实验二十四 电解法印染废水脱色及COD的测定
- 格式:docx
- 大小:193.59 KB
- 文档页数:8
实验二十四电解法印染废水脱色及COD的测定一、实验目的1.了解电极复极性粒子群进行可溶性染料废水脱色的基本原理。
2.掌握电解法印染废水脱色技术和测定技术。
3.了解废水化学耗氧量(COD)测定方法,掌握COD测定技术。
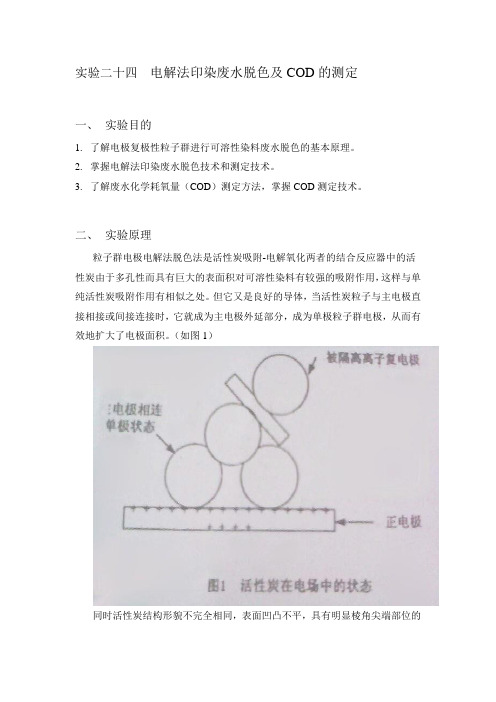
二、实验原理粒子群电极电解法脱色法是活性炭吸附-电解氧化两者的结合反应器中的活性炭由于多孔性而具有巨大的表面积对可溶性染料有较强的吸附作用,这样与单纯活性炭吸附作用有相似之处。
但它又是良好的导体,当活性炭粒子与主电极直接相接或间接连接时,它就成为主电极外延部分,成为单极粒子群电极,从而有效地扩大了电极面积。
(如图1)同时活性炭结构形貌不完全相同,表面凹凸不平,具有明显棱角尖端部位的电荷密度大,可以产生局部的高电位高电流,形成很多活性点,具有明显活性催化电解作用。
当含有染料废水通过时,染料分子发色基团和助色基团组成共轭体系,由于在电极上发生氧化或还原而被破坏,从而达到脱色作用。
同时,也是活性炭吸附物质解吸作用。
综上分析,本法工作机理在于粒子群电极极性与活性炭的吸附富集、电解作用,催化分解作用等各种作用的协同作用。
它具有脱色效率高、能耗低、使用寿命长等优点。
对印染废水脱色效率可达99%以上,使出水透明无色,同时除去废水中COD值达80%以上。
三、实验药品与仪器。
1.仪器分光光度计、直流电源电炉1000W、调压器(1kV A)、500ml三角烧瓶、冷凝管、滴定管、移液管(50ml)脱色反应器:厚度由2mm的有机玻璃制成,其结构如图2所示2.药品亚甲兰人工印染有色废水:称取亚甲兰0.2g溶于1000ml水中,此液含亚甲兰浓度为2.0×10-4g/m0.4167mol/L K 2Cr 2O 7标准溶液:称取12.259gK 2Cr 2O 7(105℃干燥2小时,优级纯)溶于水中,并以水稀释到1升。
0.2500mol/硫酸亚铁铵标准溶液:称取98.0gFe(NH 4)2(SO4)2·6H 2O 溶于蒸馏水中,加40ml 浓H2SO4,加热溶解至透明,冷却,以不稀释到1升。
染整企业排的废水最好的方法检测根据《水和废水监测分析方法》(第四版),重酪酸钾法是标准的COD 测定方法之一,其准确性受人为影响较大,滴定不准确、标准液配置的不标准等等,都会影响检测的结果。
水中COD 的检测方法1 主题内容与适用范围本标准规定了水中化学需氧量的测定方法。
本标准适用于各种类型的含COD值大于30mg/L的水样,对未经稀释的水样的测定上限为700mg/L。
本标准适用于含氯化物浓度大于1000mg/L(稀释后)的含盐水。
2 定义在一定条件下,经重铬酸钾氧化处理时,水样中的溶解性物质和悬浮物所消耗的重铬酸盐相对应的氧的质量浓度。
3 原理在水样中加入已知量的重铬酸钾溶液,并在强酸介质下以银盐作催化剂,经沸腾回流后,以试亚铁灵为指示剂,用硫酸亚铁铵滴定水样中未被还原的重铬酸钾由消耗的硫酸亚铁铵的量换算成消耗氧的质量浓度。
在酸性重铬酸钾条件下,芳烃及啉啶难以被氧化,其氧化率较低。
在硫酸银催化作用下,直链脂肪族化合物可有效地被氧化。
4 试剂除另有说明,实验时所用试剂均为符合国家标准的分析纯试剂,实验用水均为蒸馏水或具有同等纯度的水。
4.1 硫酸银,化学纯;4.2 硫酸汞,化学纯;4.3 硫酸,ρ=1.84g/mL;4.4 硫酸银—硫酸试剂:向1L硫酸(4.3)中加入10g硫酸银(4.1),放置1~2天使之溶解,并混匀,使用前小心摇动。
4.5 重铬酸钾标准溶液QJ/XH 05031—20024.5.1 浓度为C(1/6K2Cr2O7)= 0.250mol/L的重铬酸钾标准溶液:将12.258g在105℃干燥2h后的重铬酸钾溶于水中,稀释至1 000mL。
4.5.2 浓度为C(1/6K2Cr2O7)= 0.0250mol/L的重铬酸钾标准溶液:将4.5.1条的溶液稀释10倍而成。
4.6 硫酸亚铁铵标准滴定溶液4.6.1 浓度为C[(NH4)2Fe(SO4)2•6H2O] ≈ 0.10mol/L 的硫酸亚铁铵标准滴定溶液:溶解39g硫酸亚铁铵[(NH4)2Fe(SO4)2•6H2O]于水中,加入20mL硫酸(4.3),待其溶解冷却后,稀释至1000mL。

一、染色废水的概况羊毛绒线在染色过程中,广泛使用酸性染料、媒介染料、阳离子染料三大类。
加入的助剂有醋酸、醋酸钠、硫酸、硫酸钠、扩散剂、重铬酸钾等。
在染色过程中,染液用蒸气加热,采用泵循环来强制染料在染缸中不停运动。
在运动过程中,染料被绒线充分吸附。
在达到一定的时间后,染液便被水放入下水道。
从这些工艺流程中可以看出,染色废水由一定的染料(染料的多少和染色的深浅、吸附值有关)、绝大部分助剂组成。
通过监测分析,测定了染色废水的各项指标。
从以上结果可以看出,染色废水是一个微偏碱性,但含有机物质较多、色泽较深的一种混合性废水。
而电解法就是要在电解质含量较高的情况下才有比较好的处理效果,因此染色废水具备了应用电解法处理的基本条件。
二、电解法处理染色废水工艺流程简介电解法处理染色废水就是将废水置于电解池内,通过极板放电处理废水的过程。
在这套装置中,一般要有集水池、泵站、电解池、氧化曝气池和氧化砂滤池组成。
1.集水池目的是使废水成分在一定时间内保持稳定。
根据来水量多少,设计一个4~6h来水容积的池子即可基本满足要求。
2.电解池这是一个长方形水池,内置电解板。
在这个池子里,将电能转化为化学能。
3.氧化曙气池这是一个容积较大、渐开型的曲型池。
电解后废水在这里充分曝气、氧化、混凝沉淀。
三、物理化学过程在电解法处理染色废水时,极板一般采用A3钢板材料。
污水作为电介质,在极板通以直流电后,极板负极不断溶解产生二价铁离子,并产生氢气和新生态的氧。
水被电解成氢离子和氢氧根离子,氢氧根离子和铁离子生成氢氧化亚铁,氢氧化亚铁再和空气中的氧发生反应生成羟基络合物并发展成为无机高分子电解质,这类生成物可当作混凝剂对废水进行处理。
氢离子在阴极得到电子生成氢气。
氢气在浮起的过程中,经新生态氧脱色的染料分子在氢气泡的表面张力作用下,浮至水面形成浮渣。
浮渣经刮除即可除去,从而完成处理过程。
四、处理效果在选用合适的板距、板水比、电流密度条件下,经电解法处理后的染色废水的各项指标可以看出,废水在处理后的结果是可以肯定的,达到了国家污水排放标准中的二级标准。

一、实验目的:1.了解Fenton试剂的性质2.了解Fenton试剂降解有机污染物的机理3.掌握Fenton反应中各因素对对废水脱色率的影响规律二、实验原理:Fenton试剂是H2O2和FeSO4按一定比例混合而成的一种强氧化药剂。
Fenton试剂在处理废水过程中除具有氧化作用外,还兼有混凝作用,因此脱色效率较高。
其在酸性条件下(pH<3),平均脱色率可达97%,COD去除率亦可达90%。
在实际应用过程中,一般可选用无机酸(硫酸)调节废水pH为2~5,再加用H2O2/Fe2+处理,在用Fenton试剂处理后,为进一步发挥Fe3+混凝作用,还可再调整pH值。
Fenton试剂的氧化机理可以用下面的化学反应方程式表示:Fe2++ H2O2→Fe3++OH-+OH•OH•的生成使Fenton试剂具有很强的氧化能力,研究表明,在pH=4的溶液中,其氧化能力在溶液中仅次于氟气。
因此,持久性有机污染物,特别是芳香族化合物及一些杂环类化合物,均可以被Fenton试剂氧化分解。
本实验采用Fenton试剂处理甲基橙模拟染料废水。
配制一定浓度的甲基橙模拟废水,实验时取该废水于烧杯(或锥形瓶)中,加入一定量的硫酸亚铁,开启恒温磁力搅拌器,使其充分混合溶解,待溶解后,迅速加入设定量的H2O2,混匀,反应至所设定时间,用NaOH溶液终止反应,调节pH值为8-9,静置适当时间(5-10min),取上层清夜在最大吸收波长A=465nm处测吸光度,色度去除率=(反应前后最大吸收波长处的吸光度差/反应前的吸光度)*100%。
三、仪器(1)pH-S酸度计或pH试纸(2)721或722可见光分光光度计四、实验步骤:(1)配置200mg/L的甲基橙模拟废水。
实验时,取200mg/L的甲基橙模拟废水200ml于烧杯(或锥形瓶)中。
(2)确定适宜的硫酸亚铁投加量。
具体做法如下:甲基橙模拟废水的浓度为200mg/L,H2O2投加量为1mL/L,水样的pH 值调节到 4.0-5.0,水样温度为室温时,投加不同量的FeSO4•7H2O (投加量分别为60 mg/L,100 mg/L,200 mg/L,300 mg/L,400 mg/L)进行脱色实验,反应时间为60min。
染料废水脱色实验报告1. 实验目的本实验旨在探究不同方法对染料废水进行脱色的效果,并找到最佳的脱色方法。
2. 实验材料与方法2.1 实验材料- 染料废水样品- 不同的脱色剂(如活性炭、明矾、氯化铁等)- 实验室常用仪器设备2.2 实验方法1. 准备染料废水样品,并记录初始浓度。
2. 将染料废水分成若干等量样品。
3. 使用不同的脱色剂对染料废水样品进行处理。
4. 对处理后的样品进行比色检测,记录脱色效果,并计算去除率。
5. 比较不同脱色剂的效果,找到最佳脱色方法。
3. 实验结果与讨论经过实验,我们得到了以下结果:3.1 不同脱色剂对染料废水去除率的比较脱色剂去除率(%)活性炭80明矾65氯化铁85从上表中可以看出,活性炭和氯化铁在脱色过程中表现出更高的脱色效果,分别达到了80%和85%的去除率。
而明矾的脱色效果稍逊,只有65%的去除率。
3.2 脱色剂使用量对脱色效果的影响我们进一步研究了活性炭和氯化铁的使用量对脱色效果的影响。
结果如下:脱色剂使用量(g/L) 去除率(%)活性炭 1 50活性炭 2 80活性炭 5 90氯化铁 1 60氯化铁 2 70氯化铁 5 85由上表可知,活性炭和氯化铁的使用量对于脱色效果有着一定的影响。
增加脱色剂的使用量,脱色效果逐渐增加。
但在一个合适的范围内,增大脱色剂的使用量并不会进一步提高脱色效果。
在本实验中,当活性炭的使用量达到2 g/L时,脱色效果可达到80%以上。
而氯化铁的最佳使用量为5 g/L,此时脱色效果可达到85%。
4. 结论根据实验结果,我们得出以下结论:- 在本实验中,活性炭和氯化铁是两种有效的脱色剂,其脱色效果分别达到80%和85%。
- 脱色剂的使用量对于脱色效果有一定的影响。
在活性炭和氯化铁的使用量分别为2 g/L和5 g/L时,脱色效果达到最佳。
通过本实验的研究,我们为染料废水的脱色提供了一些有益的参考。
然而,实际应用仍需综合考虑经济性、环境效应等因素选择最合适的脱色方法和剂量。
电解法处理印染废水的研究摘要利用自制电解装置,以铁电极为阳极,铜电解为阴极对印染废水进行电解。
在外电压的作用下,利用可溶性阳极铁产生大量的阳离子对胶体废水进行凝聚,同时在阴极上析出大量的氢气泡与絮粒粘附在一起上浮,电解过程中生成的羟基自由基对有机染料进行降解脱色反应。
目前国内外对电解法处理印染废水进行了大量的研究,概括了电解过程中污染物去除的四种机理。
既氢氧化铁与絮粒表面的络和作用、化学调整作用和沉淀的上浮作用。
电解时是氧化、还原、中和、凝聚、气浮几种化学反应和物理变化的综合作用,使印染废水得到净化。
实验结果表明:电化学方法处理印染废水的效果十分明显,废水的脱色率在95%以上。
关键词染料降解印染废水电化学方法羟基自由基在21世纪的今天,环境保护和环境污染防治工程日益受到人们重视。
染料和印染工业的废水处理一直是个令人捆扰的问题。
随着我国印染工业的发展,印染行业已成为工业废水的排放大户。
据不完全统计,全国印染废水的排放约为3×106 ~4×106m3/d.。
而在制造过程中染料的损失率约为2%,在印染工业中其损失率约为10%。
这类染料废水具有高色度、高含盐量、有机物难生化降解、水质水量随时间变化较大等特点,对环境污染很大,使之成为工业废水治理的难点[2]。
用电化学的方法来处理这类废水,以其设备简单,投资小,占地少等优点而成为近年来研究的热点。
电解过程中生成的羟基自由基是一种强氧化剂,具有很高的氧化电位(2.8V),羟基自由基通过引发链反应最终可以将有机物氧化为最简单的分子H2O和CO2,而且Fe(OH)3胶体可以吸附有机物发色基团使之共同沉淀[3]。
实验以紫外可见光谱图表征工业染料废水经电解后的吸光度的变化;以红外光谱分析废水沉淀;用精确pH试纸测定电解前后废水的pH值变化;根据电压、电流及电解时间来核算实验成本。
本文基于对其脱色机理和实验工业化的可行性进行了研究,并对电极的选择,电极间的距离,电压的控制,支持电解质的加入量、流量的大小等实验条件的优化选择进行了初步探讨。