m7120型平面磨床资料
- 格式:ppt
- 大小:794.50 KB
- 文档页数:18


XXX 学院综合课程设计说明书题目:学生姓名:学号:所在院(系):专业:指导教师:职称:XXXX年 XX 月XX日目录摘要 (4)前言 (7)第一章M7120平面磨床简介 (7)1.1 M7120平面磨床控制原理图............................................................................. (7)1.2 M7120平面磨床结构及功能............................................................................. (9)1.3 M7120平面磨床的电气控制分析 (11)第二章PLC简介 (11)2.1 PLC的发展 (11)第三章硬件设计 (11)3.1 PLC的物理结构 (13)3.2 PLC的外部接线图 (13)第四章M7120平面磨床的PLC控制 (13)4.1 M7120平面磨床PLC输入/输出分配 (13)4.2 M7120平面磨床PLC控制接线图 (14)4.3 M7120平面磨床PLC流程图 (15)4.4 M7120平面磨床梯形图 (16)4.5 M7120平面磨床在s7—200中的仿真 (19)4.6 M7120平面磨床PLC指令语句 (20)总结 (21)参考文献 (22)摘要本次设计的内容主要是利用PLC(Programmable Logic Controller)对M7120平面磨床的控制部分进行改造。
我先对本次的设计进行了总体的思考和分析,使自己对M7120平面磨床的基本结构、运动情况、加工工艺要求等有一定的了解。
M7120平面磨床主要有车身、主轴变速箱、尾座进给箱、丝杠、光杠、刀架和溜板箱等组成。
对M7120平面磨床电气控制部分进行分析得出它需要完成开门断电功能、主轴电动机的正反转控制功能、刀架的快速移动功能、冷却泵电动机的控制。
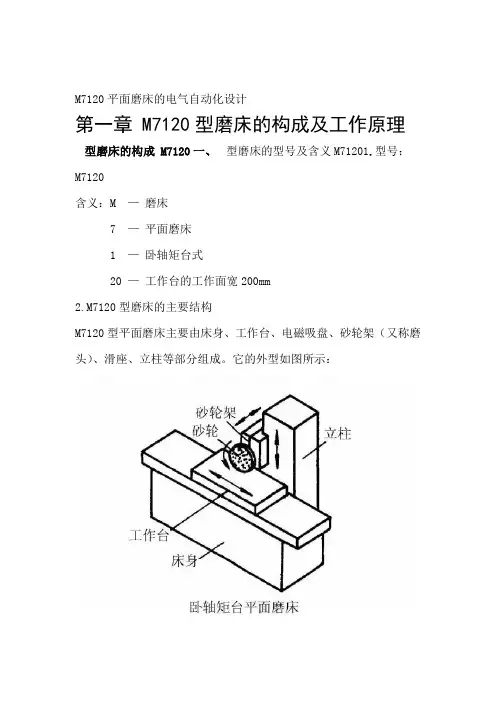
M7120平面磨床的电气自动化设计第一章 M7120型磨床的构成及工作原理型磨床的构成 M7120一、型磨床的型号及含义M71201.型号:M7120含义:M —磨床7 —平面磨床1 —卧轴矩台式20 —工作台的工作面宽200mm2.M7120型磨床的主要结构M7120型平面磨床主要由床身、工作台、电磁吸盘、砂轮架(又称磨头)、滑座、立柱等部分组成。
它的外型如图所示:磨床的主运动是砂轮的旋转运动,辅助运动是工作台的左右往返1M7120平面磨床的电气自动化设计运动和砂轮架的前后上下进给运动。
工作台的往返运动采用液压传动,能保证加工精度。
砂轮升降电动机使砂轮在立柱导轨上作垂直运动,用以调整砂轮与工件位置。
3.控制要求(1)砂轮的旋转用一台三相异步电机拖动,要求单向连续运行。
(2)砂轮电动机、液压泵电动机和冷却泵电动机都只要求单向旋转。
(3)砂轮升降电动机要求能正反转控制。
(4)冷却泵电动机只有在砂轮电动机起动后才能起动。
(5)电磁吸盘应有充磁和去磁控制环节。
二、M7120型磨床的工作原理1.M7120型磨床电气控制线路图见附图2.主电路工作原理主电路中有四台电动机,分别为液压泵电动机M1、砂轮电动机M2、冷却泵电动机M3和砂轮升降电动机M4,它们的短路保护均由熔断器FU1实现。
热继电器FR1、FR2、FR3分别为M1、M2、M3的过载保护。
液压泵电动机M1只需要单向旋转,由接触器KM1控制。
由于冷却泵电动机M3必须在砂轮电动机M2运转后才能起动,所以由同一个接触器KM2控制。
砂轮升降电动机M4由接触器KM3和KM4控制,要求能正反转,由于M4是点动短时运转,故未设过载保护。
3.控制电路工作原理(1)液压泵电动机M1的控制若电源电压正常,由变压器TC副绕组提供135V交流电压,经桥式整流器VC整流后得到110V直流电压,使欠电压继电器KV线圈得电吸合,其常开触头KV闭合,为电动机的起动作好准备。
若电源电压偏低,KV不能可靠工作,则四台电动机均不能起动。

M7120平面磨床主要结构及运动形式M7120平面磨床是卧轴矩形工作台式结构如图1所示,它由床身、工作台、电磁吸盘、砂轮箱、滑座、立柱等部分组成。
它的主要运动是砂轮的快速旋转,辅助运动是工作台的纵向往复运动和砂轮架的横向以及垂直进给运动。
工作台每完成一次纵向往复运动,砂轮架横向进给一次,从而能连续地加工整个平面。
当整个平面加工磨完一遍后,砂轮架在垂直于工件表面的方向移动一次,称为吃刀运动。
通过吃刀运动,可将工件尺寸磨到所需的尺寸。
图1 M7120平面磨床的外形结构。

前言M7120磨床是用来砂轮的周边或端面对工件的表面进行机械加工的一种精密机床。
磨制工件的水平面和垂直平面,精度和表面光洁度较高,适用于磨削精密零件和各种工具,并可作镜面磨削。
它在机械加工业中占有重要地位。
磨床的广泛应用,给机械制造业的生产方式、产品机构和产业机构带来了深刻的变化,其技术水平高低和拥有量多少,是衡量一个国家和企业现代化水平的重要标志。
M7120磨床是由各种继电器为主要元件的电气控制线路,承担着生产过程自动控制的艰巨任务,由数量不等的各种继电器构成复杂的控制系统,用成千上万根导线连接起来。
为保证控制系统的正常运行,需要安排大量的电气技术人员进行维护,有时某个继电器损坏,甚至某个继电器触头接触不良,都回影响整个系统的正常运行。
如果系统出现故障,要进行检查排除故障又是非常困难的,全靠电气技术人员长期积累经验。
所以我们设计制作了M7120磨床电气控制部分的模拟电路,进行分析磨床对电气传动的要求,电气控制路线的工作原理,以及故障检修的模拟练习。
该设备是检修实验教室模拟机床设备系列之一,以供在校的学生进行安装维修的学习,并可以用于中级工技能鉴定的检修设备。
该设备在主电路、控制电路中共设置了20个故障点,使学生在校学习期间就能积累一定的安装和检修的经验,为以后从事机电工作打下了坚实的基础。
2.M7120磨床电路的介绍2.1磨床的简介2.1.1 M7120磨床的结构平面磨床的结构如图所示,由床身、工作台、电磁吸盘、砂轮箱、滑座、立柱等部分组成。
1.床身:其中装有液压传动装置,以使矩形工作台做往复运动(纵向)2.工作台:表面是T形槽,用来安装电磁吸盘以吸持工件或直接安装大型工件。
3.电磁吸盘:夹紧工件4.砂轮箱:沿滑座水平导轨作横向运动5.滑座:可在立柱导轨上作上下移动2.1.2M7120磨床控制顺序根据磨床的结构可知它的几种运动形式,主运动是砂轮的旋转运动。
垂直进给,即滑座在立柱上的上下运动;槽向进给,即砂轮箱在滑座上的水平运动;纵向进给,即工作台沿床身的往复运动。
电气控制技术课程设计说明书M7120型平面磨床电气控制一、 M7120型平面磨床电气控制设计任务及设计要求 (1)1 控制设计要求 (1)2 控制设计任务 (1)二设计方案 (1)1 主电路设计 (1)2 辅助电路设计 (3)三电气原理图设计 (4)1 主电路设计与分析 (4)2 辅助电路设计及分析 (5)四电气控制板安装与调制 (6)1 控制板任务 (6)2 安装实物图片 (6)3 调试情况 (8)五 PLC控制的设计 (10)1 I/O点分析 (10)2 PLC选型 (10)3 I/O点分配 (10)4 PLC外围接线图 (11)5 PLC程序设计 (12)6 程序的运行与调试 (14)六收获与与体会 (23)七总结:PLC控制与继电器控制的区别 (24)我先对本次的设计进行了总体的思考和分析M7120型平面磨床主要由4台电动机组成,它们分别是:液压泵电动机M1,砂轮电动机M2,冷却泵电动机M3,砂轮升降电动机M4。
M1单向旋转,可实现反接制动、两地控制;M2、M3均单向旋转,M3只有在M2启动后才能运转;M4可实现双向旋转,且只能通过电动控制。
首先绘制原理接线图,随后连电路板、进行调试。
然后根据电气控制电路的线路图,绘制PLC外围接线图,编程PLC的梯形图,调试。
一、 M7120型平面磨床电气控制设计任务及设计要求1 控制设计要求(1)液压泵电动机M1单向旋转,可实现反接制动,两地控制。
(2)M2、M3均单向旋转,M3只有在M2启动后才能运转。
(3)M4可实现双向旋转,且M4只能通过电动控制。
(4)M1、M2、M3均有过载保护功能,整个电路具有短路保护功能。
(5)机床控制电路及指示灯电路,电压均为380V。
其中HL1为控制指示灯,HL2为M1运转指示灯,HL3为M2及M3运转指示灯,HL4为M4运转指示灯。
2 控制设计任务(1)绘制电气控制原理图(A2图幅),PLC外围接线图(A3图幅),编写PLC控制程序。
M7120平面磨床电气控制线路的故障分析与检查一、主要结构形式及运动方式1.主要结构2二、电气线路分析下图为M7120平面磨床的电气控制线路。
分为主电路、控制电路、电磁工作台控制电路和照明指示灯电路四部分。
1.主电路分析主电路共有三台电动机,M1是砂轮电动机,M2是冷却泵电动机,M3是液压油泵电动机。
三台电动机均具有短路、失压、欠压保护,分别由FU1和KM1、KM2、KM3来执行,FR1、FR2、FR3热继电器执行过载保护。
2.控制电路分析(1)液压油泵、冷却泵电动机M2、M3的控制控制电路如图所示:动作原理:电源电压正常,按下SB2,电流经T(110V)→FU3→FR1→FR2→FR3→SB1→SB2→KM1→T(110V)。
接触器KM1线圈通电,主触头KM1闭合,M2、M3启动运行,辅助触头KM1闭合,进行自保。
系统压力传递给压力继电器P,为砂轮电动机启动做准备。
若按下停止按钮SB1,接触器KM1断电,主触头KM1断开,液压泵、冷却泵电动机M2、M3断电,停止转动。
(2)砂轮电动机的控制控制电路如图所示:91591517911911 13(3)电磁工作台的控制控制电路如图所示:控制原理:当电磁吸盘需要吸力夹持工件时,旋转转换开关SA2,使接点(37-41)和(45-43)接通。
充磁回路由VC+→SA2(45-43)→X→YA→X→SA2(41-37)→VC-。
YA吸牢工件,砂轮对工件进行磨削加工。
加工完毕后,将SA2经“放松”位置打向“退磁”位置,使接点(45-41)和(47-37)接通。
退磁回路由VC+→SA2(45-41)→X→YA→X→3R→SA2(47-37)→VC-,反向给电磁吸盘和工件退磁。
退磁完毕后,旋转SA2到“放松”位置,取下工件。
1.122.1291517 3123。
M7120型平面磨床的电气控制电路及工作原理磨床是用磨具和磨料(如砂轮、砂带、油石、研磨剂等)对工件的表面进行磨削加工的一种机床,它可以加工各种表面,如平面、内外圆柱面、圆锥面和螺旋面等。
通过磨削加工,使工件的形状及表面的精度、光洁度达到预期的要求;同时,它还可以进行切断加工。
根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、内圆磨床、工具磨床和各种专用磨床(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床等),其中以平面磨床使用最多。
平面磨床又分为卧轴和立轴、矩台和圆台四种类型,下面以M7130型卧轴矩台平面磨床为例介绍磨床的电气控制电路。
M7130型平面磨床型号的含义为一、平面磨床的主要结构和运动形式M7120型卧轴矩形工作台平面磨床的主要结构包括床身、立柱、滑座、砂轮箱、工作台和电磁吸盘,如图7—4所示。
磨床的工作台表面有T型槽,可以用螺钉和压板将工件直接固定在工作台上,也可以在工作台上装上电磁吸盘,用来吸持铁磁性的工件。
平面磨床进行磨削加工的示意图如图7—5所示,砂轮与砂轮电动机均装在砂轮箱内,砂轮直接由砂轮电动机带动旋转;砂轮箱装在滑座上,而滑座装在立柱上。
图7-4 M7130卧轴矩台平面磨床结构示意图磨床的主运动是砂轮的旋转运动,而进给运动则分为以下三种运动。
(1)工作台(带动电磁吸盘和工件)作纵向往复运动;(2)砂轮箱沿滑座上的燕尾槽作横向进给运动;(3)砂轮箱和滑座一起沿立柱上的导轨作垂直进给运动。
图7-5 磨床的主运动和进给运动示意图二、平面磨床的电力拖动形式和控制要求M7120型卧轴矩台平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求是:(1)砂轮由一台笼型异步电动机拖动,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有电气调速的要求,也不需要反转,可直接起动。
(2)平面磨床的纵向和横向进给运动一般采用液压传动,所以需要由一台液压泵电动机驱动液压泵,对液压泵电动机也没有电气调速、反转和降压起动的要求。