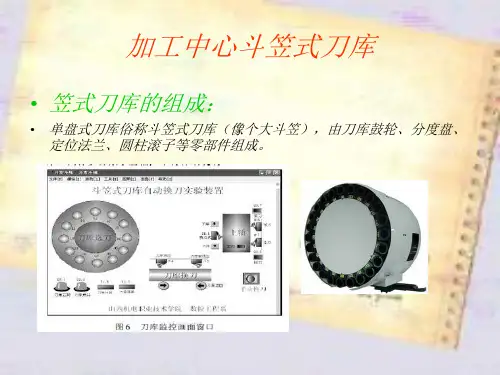
加工中心斗笠式刀库 PPT
- 格式:ppt
- 大小:1015.50 KB
- 文档页数:23
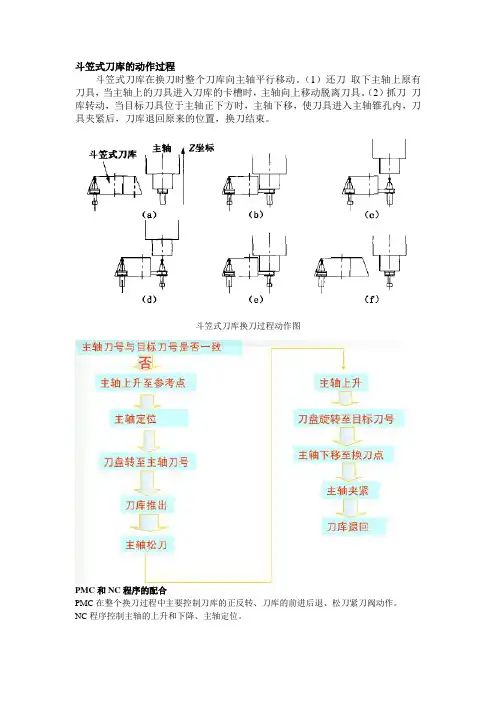
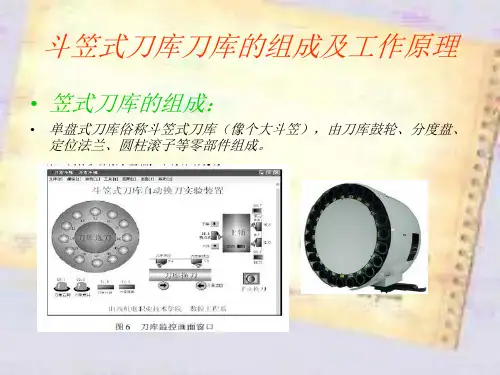
斗笠式刀库的动作过程斗笠式刀库在换刀时整个刀库向主轴平行移动。
(1)还刀取下主轴上原有刀具,当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具。
(2)抓刀刀库转动,当目标刀具位于主轴正下方时,主轴下移,使刀具进入主轴锥孔内,刀具夹紧后,刀库退回原来的位置,换刀结束。
斗笠式刀库换刀过程动作图PMC和NC程序的配合PMC在整个换刀过程中主要控制刀库的正反转、刀库的前进后退、松刀紧刀阀动作。
NC程序控制主轴的上升和下降、主轴定位。
N19 M99:9001 (参数6071)N1 IF[#1000EQ1]GOTO19 (T CODE=SP TOOL) T代码等于主轴刀号,结束N2 #199=#4003 ( G90/G91 MODLE)N3 #198=#4006 (G20/21 MDOLE) 保留之前的模态信息N4 IF[#1002EQ1]GOTO7 ( SP TOOL=0) 主轴无刀,直接抓刀N5 G21G91G30P2Z0M19 回第2参考点,M19定向,准备还刀N6 GOTO8N7 G21G91G28Z0M19 回第1参考点,M19定向,准备抓刀N8 M50 刀库准备好(使能)N9 M52 刀库靠近主轴N10 M53 松刀吹气N11 G91G28Z0 回第一参考点N12 IF[#1001EQ1]GOTO15 (T CODE=0) 如果指令T0,则无需抓刀N13 M54 刀盘旋转G04X3.0N14 G91G30P2Z0 回第二参考点N15 M55 刀具卡紧N16 M56 刀盘远离主轴N17 M51 旋转结束N18 G#199G#198 恢复模态M代码含义M50刀库旋转使能M51刀库旋转结束M52刀库向右(靠近主轴)M53松刀,吹气M54刀盘旋转M55刀具夹紧M56刀盘向左(远离主轴)宏变量定义宏程序中,利用#1000-#2000宏变量对应PMC信号G54的相应位,可直接和PMC 进行联系,极大的方便了处理。
斗笠式刀库操作说明本操作说明分为调试操作说明、维修操作说明、用户操作说明三部分;有需要可直接翻看某一部分。
目录1 调试操作说明 (2)1.1 设置机床参数 (2)1.2 刀库表初始化 (3)1.3 编写并激活、调用PLC (4)1.3.1 编写PLC (4)1.3.2 编译下载PLC (6)1.3.3 PLC激活 (6)1.4 刀具表操作 (6)1.4.1 新建刀具 (6)1.4.2 装载刀具 (7)1.4.3 卸载刀具 (8)1.4.4 刀具移位 (8)1.4.5 大小刀建立 (9)1.4.6 新刀沿建立 (9)1.5 动作调试 (9)1.5.1 激活刀库调试模式: (9)1.5.2 刀库信号测试: (9)1.5.3 换刀点调整: (10)1.5.4 关闭刀库调试模式 (10)1.5.5 测试连续动作 (10)2 维修操作说明 (10)2.1 换刀中故障,中止 (11)2.2 换刀时,断电、急停或复位 (11)3 用户操作说明 (12)3.1 刀具表操作 (12)3.1.1 新建刀具 (12)3.1.2 装载刀具 (12)3.1.3 卸载刀具 (13)3.1.4 刀具移位 (13)3.1.5 大小刀建立 (14)3.1.6 新刀沿建立 (14)3.2 换刀操作 (15)1 调试操作说明1.1 设置机床参数 快捷操作按钮示意图:点击“菜单键”——“调试”——进入参数设置界面:按照下表设置参数,可使用右边栏“搜索”软按键在各区域直接查找参数编号,如: 在“通用机床数据”界面,点击“搜索”输入“14510”,即可直接搜索到对应参数菜单程序管理加工 程序 参数诊断注:使用刀具名称编程时(如T=“MILL8”),不要设置MD52270_bit7;1.2刀库表初始化参数设置完成后,即可“执行”样例包中“刀库调试”——“换刀子程序”中的“MAG_CONF.SPF”,初始化刀具表(可以在U盘中直接点击“执行”键外部执行;也可拷贝文件至“程序”界面下,执行)U盘中直接点击“执行”拷贝文件至“程序”界面下,执行点击“参数”可进入“刀具清单”界面,系统默认为20把刀位带机械手的刀库;刀具表刷新前(默认)状态刀具表刷新后1.3 编写并激活、调用PLC1.3.1 编写PLC在PLC 主程序OB1模块,网络17,斗笠式刀库子程序TM_DSK_CHANGE(SBR35)模块调用中,按照对应说明填写对应信号点,如下图所示:(详见《PLC 子程序说明》)详细信号说明如下: 示例中:刀盘带有零位信号,故REF_Type=1;数刀信号为低电平,Counter_Type=0;注:如刀盘无零位信号,REF_Type =0;则零位信号I1.5使用空位DB9063.DBX0.0填补;不允许空位不填;信号说明一览表注:MAG_Sure_K(刀具表确认按键)用于在换刀中断或手动更改刀具后,再次换刀前对刀具表与实际刀库是否一致的确认。
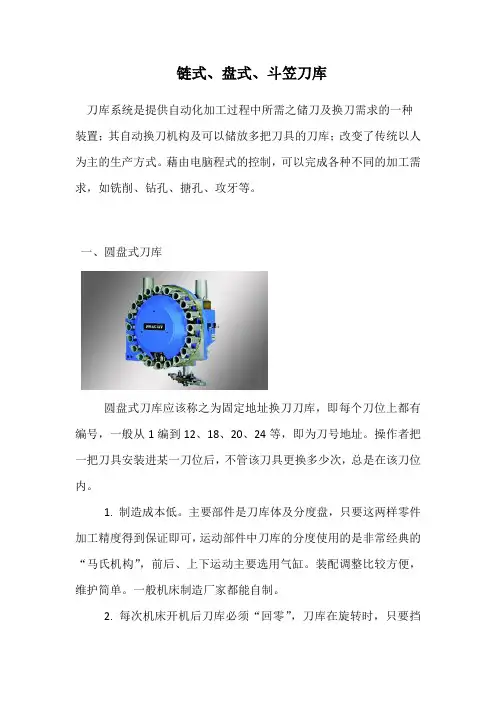
链式、盘式、斗笠刀库刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库;改变了传统以人为主的生产方式。
藉由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、搪孔、攻牙等。
一、圆盘式刀库圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。
操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。
1. 制造成本低。
主要部件是刀库体及分度盘,只要这两样零件加工精度得到保证即可,运动部件中刀库的分度使用的是非常经典的“马氏机构”,前后、上下运动主要选用气缸。
装配调整比较方便,维护简单。
一般机床制造厂家都能自制。
2. 每次机床开机后刀库必须“回零”,刀库在旋转时,只要挡板靠近(距离为0.3mm左右)无触点开关,数控系统就默认为1号刀。
并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。
只要机床不关机,当前刀号就被记忆。
刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向,如果刀库数量是18,当前刀号位8,要换6号刀,按最近距离换刀原则,刀库是逆时针转。
如要换10号刀,刀库是顺时针转。
机床关机后刀具记忆清零。
3. 固定地址换刀刀库换刀时间比较长国内的机床一般要8秒以上(从一次切削到另一次切削)。
4. 圆盘式刀库的总刀具数量受限制,不宜过多,一般40#刀柄的不超过24把,50#的不超过20把,大型龙门机床也有把圆盘转变为链式结构,刀具数量多达60把。
)圆盘刀库。
如图7.1(b)-(g)所示,存刀量少则6把-8把,多则50把-60把,有多种形式。
图7.1(b)所示刀库,刀具径向布置,占有较大空间,一般置于机床立柱上端。
图7.1(c)所示刀库,刀具轴向布置,常置于主轴侧面,刀库轴心线可垂直放置,也可以水平放置,较多使用。
图7.1(d)所示刀库,刀具为伞状布置,多斜放于立柱上端。
产品微课GSK218MC数控系统配斗笠式刀库的使用方法与维护四大主营GSK series CNC systemGSK系列数控系统铣床•GSK微课 | GSK25i数控系统软限位调整方法•GSK微课 | GSK988T系列数控系统软限位调整方法•GSK微课 | GSK980TDc数控机床液压卡盘内外卡设置方法•GSK微课 | GSK 988T系列数控机床液压卡盘内外卡设置方法•GSK微课 | 加工中心电池电压低、参考点丢失故障排除方法•GSK微课 | GSK 218MC数控系统各轴限位调整方法•GSK微课 | GSK 218MC数控系统通信调整方法•GSK微课 | 加工中心圆盘式刀库出现“乱刀”故障的诊断与故障排除•GSK微课 | 圆盘式刀库(机械手)卡刀故障及解决方法•GSK微课 | 直线电机编码器调零方法•GSK微课 | GSK218MC数控系统分度工作台调整方法•GSK微课 | GSK218MC数控系统主轴调整方法•GSK微课 | GSK 980TDi对刀视频教学•GSK微课 | 928TD-L配绝对值编码器电机限位与零点设置办法•GSK微课 | GSK 988T系列数控车床对刀方法视频教学•GSK微课 | GSK 218MC数控系统螺距补偿调试流程•GSK微课 | GSK 218MC数控系统偏置显示、修改与设置步骤•GSK微课 | GSK 218MC数控系统图形显示功能•GSK微课 | GSK 218MC数控系统位置页面显示的五种方式•GSK微课 | GSK 218MC数控系统总线伺服参数显示、修改与设置功能•GSK微课 | GSK 218MC数控系统刚性攻丝回退功能•GSK微课 | GSK 218MC数控系统系统电子齿轮比计算•GSK微课 | GSK 218MC数控系统手脉中断功能与手动干预功能•GSK微课 | GSK 218MC数控系统程序再启动功能•GSK微课 | GSK 218MC数控系统反向间隙补偿的设置•GSK微课 | GSK 218MC数控系统零点设置方法•GSK微课 | GSK 218MC数控系统配斗笠式刀库的使用方法与维护•GSK微课 | GSK 218MC数控系统配机械手刀库的使用方法与维护•GSK微课 | GSK 218MC数控系统数据的备份、还原与传输功能•GSK微课 | 绝对式编码器拆装及调零步骤•GSK微课 | GSK 218MC数控系统螺补显示、修改与设置方法•GSK微课 | 988TD侧面钻孔攻丝•GSK微课 | 988TD端面钻孔攻丝•GSK微课 | GSK 988TA数控系统CS轴轮廓控制功能调试方法•GSK微课 | 928 CNC M81~M84使用说明视频教程•GSK微课 | GSK 928 CNC 绝对值编码器限位和零点设置课程视频教程•GSK微课 | GSK 928 CNC 自动送料后台功能的使用办法视频教程•GSK微课 | GSK 988TA数控系统动力头功能调试方法•GSK微课 | GSK 988TA数控系统主轴功能调试方法•GSK微课 | GSK 928TD-L/928Ti自定义指令功能使用办法•GSK微课 | GSK 986CNC系统手脉功能视频教程•GSK微课 | GSK 988T数控机床精度-反向间隙补偿视频教程•GSK微课| GSK 986CNC机床配置及网络连接包括故障排除办法视频教程•GSK微课 | 用接近开关实现定向的安装调试方法•GSK微课 | GR伺服陷波器调试应用•技术浅析 | 数控系统中同步控制及自动对刀功能实现•产品推介 | GSK 25i四轴高速加工中心解决方案•产品推介 | 钰鸿V-8 立式加工中心 X GSK25iMb数控系•产品推介 | GSK 218MC系列多功能加工中心应用解决方案•产品推介 | GSK 980MDi钻铣床数控系统钻孔应用解决方案•产品推介 | GSK 988TA系列性能车削中心应用解决方案•产品推介 | 广州宏力M-L46P 排刀式电主轴数控车床X GSK 988TD数控系统•产品推介 | 宝鸡数控BG46-SY双主轴车铣复合中心X GSK 988TD数控系统•产品推介| 安阳AD-25/625全功能数控车床X GSK 988TD数控系统•产品推介 | GSK 986Gs数控系统六通道多工位磨削应用解决方案•产品推介 | GSK XJT系列永磁同步直线电动机•产品推介 | GSK 980TDi数控系统功能应用•产品应用 | 熔喷布模头(喷丝板)加工•新品推介 | GSK 25iMc系列加工中心数控系统•GSK 机床数控化改造•应用案例 | GSK 25i数控系统配套威佑精机卧式加工中心在阀门加工行业的应用•应用案例 | GSK 25i数控系统 X 深圳宝佳TECH-V6C咖啡杯外壳加工的应用•应用案例 | JD-50L高速精雕机 X GSK 25i数控系统•应用案例 | GSK 25i系列加工中心数控系统案例集合-01•应用案例 | GSK 25i系列加工中心数控系统案例集合-02•应用案例 | GSK 25i系列加工中心数控系统案例集合-03•应用案例 | GSK 25i系列加工中心数控系统案例集合-04•应用案例 | GSK 25i系列加工中心数控系统案例集合-05•应用案例 | GSK 25i系列加工中心数控系统案例集合-06•应用案例 | GSK 25i系列加工中心数控系统案例集合-07•应用案例 | GSK 25i系列加工中心数控系统案例集合-08•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-01•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-02•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-03•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-04••应用案例 | GSK 218MC铣床加工中心数控系统案例集合-05•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-06•应用案例| GSK 25i数控系统在无锡某叶片公司汽轮机叶片生产线的应用•应用案例 | GSK 25i数控系统在江门某公司宝佳V6C加工中心产品零件试样加工•应用案例| GSK 25i数控系统用于山西某公司德玛吉DMU 50 eVolution五轴加工中心的大修升级改造•应用案例 | GSK 25i数控系统用于山西某公司台湾FTC-1320V立式加工中心的大修升级改造•应用案例| GSK 25i数控系统在广州某公司新诺VMC640LH上轴承支架零件加工•应用案例 | 云南VMC850C配GSK 25i数控系统在佛山某公司吹膜机膜头加工的应用•应用案例| 宝佳V6C立加配GSK 25i数控系统在中山某客户铝合金门锁零件加工的应用•应用案例 | 宝佳V6C机床配GSK 25iMb数控系统加工中心在佛山市燃气具行业壳体加工的应用•应用案例 | VMC850E机床配GSK 25i数控系统在零件加工中的应用•应用案例| GSK 25iMb数控系统在佛山某公司加工中心上泵体、端盖加工的应用•应用案例 | GSK 25iM数控系统在天津某公司磨削生产线的应用•应用案例| GSK 25iMb数控系统在中山某公司新诺VMC850L 机床上服装纽扣装•应用案例| GSK 25iMb数控系统在某陶瓷公司瓷砖生产线的应用•应用案例 | 宝鸡VMC850L配GSK 25iMb-H加工中心在东莞市某公司塑胶模具加•应用案例| GSK 25iMb数控系统在东莞某公司云南机床CY-VMC850C加工中心上阀门加工的应用•应用案例 | 宝佳V6c机床配GSK 25iMb-V数控系统加工中心在深圳市某公司自动化设备机械零配件加工的应用•应用案例 | GSK 25iM数控系统在广州某公司新诺 VMC640L机床上汽车空调压缩机零件加工的应用•应用案例 | 皖南VMC850L加工中心配GSK 25i/GH数控系统在开平某公司卫浴阀芯主体加工的应用•应用案例 | 广州宏力M-V85a立式加工中心 X GSK25iMb数控系统•应用案例 | 宏力M-V85a加工中心配GSK 25i数控系统在中山某客户机械部件加工的应用•应用案例| C-66数控车床配GSK 980TDi数控系统在揭阳某公司电线模具雕刻加工的应用•应用案例 | GSK 218数控系统用于佛山某加工厂普通铣床数控化专机改造•应用案例 | GSK 218MC数控系统在某机床厂公司花键轴铣床上的改造应用•应用案例 | GSK 218MC数控系统在温州某公司弧齿机床上的改造应用•应用案例 | GSK 218MC数控系统在异型螺杆铣床上的改造应用•应用案例 | GSK 218MC数控系统在齿条加工领域的应用•应用案例 | GSK 988TA数控系统、GSK 218Mc数控系统在吹瓶模具中的加工应用•应用案例 | GSK 988T数控系统、GSK 218MC数控系统在龙岩某公司刀杆加工的应用•应用案例 | GSK 218MC数控系统在河北某机床制造公司滚齿机上的应用•应用案例 | GSK 218MC-V数控系统在安徽某公司工具磨床上的改造应用•应用案例 | GSK 218MC-V数控系统在浙江某机床厂钻攻中心的应用•应用案例 | GSK 218MC-V数控系统在云南某机床厂全闭环双工位卧式加工中心的应用•应用案例| 宝鸡VMC850B加工中心配GSK 218MC-H在深圳某客户圆球加工的应用•应用案例 | GSK 218MC-H数控系统在大连某公司麻花钻专机上的应用•应用案例 | 宝鸡VMC850L机床配GSK218MC-H数控系统在湖北随州某公司环保机车配件加工的应用•应用案例 | 宝鸡VMC850L加工中心配GSK 218MC-H数控系统在锥面加工的应用•应用案例 | 宝鸡VMC850L机床配GSK 218MC数控系统在广州某公司锻钢加工的应用•应用案例| GSK 980MDc数控系统在江西某鑫龙机械厂木工机上的应用•应用案例 | GSK 990MC数控系统在阳江某公司磨刀机床上的改造应用•应用案例 | GSK 980MDi数控系统在河北某公司石墨加工的应用车床•应用案例 | GSK 988TA数控车床系统案例集合-01•应用案例 | GSK 988TA数控车床系统案例集合-02•应用案例 | GSK 980TDc数控车床系统案例集合-01•应用案例 | GSK 980TDc数控车床系统案例集合-02•应用案例 | GSK 988TD数控车床系统案例集合-01•应用案例 | GSK 988TD数控车床系统案例集合-02•应用案例 | GSK 980TDi数控车床系统案例集合-01•应用案例 | GSK 980TDi数控车床系统案例集合-02•应用案例 | GSK 980TDi数控车床系统案例集合-03•应用案例| GSK 988TD双通道系统在广州某公司车削中心上的加工应用•应用案例| GSK 988TD系统在山东威海某公司双通道车铣复合卧式加工中心机床上的应用•应用案例| GSK 988TD系统在江苏扬州某公司双通道车削中心机床上的加工应用•应用案例 | GSK988TD数控系统应用于车床加工铝合金和不锈钢的断屑功能•应用案例 | 宝鸡BG36数控车床配GSK 988TD数控系统在中山某公司破壁机机头加工的应用•应用案例| GSK 988TD系统在四轴联动车铣复合机床上凸轮槽加工应用•应用案例| GSK 988TD双通道数控系统在顺德某机械厂钻孔机上的应用•应用案例 | GSK 980TC3数控系统在浙江某机床厂适配桁架的应用•应用案例 | GSK 980TC3数控系统在重庆某机床厂数控机床上的精磨应用•应用案例 | GSK 988TA数控系统多边形加工应用•应用案例 | GSK988TA数控系统在沈阳 SH36数控车床上音响配件加工的应用•应用案例 | GSK 988TA数控系统、GSK 218Mc数控系统在吹瓶模具中的加工应用•应用案例 | 沈阳HTC3650车床配GSK 988TA数控系统在广东某客户圆弧槽加工的应用•应用案例| 沈阳V6i立车配GSK 988TA数控系统在佛山某客户铸铁轮加工的应用•应用案例 | 沈阳HTC3650车床配GSK 988TA数控系统在东莞市某公司叶轮加工的应用•应用案例 | 沈阳机床HTC16-6配GSK 988TA系统数控车床在佛山某公司电机转子外壳加工的应用•应用案例 | GSK 988T数控系统用于山西某公司德玛吉CTX-twin 车削加工中心大修升级改造•应用案例 | GSK 988T数控系统用于山西某公司哈挺T42车削中心的大修升级改造•应用案例 | 宝鸡机床BG46配GSK 988T数控系统排刀数车床在佛山某公司橡胶密•应用案例 | 宝鸡机床HK80B/2000机型配GSK988T数控系统在江门某机械公司电机外壳加工的应用•应用案例| 沈阳CHK52、宝鸡CK50S数控车床配GSK988T数控系统在广东东莞某公司电机轴加工的应用•应用案例 | GSK 980TDi数控系统在珠海某公司车床上长轴滚花加工的应用•应用案例| GSK980TDi数控系统用于佛山某公司普通车床的数控化改造•应用案例| GSK 980TDi数控系统在沈阳CAK5085车床上车蜗杆的应用•应用案例| GSK980TDi数控系统用于佛山某公司C6180*1500普通车床的数控化•应用案例| GSK 980TDi数控系统用于广州某公司购买新机CK46P的功能配置加装•应用案例| 大连6180X1500普通车床加配GSK980TDi数控系统在佛山某公司轮毂模具雕刻加工的应用•应用案例 | GSK980TDi数控系统用于佛山某公司CY6140-1500普通车床的数控化改造•应用案例 | GSK 980TDi摩擦补偿功能应用案例•应用案例 | GSK 980TDc数控系统在浙江某公司刹车片加工的应用•应用案例 | GSK 980TDc数控系统在东莞某公司旋压机上的应用•应用案例 | GSK 980TDc数控系统在重庆某公司滚齿机上的应用•应用案例| 宝鸡SK50S配GSK 980TDC数控系统及威达VMC640配GSK 25i数控系统在东莞某公司注塑机螺杆头加工•应用案例| 宝鸡SK50S/2000配GSK 980TDC数控系统在深圳某公司太阳能滚筒加工的应用•应用案例| GSK 928TD-L数控系统在数控车床上加工多边形的应用•应用案例 | GSK 928TD-L数控系统在浙江嘉兴某轴承厂大导程8字油槽加工的应用•应用案例 | 金汤C6150双山轨平床车配GSK 980TDb数控系统在广州某公司泵体螺纹加工的应用•应用案例 | GSK 988TB系统对同向平行双螺杆加工的应用•应用案例| GSK 988TB系统在G-210MC车铣复合机床上铣削偏心轴扁位加工应用•应用案例 | GSK 988TR数控系统在安徽某马鞍山德善科技有限公司桁架上的应用磨削/齿轮加工•应用案例 | GSK 986G/GS磨床数控系统案例集合-01•应用案例 | GSK 986G/GS磨床数控系统案例集合-02•应用案例 | GSK 986G/GS磨床数控系统案例集合-03•应用案例 | GSK 986Gs数控系统在某曲轴公司生产线的应用•应用案例 | GSK 986G数控系统应用于东莞某公司螺杆加工普通磨床数控化改造•应用案例 | GSK 986数控系统在浙江某公司端面磨削的应用•应用案例| GSK986磨床数控系统用于东莞某加工厂外圆磨床数控化专机改造•应用案例 | GSK 986系统在东莞某公司螺杆磨削应用•应用案例 | GSK 986系统在四川某公司高速凸轮磨削应用•应用案例 | GSK 986系统在四川某公司高速凸轮磨削应用•应用案例 | GSK 986系统在东莞某公司螺杆磨削应用•应用案例 | GSK 986数控系统在浙江某公司偏心圆磨削的应用•应用案例 | GSK 25iM数控系统在天津某公司磨削生产线的应用•应用案例| GSK 25iG系统在重庆某机床厂齿轮加工机床上的应用GSK series Industrial RobotGSK系列工业机器人上下料•新品推介 | GSK焊接单元•应用案例 | 龙门移动式机器人上下料工作站•应用案例 | GSK RB08 搬运机器人案例集合-01•应用案例 | GSK RB08 搬运机器人案例集合-02•应用案例 | GSK RB08 搬运机器人案例集合-03•应用案例 | GSK RB08 搬运机器人案例集合-04•应用案例 | GSK RB08 搬运机器人案例集合-05•应用案例 | GSK RB08 搬运机器人案例集合-06•应用案例 | GSK RB08 搬运机器人案例集合-07•应用案例 | GSK RB08 搬运机器人案例集合-08•应用案例 | GSK RB15L搬运机器人案例集合-01•应用案例 | GSK RB15L搬运机器人案例集合-02•应用案例 | GSK RB20 搬运机器人案例集合-01•应用案例 | GSK RB20 搬运机器人案例集合-02•应用案例 | GSK RB20 搬运机器人案例集合-03•应用案例 | GSK RB20 搬运机器人案例集合-04•应用案例 | GSK RB20 搬运机器人案例集合-05•应用案例 | GSK RB50 搬运机器人案例集合-01•应用案例 | GSK RB50 搬运机器人案例集合-02•应用案例 | GSK RSP600 水平机器人案例集合-01•应用案例 | GSK RMD系列工业机器人案例集合-01•应用案例 | GSK RMD系列工业机器人案例集合-02•应用案例 | GSK RMD系列工业机器人案例集合-03•应用案例 | GSK RMD系列工业机器人案例集合-04•应用案例 | GSK RMD系列工业机器人案例集合-05•应用案例 | GSK RB08A3 搬运机器人案例集合-01•应用案例 | GSK RB03机器人在广州某电子公司装配自动化生产线应用•应用案例 | GSK RB06L机器人应用于东莞某公司注塑取件•应用案例 | GSK RB08机器人在清远某公司注塑自动化生产的应用•应用案例 | GSK RB08机器人应用于中山某公司的塑料扣件自动压装•应用案例 | GSK RB08机器人应用于深圳某公司漏斗产品注塑件自动下料装配•应用案例 | GSK RB08机器人应用于金利某公司激光焊接上下料•应用案例 | GSK RB08机器人在某家电公司实现水壶外壳自动生产线上下料应用•应用案例 | GSK RB08机器人精密管接头自动加工的应用•应用案例 | GSK RB08机器人应用于佛山某公司热水壶冲压连线•应用案例 | GSK RB08机器人应用于湖北某公司淬火机上下料•应用案例 | GSK RB08机器人应用于广州某公司阀体上下料•应用案例 | GSK RB08机器人应用于深圳某公司手柄盖嵌件上下料•应用案例 | GSK RB08机器人应用于清远某公司组装线上下料应用•应用案例 | GSK RB08机器人应用于清远某公司拉深下料应用•应用案例 | GSK RB08A3搬运机器人在深圳某公司保温壶真空套外层上下料应用•应用案例 | GSK RB08A3机器人应用于马来西亚某公司钢管折弯上下料应用•应用案例 | GSK RB15L机器人应用于南昌某公司铝管自动化上下料•应用案例 | GSK RB15L机器人应用于摩托车发动机箱体自动生产线•应用案例 | GSK RB15L机器人在深圳某家电公司配合数控铣床实现压铸件自动生产应用•应用案例 | GSK RB15L机器人应用于广东某公司幕墙材料上下料•应用案例 | GSK RB20机器人在广州某玻璃制造公司灯管制造产线应用•应用案例 | GSK RB20佛山某公司压铸下料应用•应用案例 | GSK RB20机器人在惠州某公司自行车轮毂零件上下料加工的应用•应用案例 | GSK RB20珠海某公司滚边上下料应用•应用案例 | GSK RB20机器人应用于广州某公司数控上下料•应用案例 | GSK RB20机器人应用于东莞某公司瓷砖上料搬运•应用案例 | GSK RB50机器人在广东某公司自动沾浆浮砂应用•应用案例 | GSK RB50机器人在莱州某公司机床加工自动化生产应用•应用案例 | GSK RB50机器人应用于深圳某公司托盘专机上下料•应用案例 | GSK RB50机器人在西安某公司自动换刀项目的应用•应用案例 | GSK RMD08搬运机器人在深圳某家电公司真空内容器上下料应用•应用案例 | GSK RMD20机器人在某家电公司实现水壶装饰板自动生产线上下料应用•应用案例| GSK RMD300机器人应用于佛山某公司电镀钢板上下料应用•应用案例 | GSK RSP600B15水平机器人应用于湖北某公司木板搬运应用焊接•应用案例 | GSK RH06焊接机器人在柳州某公司车厢焊接应用•应用案例 | GSK RH06机器人在安徽某环保公司铝模焊接应用•应用案例 | GSK RH06机器人在新加坡某公司机器焊接应用•应用案例 | GSK RH06焊接机器人在广州某公司焊接加工的应用•应用案例 | GSK RB08机器人应用于金利某公司激光焊接上下料•应用案例 | GSK RB08A3机器人在深圳某公司大方通焊接的应用•应用案例 | GSK RB20机器人在浙江某环保科技有限公司支撑件焊接中的应用冲压•应用案例 | GSK RMD08机器人在深圳某公司冲压内容器自动生产应用•应用案例 | GSK RMD08机器人应用于清远某公司完成热水壶壳体冲压•应用案例 | GSK RMD08机器人应用于清远某公司1185左右面板自动冲压产线•应用案例 | 广数 RMD08四轴机器人在佛山某公司金属冲压生产线的应用•应用案例 | GSK RMD08应用于浙江某公司不锈钢杯体冲压应用•应用案例 | GSK RMD08机器人应用于花都某公司汽车空调零件冲压应用•应用案例 | GSK RMD08机器人在江门台山某公司酒吧杯冲压生产线的应用•应用案例 | GSK RMD20机器人在广州某公司冲压、激光切割自动上下料生产应用•应用案例 | GSK RB20机器人在山东某公司长条料冲压上下料产线应用•应用案例| GSK RB08机器人在广州某家电公司冲压自动化生产线应用•应用案例 | GSK RB08、RB20搬运机器人应用于某公司自动冲压产线•应用案例 | GSK RB15L应用于广东某公司空气弹簧冲压连线码垛•应用案例 | GSK RMD08 机器人在深圳某五金公司剪板自动堆垛应用•应用案例 | GSK RMD50机器人应用于清远某公司多种产品的分向码垛•应用案例 | GSK RMD50机器人在某公司整箱蛋卷自动码垛应用•应用案例 | GSK RMD50 机器人在广州某公司保温壶真空套码垛应用•应用案例| GSK RMD120机器人应用于珠海某公司砂轮码垛应用•应用案例| GSK RMD120机器人在南海某新材料公司泥棒码垛项目的应用•应用案例 | GSK RMD120机器人在某公司瓷砖自动码垛应用•应用案例| GSK RMD120机器人在东莞某公司双烤箱产线码垛应用•应用案例 | GSK RB165重庆某公司大型件搬运应用•应用案例| GSK RMD200机器人应用于江门某公司完成米袋码垛•应用案例 | GSK RB210机器人佛山搪瓷上下料打磨/雕刻•应用案例 | GSK RB08机器人在某公司汽车零配件去毛刺应用•应用案例 | GSK RB08机器人某公司散热器打磨的应用•应用案例 | GSK RB08东莞某公司不锈钢板件去毛刺应用•应用案例 | GSK RB08东莞某公司不锈钢盖打磨抛光应用•应用案例 | GSK RB08东莞某公司不锈钢盖打磨抛光应用•应用案例 | GSK RB08机器人应用于中山某公司不锈钢厨具喷砂抛光应用•应用案例 | GSK RB50机器人沙滤机打磨的应用•应用案例 | GSK RB20机器人在通信行业中的铝压铸滤波器打磨去毛刺应用•应用案例 | GSK RB20 武汉某汽车缸体自动打磨应用•应用案例 | GSK RB20佛山某公司医疗器械零部件打磨抛光应用•应用案例 | GSK RB20机器人应用于广州某公司泡沫雕刻•应用案例 | GSK RB20东莞某公司印刷钢板打磨抛光应用喷涂/其它•应用案例 | GSK RB08机器人应用于约旦某公司牛仔裤喷涂•应用案例 | GSK RB08机器人在湖北某公司制动盘自动喷涂生产线应用•应用案例 | GSK RB08机器人应用于中山某公司电子壳体喷涂应用•应用案例 | GSK RB08A3机器人在柳州某公司汽车配件自动化喷涂应用•应用案例 | GSK RB15L机器人应用于广州某公司喷粉•应用案例 | GSK RB20机器人应用于澳大利亚某公司壳体内表面金属喷粉应用•应用案例 | GSK RB08应用于花都某公司头盔面罩等离子清洗应用•应用案例 | GSK RSP600A15水平机器人应用于天津某公司玻璃支架涂胶应用•应用案例 | GSK RB50机器人应用于株洲某公司沙模粘浆淋沙应用。

时停。
重新压接端子,压紧螺栓此故障消失。
由于斩波主机箱接地螺栓易被忽视,当出现故障时往往向其他方向寻找,而忽视简单的故障现象。
3.2电机车不能调速断开3#连线,打开斩波主机箱盖板,通电检测,观察各指示灯指示正常。
光电给定器弹簧、凸轮均正常。
转动调速手柄,测ADJ(DC0~4V)电压变化,无跟随调速手柄线性变化,±15V电压正常,据此判断光电给定器损坏、更换,电机车正常运行。
3.3电机车牵引力不足司控器调速手柄置于可调范围最高档位置,电机车无力,尤其是过弯道、轨道稍微打滑处,更加明显。
电机车有可能是单电机工作。
检查司控器换向触点、主电机及主回路正常。
打开斩波主机箱盖板、断开司控器3#连线,通电检测,转动调速手柄,观察各指示灯指示正常。
用万用表分别测2个IGBT的GE端电压跟随ADJ电压线性变化情况,发现1个正常;1个没有跟随性、无指示。
更换此IGBT控制线,再次检测正常,试机正常。
这次故障是IGBT控制连线板故障,斩波驱动盒的ER1/ER2红色指示灯应闪烁,但这次无闪烁,是IGBT控制连线板其它元件故障。
3.4电机车无法起动断开司控器里边的3#连线,打开斩波主机箱盖板,通电检测,转动调速手柄。
斩波主机箱驱动盒面板指示灯24V绿灯亮,而±15V绿灯闪烁。
由指示灯显示初判斩波驱动盒损坏,±15V输出电压不正常,更换斩波驱动盒,还是这个故障。
再检查司机控制器接线端子,无24V电源,而辅助电源正常,进一步检查发现,是24V电源地线虚接,感应电压造成24V电源指示灯正常而实际无24V电源,±15V绿灯闪烁,斩波驱动盒输出控制IGBT关断。
3.5电机车重车巷停机电机车满载运行时,在重车巷停机。
维修人员赶到时,检测正常,并能正常运行。
当满载在重车巷运行时又反复出现以上故障。
经分析判断为斩波主机箱温度传感器损坏,电机车重载运行一段时间,主机箱温度升高,传感器损坏,风扇不工作,IGBT关断。
斗笠式刀库位置的调整及参数的设定主要进行刀夹与主轴换刀的重合(机械位置)1检查刀盘平面与X-Y平面的平行度,分别原x和y方向检。
平行度小与0.30nm/全宽。
如超过此数值则需调整刀库支架与刀库。
2将主轴箱上移到z向最高点后将分体刀柄的上体锥丙部分装人主轴孔内并拉紧,同时在刀盘的刀卡内装入分体刀柄得下体3手动将刀库移到换刀位置4手动使主轴定向5下移主轴箱分体刀柄的上体锥丙部与刀卡上分体刀柄得下体之间得间的间隙约2cm6用调整装置调整刀库在x和y向的位置,同时用分体刀柄得中间轴检验分体刀柄的上下两体的中心是否重合,上下两体中心重合则刀卡与主轴的换刀点重合调整完毕7z轴回参考点。
8下移主轴箱,使分体刀柄的上体锥丙部与刀卡上分体刀柄的下体之间的间隙为0.15-0.25nm 之间。
(用塞尺测量)9记录此位置的z轴座标值,并输入到第二机械参考点中(参数1421)10当此位置z轴坐标值小于356nm或370nm则调整参考点挡块的位置。
当此位置的z轴坐标值在365nm到370nm之间则调整参考点网格偏移参数内数值,此参数单位为0.001.FANRC 系统的参数号为1850.参考点位置的调整及检查过程按“参考点及行程挡块设定”项目内的步骤进行。
参考点调整完毕后重复工步8和工步9的操作内容,保证当z向坐标值为365时,分体刀柄的上体锥丙部与刀卡上分刀柄的下体之间的间隙为0.015-0.025nm之间(用塞尺测量)11检查刀卡在主轴抓,松刀过程中的变形量将刀柄放在刀卡上,使到库移出,使百分表触头与换到位相邻的刀卡下部接触,调整好指示器。
主轴定向后进入松刀状态,下移主轴箱到换刀位置,检查此时指示器读数变化不得大于+0.3nm,手动进行主轴抓刀若超差则应重新调整换刀点和位置或打刀距离12检查换刀过程的准确性,以手动方式进行操作,检查刀库移出,退回,刀盘转位,主轴定向,主轴抓,松刀及换刀点位置设定是否正确。
重复多次确认所有动作无误后用换刀程序进行多数换刀主轴定向角度调整及参数设定1.确认能够进行主轴定向(8135#4=0、主轴使用mzi传感器)2.将参数3117#1=1(1、2两项设置完毕后需要断电)3.手动旋转主轴使主轴定位块与刀杯定位块(或者机械手定位块)互相重合4.通过诊断参数445确认主轴位置数据5.将诊断参数445中的位置数据输入到参数4077中6.设定参数6071=6(使用M6调用O9001换刀宏程序)注意,在设定第二机械参考点之前要回参考点;在设定主轴定向角度之前需要运行一次主轴然后进行M19定向,看是否有位置数据常用换刀宏程序%O9001N1IF[#1000EQ1]GOTO19N2#199=#4003N3#198=#4006N4IF[#1002EQ1]GOTO7N5G21G91G30P2Z0M19N6GOTO8N7G21G91G28Z0M19N8M50N9M52N10M53N11G91G28Z0N12IF[#1001EQ1]GOTO15N13M54N14G91G30P2Z0N15M55N16M56N17M51N18G#199G#198N19M99%。