转动小滑板法车削圆锥体
- 格式:ppt
- 大小:898.50 KB
- 文档页数:46
转动小滑板法车外圆锥《转动小滑板法车外圆锥》一、教材分析1、教材分析及处理《机械加工技术》以技能训练为主,着重提高学生的操作技能。
在加工锥体的诸多方法中,转动小滑板法应用最为广泛,是本次课的重点和难点。
所以在处理这部分内容时,我制作了课件动画及视频来帮助学生理解,将抽象问题具体化,启发学生发现问题,自主探究得出结论,以此激发学生的求知欲。
2、本次课的重点和难点(1)重点:圆锥小端直径、圆锥半角的计算;转动小滑板车圆锥的方法和步骤。
(2)难点:车削圆锥时小滑板转动角度的控制。
3、教学目标(1)能力目标:会用转动小滑板法车圆锥(2)知识目标:掌握圆锥小端直径、小滑板转动角度的计算掌握转动小滑板车圆锥的方法和步骤。
(3)情感目标:自主学习、协作学习能力。
分析归纳总结知识的能力和解决问题的能力。
二、学情分析:1、授课对象:我校机械加工专业的学生。
2、学生特点:文化基础普遍较差,学习自主性较弱;但活泼好动,喜欢动手,对新事物有探索的热情。
3、学生基础:已掌握了车削台阶轴的相关知识、方法和技能。
三、教法、学法设计:1、教法:行动引导教学法。
即以学生上一任务加工的产品创设情景,在学生已有知识和技能的基础上,启发诱导,激发学习兴趣和求知欲。
2、学法:自主探究学习法。
即通过观察课件动画,问题思考,进行探究性学习,自主分析得出结论,培养学生观察、比较、归纳总结的能力。
四、教学设计:(一)、复习回顾:知识、技能回顾:①刀具、工件的装夹及注意事项。
②车削阶台轴的方法、步骤及注意事项。
③倒角的方法。
(二)、课题引入:前面我们给台阶轴倒角时,采用将方刀架转动45o角的方法,这给我们即将学习锥体加工带来什么启示?(三)、新授内容:1、锥体的特点及应用2、锥度的概念:。
照塑:垒:凰转动小滑板车莫式圆锥的技巧张学丰(唐山劳动高级技工学校,河北唐山063000)瞒要]利用百分表控制小滑板车车削圆锥,克服传统车圆锥方法中存在的糟度不高。
调整时问长等钝最。
[关键词]转动小滑板法车圆锥;莫式圆锥;百分表转动小滑板车圆锥是每一个车工必须掌握的基本课题之一。
转动小滑板的刻度值,—般只能精确到半度左右,在分、秒数值上,不可能转得十分精确。
对一些精度值要求较高的锥体工件,需要互相配合的内、外圆锥,直至符合要求的锥度精度为止。
其缺点是加工精度不高,调整小滑板角度的时间长,难以把握角度的分、秒值。
另外在调整车削过程中容易把圆锥车成废品,笔者通过多年的工作经验总结出—种利用百分表控制转动小滑板车圆锥的技巧,此技巧可克服上述弊端。
1工作原理就是利用直角三角形的正切正弦关系原理。
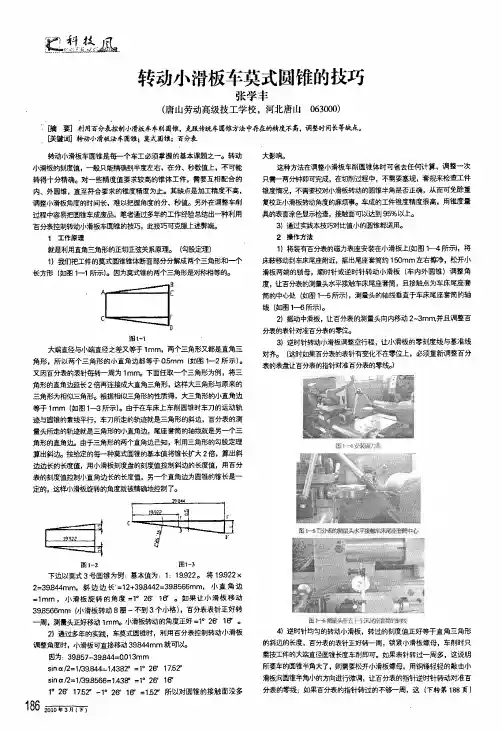
(勾股定理)1)我1门把工件的莫式圆锥锥体断面部分分解成两个三角形和一个长方形(如图1—1所示)。
因为莫式锥的两个三角形是对称相等的。
图1-1大端直径与小端直径之差又等于1m m,两个三角形又都是直角三角形,所以两个三角形的小直角边都等于0.5m m(如图1—2所示)。
又因百分表的表针每转一周为1m m。
下面任取—个三角形为例,将三角形的直角边延长2倍再连接J自谤澶角三角形,这样大三角形与原来的三角形为相似三角形。
根据相似三角形的性质得,大三角形的小直角边等于1m m(如图1—3所示)。
由于在车床上车削圆锥时车刀的运动轨迹与圆锥的素线平行,车刀所走的轨迹就是三角形的斜边,百分表的测量头所走的勒j峦就是三角形的小直角边,尾座套筒的轴线就是另—个三角形的直角边。
由于三角形的两个直角边已知,利用三角形的勾股定理算出斜边。
按给定的每一种莫式圆锥的基本值将锥长扩大2倍,算出斜边边长的长度值,用小滑板刻度盘的刻度值控制斜边的长度值,用百分表的刻度值控制,J、直角边长的长度值,另—个直角边为圆锥的锥长是~定的,这样小滑板旋转的角度就被精确地控制了。
如何用数控机床车圆锥孔?如何用数控机床车圆锥孔?机床车圆锥孔的方法和技巧有哪些?YJBYS店铺为你整理了相关知识,一起来学习吧!一、机床车圆锥孔机床车圆锥孔比车圆锥体困难,因为车削工件在孔内进行,不易观察,所以要特别小心,为了便于测量,装夹工件时应使锥孔大端直径位置安放在外端。
(一)转动小滑板车圆锥孔1)先用直径小于锥孔小端直径1~2mrn的钻头钻孔(或车孔)。
2)调整小滑板镶条松紧及行程距离。
3)装刀时把车刀严格对准工件中心。
4)转动小滑板角度的方法与车圆锥体相同,但是方向相反,应顺时针方向转过∥2角度进行车削,当锥形塞规能塞进孔的l/2长时,开始进行查,然后根据测量情况,逐步找币小滑新角庸。
(二)移动机床床鞍法根据量出长度n使车刀轻轻接触_T件端面.接着移动小滑板,使车刀离开工件平面一个n的距离,然后移动床鞍使车刀同工件平面接触,这时虽然没有移动中滑板,但车刀已切人一个需要的深度。
(三)切剖用量的选择1)切削速度比车圆锥体时低10%一20%。
2)手动进给量要始终保持均匀,不能有停顿与快慢现象,最后一刀的背吃刀量一般取o 1一o 2曲为宜。
如果在精车钢件时,可加切削液或机油,以减小表面粗糙度值。
(四)皤锥孔的检测1)用锥度界限量规涂色检查,并控制尺寸。
2)根据塞规在孔外的长度。
,确定孔径车削余量,并用中滑板刻度进刀。
(五) 机床车配套圆锥面的方法先把圆锥体车正确,不要变动小滑板角度,只需把内孔刀反装,使切削刃向下(主轴仍正转),然后车圆锥孔。
(六)注意事项1)粗车时不宜进刀过深,应先粗找正锥度(检查锥形塞规与工件配合是否有间隙)。
2)用塞规涂色检查时,必须注意孔内清洁,转动相隔180。
涂两条显示剂,不超过半圈。
3)取出锥形塞规时应注意安全,不能敲击,以防工件移位。
4)要以锥形塞规上的界限线来控制锥孔尺寸。
5)在精车时可加润滑液,以得到较小的表面粗糙度值。
二、机床圆锥孔在加工直径较小的圆锥时,因为刀杆强度较差,难以达到较高的精度和较小的表面粗糙度值要求,这时可以用锥形刀来加工,用削方法加工的内圆锥精度比车削高,表面粗糙度可达R。
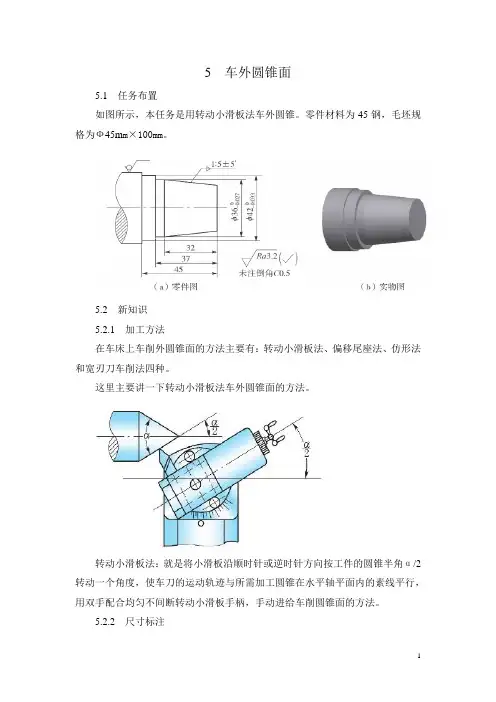
5 车外圆锥面5.1 任务布置如图所示,本任务是用转动小滑板法车外圆锥。
零件材料为45钢,毛坯规格为Ф45m m×100mm。
5.2 新知识5.2.1 加工方法在车床上车削外圆锥面的方法主要有:转动小滑板法、偏移尾座法、仿形法和宽刃刀车削法四种。
这里主要讲一下转动小滑板法车外圆锥面的方法。
转动小滑板法:就是将小滑板沿顺时针或逆时针方向按工件的圆锥半角α/2转动一个角度,使车刀的运动轨迹与所需加工圆锥在水平轴平面内的素线平行,用双手配合均匀不间断转动小滑板手柄,手动进给车削圆锥面的方法。
5.2.2 尺寸标注车外圆锥面时图纸上主要有二种尺寸标注方式:1、定大端、角度和长度(如图1);2、定大端、锥度和长度(如图2)。
图1 图2锥度和角度换算公式:tanα/2=C/2;式中α/2——圆锥半角;C——锥度。
5.2.3 加工工艺5.2.3.1 定大端、角度和长度的加工工艺1、加工外圆到大端尺寸,用刻痕法标记长度。
2、用板手将小滑板下面转盘上的两个(或四个)螺母松开。
3、将小滑板沿顺时针或逆时针方向按工件的圆锥半角α/2转动一个角度。
4、用板手将小滑板下面转盘上的两个(或四个)螺母按对角依次拧紧。
(图5)拍照5、粗车外圆锥面,中途进行测量,微调小滑板角度,保证圆锥角度正确。
保留精加工余量0.5~1mm。
检测方法后面再讲。
6、精加工如图1圆锥时,先用刀尖对准刻痕,记下中滑板刻度值。
然后大滑板不动,中滑板退出,移动小滑板到端面。
再移动中滑板到记下的刻度值,小滑板进给加工。
图1 图67、精加工如图6圆锥时,先用刀尖对准刻痕,小滑板进给加工到台阶面。
5.2.3.2 定大端、锥度和长度的加工工艺基本与定大端、角度和长度的加工方法相同,其中第3点要把锥度换算成角度,第5点要保证圆锥锥度正确。
5.2.4 测量方法测量圆锥常用的量具有:套规、样板、万能角度尺。
5.2.4.1 套规检测方法:1、粗测用估计法将套规轻轻套在工件上,用手捏住套规左、右两端分别上下摆动,应均无间隙。
车锥面常用的四种方法
车锥面的方法有四种,分别是转动小拖板法、偏移尾架法、靠尺法和宽刀法。
下面是对这四种方法的介绍:
- 转动小拖板法(小刀架转位法):根据零件的圆锥角(2α),把小刀架下的转盘顺时针或逆时针扳转一个圆锥角(α),再把螺母固紧,用手缓慢而均匀转动小刀架手柄,车刀则沿着锥面的母线移动,从而加工出所需要的锥面。
此法操作简单,可以加工任意锥角的内、外锥面,但受小刀架行程的限制,不能加工较长的锥面,且需要手动进给,劳动强度较大,表面粗糙度值Ra为6.3~1.6μm。
适用于单件小批生产中,车削精度较低和长度较短的圆锥面。
- 偏移尾架法:尾架主要由尾架体和底座两大部分组成。
底座靠压板和固定螺钉紧固在床身上,尾架体可在底座上工作横向调节。
当松开固定螺钉而拧动两个调节螺钉时,即可使尾架体在横向移动一定距离。
此法适用于加工锥面斜角α<8°的锥面。
- 靠尺法:适用于车削圆锥斜面<12°的内外长锥面,主要用于大批量生产。
- 宽刀法:适用于批量生产中,加工较短的内外锥面。
不同的车锥面方法有不同的特点和应用场景,你可以根据实际需求选择合适的方法。
浅谈转动小滑板加工锥体快捷方法【摘要】回转小滑板刀架加工锥形零部件是普通车床车削圆锥工件最常用的方法为了提高普通车床利用小滑板转动角度车削锥体工件及相互配合锥体的精度质量及工作效率。
本文从以下几个方面论述一下该工艺的技术要点。
【关键词】锥体工件回转刀台同心度圆锥零件在我国机械行业中应用非常之广泛,主要用于一些定位配合件,密封件以及工具配合联接件等等,随着数控技术的发展与运用锥体工件的加工精度有了很大的提高,但是数控加工技术并没有普及,大部分精度较高的部件都是由精度较高的磨床完成,但是基础加工必须由普通车床来加工的普通车床加工锥体工件。
根据圆锥角度的大小和长度在普车上一般有四种加工方法:(1)宽刀刃切削法,一般加工一些锥度短的工件。
(2)仿形切削法,一般加工一些批量生产的工件。
(3)偏移尾座法,这种方法通常加工一些锥度特长小刀架回转行程无法加工的零件。
(4)转动小滑板车削锥体方法,这是最常用的方法。
一、圆锥体长度的控制由于圆锥体母线与零件的轴线不是平行关系所以就影响了圆锥的长度测量在具体车削过程中,长度的尺寸也很难控制。
圆锥体的各要素关系式是:K=大径D—小径d/长度L,圆锥半角的正切值,tgA=k/2,那么转动小滑板切削锥体时它的转动角度是锥角的1/2假如:锥角是10度30分那么它的转动角度就应该是5度15分所以当转动角度一定时大径D与小径之差就决定了圆锥长度,车削过程中,刀具从小径端运动到大径端的切削过程中,机床的中滑板没有移动也就是说任何一个长度的圆锥体在切削过程中刀具在大端和小端的时候中滑板刻度值是不变的,根据这一点我们在圆锥车削过程中采用一种快捷方式来控制长度。
(1)根据图纸要求长度从小头对刀并记住中滑板刻度,对刀后在车削圆锥体全过程不能再动大滑板位置,最好将大滑板固定,可用扳手将大滑板固定螺钉锁紧。
(2)利用小刀架和中滑板退刀进刀,中滑板刻度到第一步对刀时的刻度处车削圆锥就达到图纸要求的长度,该方法特点是方便快捷很适合精度不高的批量生产。
任务二:转动小滑板法车内锥孔任务描述:车圆锥孔比外圆锥复杂,车削工作在孔内进行,不易观察。
为了便于测量装夹时应使锥孔大端直径的位置在外端。
其车削方法与车外圆锥基本相同,只是转动的方向相反,切削速度选择比车削外圆锥要低。
任务要求:1、掌握内圆锥的车削加工方法。
2、合理选择切削用量。
任务实施:车圆锥孔比外圆锥复杂,车削工作在孔内进行,不易观察。
为了便于测量装夹时应使锥孔大端直径的位置在外端。
一、相关工艺知识1、转动小滑板车锥孔的方法1)车刀装夹要求车刀刀尖要对准工件中心,刀柄伸出的长度应保证工件切削行程的需要,刀柄与锥孔周围要留有一定的退刀量。
2)转动小滑板的方法与车外圆锥相同,只是方向相反,顺时针转动工件圆锥半角a/2.同时调整好小滑板镶条的松紧及行程距离。
3)粗车内圆锥面(1) 钻孔用小于锥孔小端直径1~2mm的麻花钻钻孔。
(2) 粗车内锥面方法与车外圆锥一样,车削至锥形塞规能塞进工件孔约1/2长度时,用涂色法检查锥孔角度,根据擦痕情况调整小滑板转动的角度逐步调整将角度找正并留精车余量。
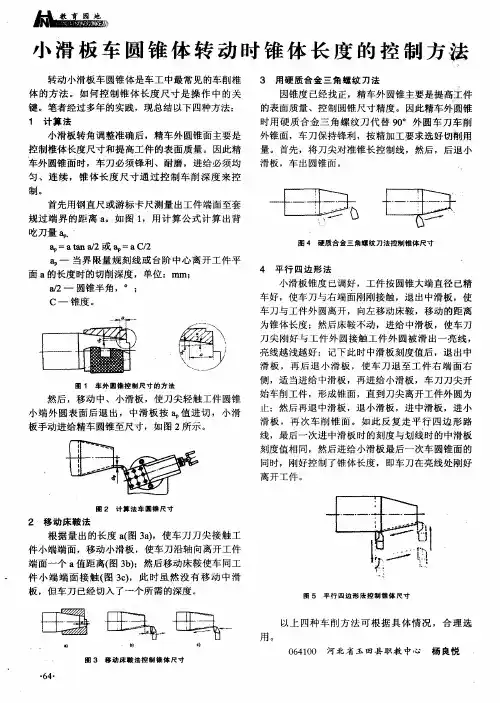
塞规4) 精车内锥面 精车内锥控制尺寸的方法与精车外锥相同,也可以用计算法(图1)或移动床鞍法(图2)确定a p 值。
2、切削用量的选择1) 切削速度比车外圆锥面时低10%~20%。
2) 手动进给要始终保持均匀,不能停顿与快慢不均匀的现象。
最后一刀的背吃刀量a p 一般取0.1~0.2mm 为宜。
3) 精车钢件时,可以加切削液或润滑油,以减少表面粗糙度Ra 值,提高表面质量。
3、车配套圆锥面的方法 先转动小滑板加工外圆锥面,不变动小滑板的角图1 计算法 塞规移动小滑板 移动溜板 2、车刀离开工件距离a 3、车刀接触工件塞规 1、测出余下尺寸 工件 图2 移动车鞍法度,将内锥车刀反装,使切削刃向下,便可以加工出与圆锥体相配合的圆锥孔。
(如下图所示)车配套圆锥面的方法二、内锥车削训练按下图要求完成零件的加工1.刀具刃磨、工量具准备2.工件安装夹毛坯伸出20mm找正,粗车Φ42×6 mm的夹位。