特殊嵌体的设计和技术规范
- 格式:ppt
- 大小:4.58 MB
- 文档页数:52
嵌体制备的基本要求
嵌入体制备的基本要求包括以下几点:
1.样品要求:嵌入体制备的样品需要具备一定的硬度和耐性,通常选择固体或半固体的组织类型,如肌肉组织、骨骼组织等。
此外,样品的形态和尺寸也需要符合需要,以便于加工和嵌入过程中的操作。
2.加工要求:样品的加工需要使用切割机、磨片机等工具,对样品进行切割、磨削、打磨等处理。
加工过程需要注意样品的形态和尺寸保持一致,并保持样品的完整性和细胞结构的完整性。
3.固定要求:用于嵌入的组织需要进行固定处理,以保持组织结构完整,便于后续的切片和染色。
固定处理需要根据样品的性质和需求选择适当的固定液和固定时间,同时需要进行去水和脱脂处理,以便于后续的嵌入和切片。
4.嵌入要求:固定后,样品需要进行嵌入处理,即将样品置于嵌入剂中,经过一定的温度和压力处理,整个过程需要严格控制温度和时间,以保持嵌入剂的流动性和样品的完整性。
嵌入剂可以选择石蜡、PMMA等不同类型的嵌入剂,根据不同嵌入剂的特性选择适当的嵌入方式。
5.切片要求:嵌入后的样品需要进行切片处理,将样品切成一定的薄片以便于观察。
切片的厚度需要根据需求和嵌入剂的性质选择,同时需要保持切片的整齐和细节的清晰度,便于后续的染色和观察。
总之,嵌入体制备需要严格控制各个环节的细节和参数,以保证样品的完整性和细胞结构的不受影响,只有做好这些基本要求,才能保证样品高质量的切片和染色,从而对细胞结构和功能进行更深入的研究。
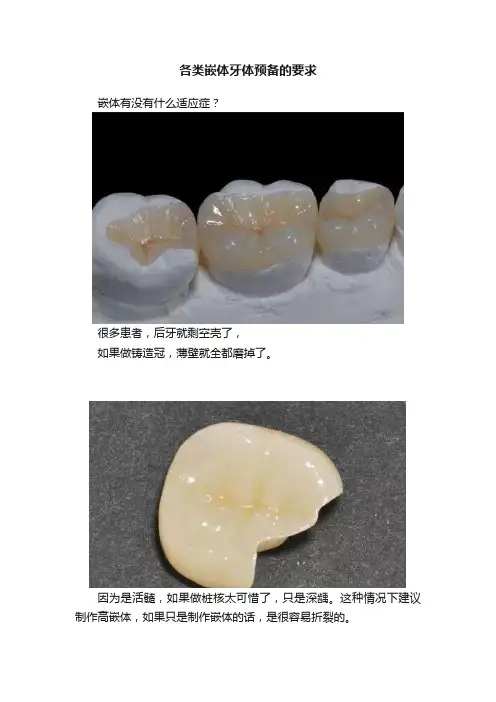
各类嵌体牙体预备的要求嵌体有没有什么适应症?很多患者,后牙就剩空壳了,如果做铸造冠,薄壁就全都磨掉了。
因为是活髓,如果做桩核太可惜了,只是深龋。
这种情况下建议制作高嵌体,如果只是制作嵌体的话,是很容易折裂的。
有些时候就是为了防止牙体劈裂,以退为进,将可能劈裂的牙体尤其是上颌舌侧及下颌颊侧的部分降低,用金(爱口腔)属或者全瓷恢复,这就是高嵌体。
需要指出的是,死髓牙因为牙体更容易劈裂,所以大面积缺损的情况下,一般是做冠而不是高嵌体。
制作嵌体的时候一定要设计好,尤其是受力的分析,我见过一个韩国人口里的许多咬合面金嵌体,有三个已经出现隐裂了.适应症1.严重的牙体缺损已涉及牙尖、切角、边缘嵴以及颌面,需要咬合重建而不能使用一般材料充填修复者。
2.牙体缺损的邻接不良或食物嵌塞严重,需恢复邻面接触点者。
3.固定桥的基牙已有龋洞或要放置栓体、栓槽附着体,可以设计嵌体作为固位。
禁忌症1.青少年的恒牙和儿童的乳牙,因其髓角位置高,不宜做嵌体。
2.颌面缺损范围小且表浅者。
以避免切割过多的健康牙体组织。
3.牙体缺损范围大,残留牙体组织抗力形差,固位不良者。
4.前牙缺损慎用嵌体修复。
操作程序及方法牙体预备1.磨邻牙及对颌过锐、过长或形态异常又妨碍嵌体修复的牙尖及边缘嵴。
2.根据牙体缺损的具体情况做出适合的,能满足固位、抗力要求的嵌体洞型设计方案。
3.选择合适的车针,根据嵌体洞型设计方案进行牙体预备。
4.去除腐质及无基釉质,尽可能多的保留健康牙体组织,活髓牙应注意防止意外穿髓。
5.颊、颌、舌面的沟、裂、点隙处可做预防性扩展。
6.洞型无倒凹,底平、壁直、线角清晰,洞的深度应大于2mm。
7.洞壁应自洞底向合面外展2°~5°。
8.在洞缘釉质层厚度的1/2处应向外做45°洞斜面,斜面宽度约1.5mm。
9.洞的外形应成为圆钝的曲线形。
10.可加用颌面鸠尾固位形(鸠尾颊部宽度不大于颌面1/2),或轴壁上加钉、沟固位形。

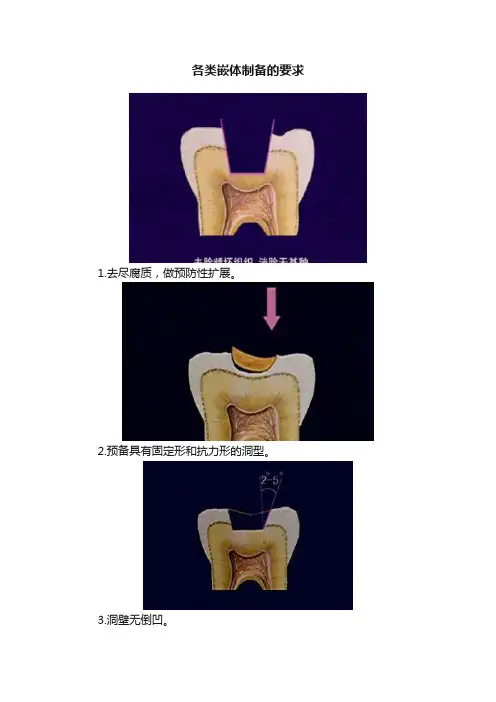
各类嵌体制备的要求1.去尽腐质,做预防性扩展。
2.预备具有固定形和抗力形的洞型。
3.洞壁无倒凹。
4.预备洞缘斜面。
①洞斜面要求一般在洞缘预备出45°斜面斜面宽度约1.5mm一般起于釉质厚度1/2处②洞斜面的作用去除无基釉预防釉质折断。
增加边缘密合度。
5.领面制备特点对于邻面凸度小,缺损表浅,邻接不良的患牙,可做片切形。
恢复邻接。
斜面片切的要求:①方向于就位道一致,无倒凹。
②颊舌边缘达到自洁区。
③龈段齐龈或位于龈下。
④制作小箱状、肩台固位形增强固位。
⑤各片切面外展2°-5°。
各类嵌体牙体预备的要求1.合面嵌体的牙体预备①去龋②预防性扩展③减少刺激④合面固位形与抗力形要求-洞壁直-洞深度-洞底平-洞缘小斜面2.邻合嵌体的牙体预备①合面部分鸠尾固位形②邻面部分箱状洞形片切面形加强固位3.后牙近中-合-远中嵌体的牙体预备要求①尽量多保留牙体组织②各轴壁互相平行,防止出现倒凹4.高嵌体牙体预备要求高嵌体的固位主要依靠钉洞①数目:2-4个最佳②位置:近远中窝、颊舌沟内③深度:2mm④粗细:直径约1mm⑤方向:平行、越分散越好牙体预备的注意事项:1.切磨牙体时支点要稳妥2.彻底去净腐质,并预防性扩展3.较深的洞底不必强求平面4.洞型外形线圆钝5.邻面片切时不要切伤邻牙6.注意采取保护牙髓的措施7.轴壁、片切面、钉洞方向互相平行,并与就位道方向一致8.暂时充填保护窝洞。

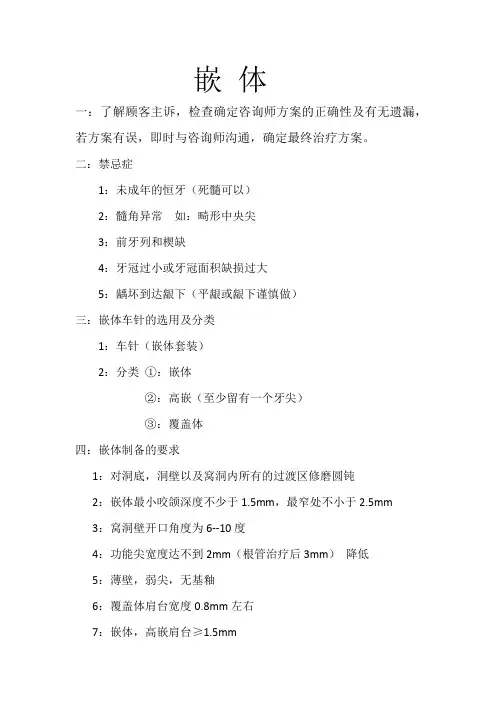
嵌体一:了解顾客主诉,检查确定咨询师方案的正确性及有无遗漏,若方案有误,即时与咨询师沟通,确定最终治疗方案。
二:禁忌症1:未成年的恒牙(死髓可以)2:髓角异常如:畸形中央尖3:前牙列和楔缺4:牙冠过小或牙冠面积缺损过大5:龋坏到达龈下(平龈或龈下谨慎做)三:嵌体车针的选用及分类1:车针(嵌体套装)2:分类①:嵌体②:高嵌(至少留有一个牙尖)③:覆盖体四:嵌体制备的要求1:对洞底,洞壁以及窝洞内所有的过渡区修磨圆钝2:嵌体最小咬颌深度不少于1.5mm,最窄处不小于2.5mm3:窝洞壁开口角度为6--10度4:功能尖宽度达不到2mm(根管治疗后3mm)降低5:薄壁,弱尖,无基釉6:覆盖体肩台宽度0.8mm左右7:嵌体,高嵌肩台≥1.5mm五:嵌体的预备步骤洞型设计→洞型预备→树脂重建→洞型精修→邻面精修嵌体预备后的树脂重建流程1:术前比色2:咬颌点的确定3:上橡皮樟4:打开及定深窝洞5:去腐(必要时用龋齿检测剂)6:窝洞检查与修整7:备牙后2%的洗必泰清洁预备牙体30秒8:底漆涂10--15s两遍,气流由弱到强吹10秒9:粘接剂15秒,气流由弱到强吹10秒10:固化40秒11:涂布树脂层固化20秒12:涂布阻氧剂固化20秒13:冲阻氧剂,酒精擦拭表面,红标车针精修釉质表层粘接剂,暴露釉质14:硅胶尖平整抛光六:1:取模(硅橡胶取模)2:嵌体泥覆盖修复面七:粘接过程1:基牙处理①:去掉临时修复体②:慢机清洁抛光,适当吹干③:牙齿全酸蚀30秒涂匀2液10秒吹匀(注:不可光照,要在嵌体处理结束,准备粘接时同时进行)2:嵌体处理①:慢机清洁嵌体面,吹干,备用②:氢氟酸覆盖嵌体粘接面,特别是粘接边缘,酸蚀40秒③:先用流水将大部分氢氟酸冲洗掉。
再用气枪喷雾清理干净④:吹干嵌体粘接面,可见粘接面均匀的白垩色改变⑤:再用酸蚀剂1分钟⑦:嵌体粘接面涂布硅烷偶联剂(注:放15分钟或酒精震荡2分钟或热吹风2分钟)⑧:粘接时涂2液(注:涂一遍单层就好)3:粘接①:使用粘接棒与嵌体咬颌面固定②:在嵌体粘接面涂一层树脂,确保每个角落都有树脂③:使嵌体完全就位,光固化3秒去除多余的树脂,可稍留一点对抗收缩④:涂阻氧剂,各个面光固化20秒⑤:去除阻氧剂。
嵌体精细化预备图解一、瓷嵌体备牙量的要求:1、对洞底、洞壁、以及窝洞内所有过渡区域进行修磨圆钝;2、窝洞轮廓线也需打磨圆;3、瓷嵌体最小咬合深度不少于1.5毫米;4、为避免嵌体发生断裂,请确保即使在最薄的位置处(狭部)所留的宽度至少能达到2.5毫米。
两侧牙体保留1/3;5、建议窝洞壁开口角度为6-10度,确保嵌体顺利就位;6、窝洞与牙面间过渡区的表面角应约为90°,以便增加陶瓷与牙体组织的稳定性。
二、瓷嵌体的牙体预备步骤:三、瓷嵌体预备套装:大家选择自己用的顺手的四、牙体预备:第一步用金刚砂锥形平头车针(最大直径2.1mm,工作长度4mm,标准颗粒)进行洞型预备。
确保最低深度不低于1.5mm,最窄宽度不小于2.5mm。
洞壁开口角度在6-10度之间;注意:1)传统金属嵌体的牙体制备,需要在洞缘制备45度、0.5-1mm的短斜面,增加边缘密合度,龈壁厚度达到1mm 左右。
而陶瓷嵌体抗折强度较差,需要有一定厚度,所以洞缘不备斜面,防止边缘折裂,只需洞缘圆钝无锐角,龈壁同样达到1mm ;2)不同于传统金属嵌体需要底平壁直的牙体制备,瓷嵌体的牙体制备以去除龋坏组织为准,去除无基釉,倒凹,深度达到1.5mm以上;3)建议嵌体不超过牙体颊舌径1/3,不足情况下结合临床情况采用其他修复方式。
第二步窝洞精修用相同形状的金刚砂锥形平头车针(最大直径2.1mm,工作长度4mm,细颗粒)精修洞型。
、注意:常规金属嵌体的洞壁向合面外展3-5度。
而全瓷嵌体最常遇到的问题是就位困难,所以建议外展角度增加到6-8度,以利于嵌体顺利就位。
然后利用树脂粘结剂来弥补因外展增加而减少的摩擦固位力。
第三步邻面预备和修整在邻面预备时,可采用金刚砂锥形尖头车针(最大直径1.0mm,工作长度8mm,细颗粒)进行预备和修整。
去除龈壁飞边最终效果五、戴牙:戴冠车针,去除多余粘结剂。
六、高嵌体牙体预备步骤:1、高嵌体的制备用金刚砂锥形平头车针(最大直径1.8mm,工作长度5.5mm,标准颗粒)去除龋坏或去除旧充填物。
嵌体制备的基本要求嵌体制备是在陶瓷、金属或者其他材料中嵌入一种或多种具有特定特性的颗粒或颗粒群,以改善材料的性能或实现特定功能的一种制备技术。
嵌体制备的基本要求包括以下几个方面。
1.高质量的嵌体材料选择:嵌体的性能直接影响嵌体制备后材料的性能。
因此,在选择嵌体材料时应考虑其化学稳定性、热稳定性、机械性能等因素,并确保其能够满足所需的功能。
同时还需要考虑嵌体材料与基体材料之间的相容性,以避免由于热膨胀系数差异等原因导致的不良效果。
2.嵌体分散均匀:嵌体在基体中均匀分散是嵌体制备的关键一步。
分散均匀可以提高嵌体的利用效率,同时也可以避免由于聚集现象导致的性能下降。
为了实现嵌体的均匀分散,可以采用混合物机械球磨、溶胀、超声分散等方法。
3.适当的嵌体含量:嵌体含量对嵌体制备后材料的性能有着重要的影响。
过高的嵌体含量可能导致材料的成本过高、加工性能下降等问题,而过低的嵌体含量则不能发挥嵌体的作用。
因此,在确定嵌体含量时应考虑具体的应用需求和经济可行性。
4.优化的制备工艺:制备工艺是保证嵌体能够在基体中得到均匀分散并使嵌体制备后材料性能得到最大提升的关键一步。
常用的嵌体制备工艺包括湿法浸渍法、固相烧结法、溶胀法等。
根据具体的材料和嵌体特性选择适当的制备工艺,并根据需要对制备工艺进行优化,以提高制备效率和材料性能。
5.精确的控制和测量方法:嵌体制备涉及到多种参数和性能指标的控制和测量。
为了确保制备出高质量的嵌体材料,需要精确的控制和测量方法。
例如,在制备工艺中需要控制嵌体的分散度、浸渍时间、烧结温度等参数,而在性能评价中需要测量嵌体的颗粒大小、分布、形态等指标。
通过引入先进的仪器设备和分析测试方法,可以实现对制备过程和材料性能的准确控制和评估。
综上所述,嵌体制备的基本要求包括选择高质量的嵌体材料、确保嵌体分散均匀、控制适当的嵌体含量、优化制备工艺以及精确的控制和测量方法。
只有满足这些要求,才能制备出具有良好性能和适应特定应用需求的嵌体材料。
义齿嵌体制作标准要求
义齿嵌体的制作标准要求包括以下几个方面:
1. 去龋:首先要去除龋坏的牙体组织,以防止进一步损坏。
2. 洞形设计:根据牙齿的形状和大小进行嵌体的洞形设计。
洞形应呈盒状或箱状,侧壁平行与洞底保持垂直。
洞的深度要保证在2mm以上,以保证嵌体有足够的厚度和一定的强度,防止折断。
3. 边缘线:洞形的边缘线要圆钝,防止产生过锐的点线角,以减少对牙髓的刺激。
4. 抗力形与固位形:根据牙齿的形状和大小,制备抗力形和固位形,以增加嵌体的固位力。
抗力形要求洞壁直、洞底平;固位形要求边缘小斜面、鸠尾固位形等。
5. 材料选择:根据牙齿的硬度和耐磨性要求,选择合适的材料进行嵌体的制作。
6. 精度要求:嵌体的制作精度要求非常高,必须保证嵌体的精度和表面光洁度,以确保其在使用过程中的舒适度和耐久性。
7. 试戴与调磨:嵌体制备完成后,需要在患者口内进行试戴。
根据患者的反馈进行适当的调磨,以确保嵌体的舒适度和咬合效果。
总之,义齿嵌体的制作标准要求非常高,需要严格遵循医学原则和技术规范,以保证患者的治疗效果和使用舒适度。
嵌体的制备原则及方法
一、嵌体制备原则
1、嵌体制备原则是以安全性和效果作为前提,科学合理、有效地建
立有序体系,应用适当的分离技术,采用合理的配方及加工工艺,设计质
量控制体系和工艺控制体系,持续按时地将原物料、半成品和成品,经过
洁净、除污、消毒、保存、处理、检验、检疫、物流等环节有机结合起来,实现嵌体的制备。
2、嵌体制备原则要求充分考虑危害源及控制对象,控制生产过程的
质量,确保具有市场竞争力的产品质量。
其中,对原料、半成品、成品的
检测应按照《质量控制规范》,严格按照检验鉴定标准,确保产品的质量。
3、嵌体制备原则要求,为确保制备嵌体产品的安全性和有效性,保
障患者的安全,还应积极采取先进的安全措施,确保设备、物料、制备、
检测及产品准备等环节都符合安全标准。
二、嵌体制备方法
1、原料选择:根据嵌体原料的危害性、分类和等级,保证其原料品
质稳定。
选择优质的原料,可以保证所制备出的嵌体产品有较好的性能。
2、进行洁净及消毒:在进行嵌体制备前,应先对原料、工具和设备
等都要进行洁净处理,管道、储存容器要进行消毒。
3、加工工艺:根据嵌体原料的性质。
嵌体窝洞制备的基本要求中
嵌体窝洞制备的基本要求如下:
1. 牙齿形态合理:嵌体窝洞的形状应合理,不仅可以固定修复物,还
能适应口腔的生理形态,使其具有更好的保护作用,减小压力和磨损。
2. 表面平滑:嵌体窝洞表面要光滑,以便于修复物的固定,减少因摩
擦产生的热量和压力,避免引起疼痛和不适。
3. 边缘圆润:嵌体窝洞的边缘要圆润平滑,以避免因尖锐棱角刺激软
组织,导致疼痛、感染等问题。
4. 深度适当:嵌体窝洞的深度要适当,能够容纳修复物,保证其粘固
在牙齿上,并可保持对牙齿的稳定性和功能。
5. 形状合适:嵌体窝洞的形状应与修复物的形状相适应,以保证修复
物的牢固性和形态美观。
6. 清洁容易:嵌体窝洞应易于清洁,以预防龋病和其他口腔疾病的发生。
7. 安全无害:嵌体窝洞制备过程应具有无害性和安全性,不会对牙齿
和牙周组织造成不良影响。
8. 镜像对称:牙齿上的嵌体窝洞要具有镜像对称性,以保持牙齿的美观和口腔的平衡。
9. 不损伤牙齿:嵌体窝洞制备应位于龋坏部位周围,以减少对牙齿的破坏程度,保护牙髓和牙齿的健康。
10. 修复牙齿功能:嵌体窝洞的修复应能够恢复牙齿的正常功能和咀嚼能力,以保持口腔健康和营养摄取的良好状态。
一、实验目的1. 了解嵌体的定义、种类、适应症与禁忌症。
2. 掌握嵌体的制作方法和步骤。
3. 熟悉三维扫描、CAD设计、CAM加工等现代牙科技术。
二、实验材料与设备1. 实验材料:牙体模型、嵌体材料、打磨工具、清洁剂等。
2. 实验设备:三维扫描仪、CAD软件、CAM设备、研磨仪、显微镜等。
三、实验步骤1. 牙体预备(1)使用牙体模型进行牙体预备,去除牙体病变部分。
(2)使用打磨工具对预备好的牙体进行清洁,去除牙体表面杂质。
2. 三维扫描(1)将预备好的牙体放置在三维扫描仪上。
(2)启动扫描仪,对牙体进行三维扫描,获取牙体的三维模型。
3. CAD设计(1)将三维扫描得到的牙体模型导入CAD软件。
(2)根据牙体病变情况,设计合适的嵌体形状和尺寸。
(3)对嵌体进行三维建模,包括表面处理、倒角等。
4. CAM加工(1)将CAD设计好的嵌体模型导入CAM设备。
(2)启动CAM设备,对嵌体进行加工,包括粗加工、精加工等。
5. 研磨与抛光(1)将加工好的嵌体取出,使用打磨工具进行打磨。
(2)对嵌体进行抛光,使其表面光滑、无划痕。
6. 嵌体试戴(1)将嵌体放置在牙体模型上,进行试戴。
(2)调整嵌体位置,使其与牙体模型紧密贴合。
四、实验结果与分析1. 实验结果本次实验成功制作了一颗嵌体,其形状、尺寸、表面处理等方面均符合设计要求。
2. 实验分析(1)牙体预备:牙体预备是嵌体制作的基础,要保证牙体表面清洁、无杂质,以便于后续加工。
(2)三维扫描:三维扫描技术为嵌体设计提供了准确的数据支持,提高了嵌体的精度。
(3)CAD设计:CAD设计是嵌体制作的核心环节,要充分考虑牙体病变情况,设计出合适的嵌体形状和尺寸。
(4)CAM加工:CAM加工技术提高了嵌体制作的效率和质量,实现了自动化生产。
(5)研磨与抛光:研磨与抛光是嵌体制作的重要环节,要保证嵌体表面光滑、无划痕。
五、实验结论1. 本次实验成功制作了一颗嵌体,验证了嵌体制作方法的可行性。