷却水箱组成。
通过冷却系统,可以将冷却水送入模具中,降低模具温度,使金属迅速固化。
润滑系统用于保持机器各个运动部件的润滑状态,以减少摩擦和磨损。
它主要由润滑泵和润滑剂管路组成。
润滑系统需要定期维护和更换润滑剂,以确保机器的正常运行。
电气系统用于控制压铸机的各项功能,包括注射、锁模、冷却等。
它主要由控制器、电动机、传感器等组成。
电气系统是整个压铸机的大脑,可以通过控制器设置注射时间、温度、压力等参数,以确保产品的质量要求。
压铸机的工作原理是利用液压系统,通过液体的压力来实现金属的注射和模具的锁定。
液压系统主要由液压泵、液压缸、液压控制阀等组成。
在工作过程中,液压泵将液压油从液压油箱抽取并供应给液压缸和液压控制阀。
通过控制液压控制阀的开关,可以实现不同的工作模式,如注射、锁模等。
具体工作过程如下:首先,将金属材料加热至熔化温度,然后注入注射缸中。
接着,控制液压泵加压,将熔融金属通过注射活塞推入模腔中。
注射完成后,液压系统将注射缸回位,准备下一次注射。
然后,液压系统将锁模缸加压,将模具紧密锁定在机器上,防止其移动。
模具锁定后,液压泵停止供油,保持锁定状态,直到产品冷却完成。
压铸给汤机的保养与维护
压铸给汤机是鑫台铭研发生产的压铸周边自动化设备三大件之一,压铸给汤机是通过机械连杆原理来实现从熔炉取合金汤液按理想的轨迹送至压铸机压射室的动作的机械设备。
可单动,也可与压铸机,喷雾机,取件机及冲床联机连线,完成全自动化生产。
给汤机手臂前进/后退及注汤/取汤,由独立变频器控制,提高给汤之速度,增加生产速度,故障率低,操作容易。
下面介绍压铸给汤机的保养及维护。
一、给汤机的保养检查:
二、机器常见故障的排除方法:。