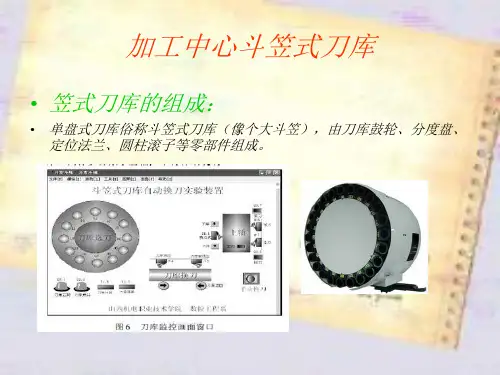
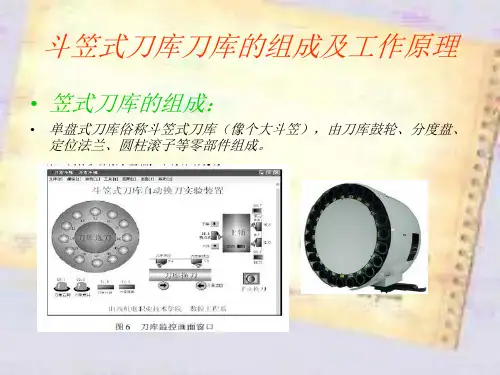
加工中心斗笠式刀库25页PPT
- 格式:ppt
- 大小:4.66 MB
- 文档页数:25
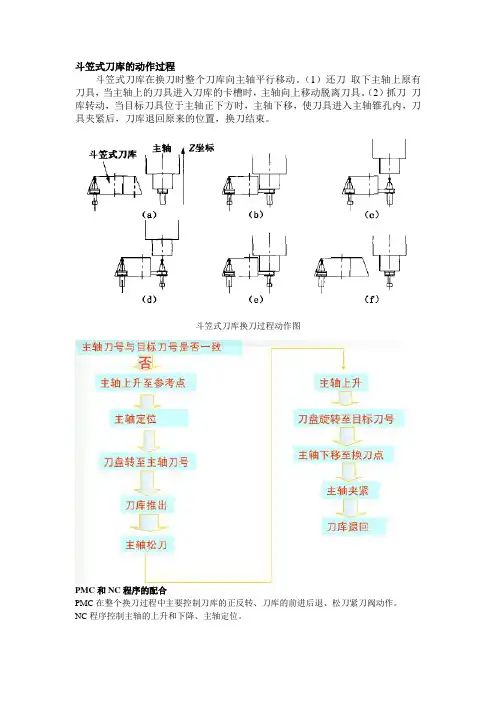
斗笠式刀库的动作过程斗笠式刀库在换刀时整个刀库向主轴平行移动。
(1)还刀取下主轴上原有刀具,当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具。
(2)抓刀刀库转动,当目标刀具位于主轴正下方时,主轴下移,使刀具进入主轴锥孔内,刀具夹紧后,刀库退回原来的位置,换刀结束。
斗笠式刀库换刀过程动作图PMC和NC程序的配合PMC在整个换刀过程中主要控制刀库的正反转、刀库的前进后退、松刀紧刀阀动作。
NC程序控制主轴的上升和下降、主轴定位。
N19 M99:9001 (参数6071)N1 IF[#1000EQ1]GOTO19 (T CODE=SP TOOL) T代码等于主轴刀号,结束N2 #199=#4003 ( G90/G91 MODLE)N3 #198=#4006 (G20/21 MDOLE) 保留之前的模态信息N4 IF[#1002EQ1]GOTO7 ( SP TOOL=0) 主轴无刀,直接抓刀N5 G21G91G30P2Z0M19 回第2参考点,M19定向,准备还刀N6 GOTO8N7 G21G91G28Z0M19 回第1参考点,M19定向,准备抓刀N8 M50 刀库准备好(使能)N9 M52 刀库靠近主轴N10 M53 松刀吹气N11 G91G28Z0 回第一参考点N12 IF[#1001EQ1]GOTO15 (T CODE=0) 如果指令T0,则无需抓刀N13 M54 刀盘旋转G04X3.0N14 G91G30P2Z0 回第二参考点N15 M55 刀具卡紧N16 M56 刀盘远离主轴N17 M51 旋转结束N18 G#199G#198 恢复模态M代码含义M50刀库旋转使能M51刀库旋转结束M52刀库向右(靠近主轴)M53松刀,吹气M54刀盘旋转M55刀具夹紧M56刀盘向左(远离主轴)宏变量定义宏程序中,利用#1000-#2000宏变量对应PMC信号G54的相应位,可直接和PMC 进行联系,极大的方便了处理。
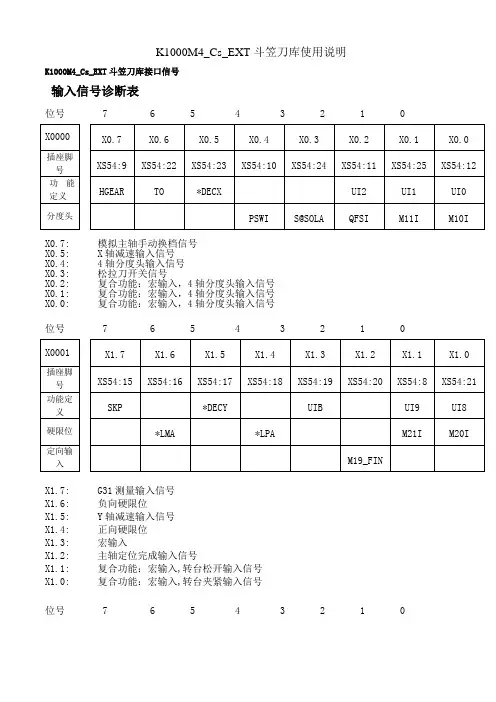
K1000M4_Cs_EXT斗笠刀库使用说明K1000M4_Cs_EXT斗笠刀库接口信号输入信号诊断表位号 7 6 5 4 3 2 1 0X0.7: 模拟主轴手动换档信号X0.5: X轴减速输入信号X0.4: 4轴分度头输入信号X0.3: 松拉刀开关信号X0.2: 复合功能:宏输入,4轴分度头输入信号X0.1: 复合功能:宏输入,4轴分度头输入信号X0.0: 复合功能:宏输入,4轴分度头输入信号位号 7 6 5 4 3 2 1 0X1.7: G31测量输入信号X1.6: 负向硬限位X1.5: Y轴减速输入信号X1.4: 正向硬限位X1.3: 宏输入X1.2: 主轴定位完成输入信号X1.1: 复合功能:宏输入,转台松开输入信号X1.0: 复合功能:宏输入,转台夹紧输入信号位号 7 6 5 4 3 2 1 0X2.7: 主轴报警信号输入X2.5: Z轴减速输入信号X2.4: 急停信号X2.3: 倍率开关输入信号X2.2: 倍率开关输入信号X2.1: 倍率开关输入信号X2.0: 倍率开关输入信号位号 7 6 5 4 3 2 1 0X3.7: 模拟主轴高档位反馈X3.6: 紧刀到位输入信号X3.5: 4轴减速输入信号X3.4:模拟主轴低档位反馈X3.3:ESP 急停X3.2: 暂停X3.1: 启动按钮X3.0: 程序开关位号 7 6 5 4 3 2 1 0X4.7: ESP 急停X4.6: 附加操作盒选择4轴X4.5: 附加操作盒选择Z轴X4.4: 附加操作盒选择Y轴X4.3: 附加操作盒选择X轴X4.2: 手轮脉冲当量X4.1: 手轮脉冲当量X4.0: 手轮脉冲当量位号 7 6 5 4 3 2 1 0X100.7: 模式切换输入信号X100.6: 松刀到位输入信号X100.5: 刀库拉回到位输入信号X100.4: 刀库伸出到位输入信号X100.3: 数刀输入信号X100.2: 刀库零位输入信号X100.1: 刀库手动反转输入信号X100.0: 刀库手动正转输入信号输出信号诊断表位号 7 6 5 4 3 2 1 0Y0.7: 主轴制动输出Y0.6: 报警输出Y0.5: 主轴停止Y0.4: 润滑油开Y0.3: 冷却液开输出Y0.2: 卡盘控制输出Y0.1: 主轴反转Y0.0: 主轴正转位号 7 6 5 4 3 2 1 0Y1.7: 加工完成Y1.6: 模拟主轴输出指示Y1.5: 手动/手轮/单步/回零方式指示信号Y1.4: 润滑油关脉冲输出Y1.3: 冷却液关脉冲输出Y1.2: M11脉冲输出Y1.1: 转台放松输出信号Y1.0: 转台夹紧输出信号位号 7 6 5 4 3 2 1 0Y2.7: 松刀输出信号Y2.6: 分度头气动放松输出Y2.5: 4轴驱动准备就绪输出Y2.4: 复合功能:主轴档位,宏输出Y2.3: 主轴定向输出Y2.2: 复合功能:主轴档位,宏输出Y2.1: 复合功能:主轴档位,宏输出,模拟主轴高档输出Y2.0: 复合功能:主轴档位,宏输出,模拟主轴低档输出位号 7 6 5 4 3 2 1 0Y100.4: 模式切换输出信号Y100.3: 刀库反转输出信号Y100.2: 刀库正转输出信号Y100.1: 刀库拉回输出信号Y100.0: 刀库伸出输出信号K1000M4_Cs_EXT斗笠刀库调试参数说明;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;PLC记忆型控制继电器信号定义;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;SKEY_K = K0.7 ;选择X3.0功能,1-程序开关MST_K = K0.6 ;禁止X3.1为循环启动开关,1-禁止,0-有效MSP_K = K0.5 ;禁止X3.2为暂停开关,1-禁止,0-有效MOT_K = K0.4 ;选择是否检查硬限位1:不检查MESP_K = K0.3 ;禁止急停功能,1-禁止,0-有效MESP3_K = K0.2 ;禁止X4.7为急停开关3,1-禁止,0-有效MESP2_K = K0.1 ;禁止X3.3为急停开关2,1-禁止,0-有效MESP1_K = K0.0 ;禁止X2.4为急停开关1,1-禁止,0-有效KEYI_K =K1.7 ;开机时程序开关状态1:为开0:为关ZDIL_K = K1.6 ;选择主轴制动时是否互锁进给轴TMANL_K = K1.5 ;T代码时手动换刀机能选择;1:有效,0:自动换刀SOLA_K = K1.4 ;松拉刀控制机能;1:有松拉刀控制机能,0:无松拉刀控制机能QJSL_K = K1.3 ;气动夹紧放松旋转分度头机能;1:有效,0:无效AGIN_K =K1.1 ;自动换档时,是否检查档位反馈信号;1:总是检查,0:出现新S时检查AGST_K =K1.0 ;自动换档时,是否需要手动参与;1:需要手工换档并且再次按下启动键MZRN4_K = K2.7 ;选择回零按键方向MZRNZ_K = K2.6 ;选择回零按键方向MZRNY_K = K2.5 ;选择回零按键方向MZRNX_K = K2.4 ;选择回零按键方向ZLOK_K = K2.3 ;选择回零按键自保持RH_AUTO_K = K2.1 ;选择自动润滑机能MNREM_K =K2.0 ;工件计数掉电保持功能1-保持0-不保持MPLS_K = K3.7 ;M代码脉冲输出SUOS_K = K3.6 ;选择宏输出功能1:S1-S8为宏输出,0:MNOUT_K =K3.5 ;选择工件计数到达输出机能TCKI_K =K4.7 ;选择刀位反馈信号检查MSTKY_K =K4.1 ;屏蔽面板按键,0:不屏蔽,1:屏蔽M19S_K =K4.0 ;主轴定向功能1:有效,0:无效MPWE_K =K5.6 ;参数开关屏蔽选择1;参数开关屏蔽0:不屏蔽参数开关TO_K =K5.5 ;选择是否有零位信号1:有零位信号0:无零位信号MT_CHK_K =K5.4 ;屏蔽到位一致检查1:屏蔽EHOF_K =K5.3 ;选择外部手轮时,面板手轮方式是否有效。