- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
正文
(1)平面刨刀 它用于刨削水平面。 (2)偏刀 它用于刨削垂直面、台阶面和外斜面等。 (3)切刀 它用于刨削直角槽和切断。 (4)弯切刀 它用于刨削T形槽。 (5)角度刀 它用于刨削燕尾槽和内斜面等。 (6)样板刀 它用于刨削V形槽和特殊形状的表面等。
正文
2.按刀具形状和结构分类 一般可分为左刨刀和右刨刀、直头刨刀和弯头刨刀、整体刨刀和 组合刨刀等。
(一)常用刨床的种类 生产中常用的刨床除了上述牛头刨床外,还有下述几种。 1.龙门刨床 龙门刨床(图6-5)主要用于大型零件的加工,工件的长度可达十几米 甚至几十米。对中、小型工件,可以在工作台上一次装夹多个工 件同时进行加工,还可以用多把刨刀同时刨削,从而大大提高生产 率。与普通牛头刨床相比,其形体大,结构复杂,刚性好,加工精度也 比较高。
正文
(2)对工件的要求 1)工件在搬运、装夹时,要防止变形和磕碰。 2)工件粗刨后要经过时效处理,半精刨后也要过一段时间后再进行精刨,
其目的是消除内应力。 3)工件本身组织要均匀,无砂眼、气孔等缺陷。
4)工件的定位基面要平整,基面的表面粗糙度Ra值不大于3.2μm,工件的
两端必须要倒角,以防伤刀。
辅助运动。如调整机床时工作台的快速移动,如图6-4所示
正文
B6050型牛头刨床的传动结构式如下:
正文
三、B6050型牛头刨床的调整
1.行程长度的调整 2.滑枕工作行程前后位置的调整 3.滑枕行程速度调整 4.工作台进给量和进给方向的调整 5.滑枕在任意位置上的停止和起动
正文
四、常见刨床种类与型号的含义
正文
图6-8 校正钳口与滑枕运动方向的相对位置 a)校正钳口与滑枕运动方向的垂直度 b)校正钳口与滑枕运动方向的平行度
正文
图6-9 机用虎钳的检查 a)检查固定钳口与滑枕运动方向的垂直度 b)检查钳身滑动面与工作台台面的平行度
正文
1)工件的加工面必须高于钳口,若工件的高度不够,可用平行垫铁将工件 垫高。 2)为了保护钳口,在夹持毛坯工件时,可在钳口上垫铜皮等护口片。 3)工件装夹时,要用铜棒轻轻敲击工件,使其贴实垫铁。 4)对刚性不足的工件需要垫实,以免夹紧后工件产生变形(图6-10)。
正文
图6-5 龙门刨床
正文
图6-6 插床 1—工作台纵向移动手轮 2—工作台 3—滑枕 4—床身 5—变速箱 6—进给箱 7—分度盘 8—工作台横向移动手轮 9—底座
正文
2.插床 插床又称立式刨床(图6-6)。 (二)刨床型号的含义 刨床属于通用机床,其型号含义举例说明如下(按GB/T 15375—200 8):
正文
图6-17 直头刨刀和弯头刨刀的比较 a)直头刨刀 b)弯头刨刀
正文
2.偏刀的装夹 装夹偏刀时,首先将刀架对准零线,并将拍板座扳转一定角度,使拍 板座上端向离开工件加工表面的方向偏转(图6-18)。
图6-18 拍板座扳转方向
正文
三、刨削加工的特点
(一)刨削与铣削的比较 刨削和铣削都是平面加工的主要方法。不论是对工件的形状和尺 寸的适应性,还是所能达到的加工精度,它们都很类似。在生产中, 之所以不能相互取代,是因为它们各有所长。下面简单说明刨削 的特点。
正文
(二)工件装夹方式 1.用机用虎钳装夹工件 校验钳口与滑枕运动方向垂直度的步骤如下:
1)张开钳口,擦净各活动面、接合面,然后使平口钳大致在工作台上定位 。 2)准确地对准机用虎钳上的零线,并紧固钳身与底座的联接螺柱。
3)把百分表装夹在刀架上,再把平行垫铁轻轻地夹在钳口内;使百分表的
测头与平行垫铁接触,然后横向移动工作台,以百分表的指针是否摆动来 判断钳口与滑枕运动方向是否垂直;经校正,直到百分表的指针不摆动或 摆动极微为止;最后把机用虎钳完全紧固在工作台上(图6-8a)。
响加工表面质量。
正文
(5)其他方面的要求 因机床导轨面上的油膜黏度、弹性在机床刚起动 和经过一段时间的工作后是不一致的,故在精刨大平面时,不允许中间停
顿,否则将产生接刀痕迹。
正文
图6-20 宽刃精刨刀
正文
2.精刨时切削用量和切削液的选择
(1)进给量f的选择 精刨时应取大的进给量。
(2)背吃刀量ap的选择 精刨时应取极小的背吃刀量。
(3)切削速度vc的选择
(4)切削液的选择 在加工铸铁时可使用煤油,若在煤油中加0.03%重铬 酸钾,效果将更好。
正文
3.精刨时对工艺系统的要求
7—进给量调节手柄 8、9—变速手柄 10—调节行程长度手柄 11—床身 12—底座
13—横梁 14—拖板 15—工作台 16—工作台横向或垂向进给转换手柄
17—进给运动换向手柄
正文
图6-3 牛头刨床刀架 1—手柄 2—刻度环 3—丝杠 4—螺母 5—T形螺柱 9—紧固螺钉 6—刻度转盘 7—铰链销 8—夹刀座
正文
2.在工作台上装夹工件 当工件的尺寸较大或在平口钳内不便装夹时,可直接在工作台上 装夹。其方法如下:
1)用螺钉撑和挡块装夹工件,如图6-11所示。 2)侧面有凸出部分的工件,其装夹方法如图6-12所示。 3)侧面有孔的工件,其装夹方法如图6-13所示。 4)采用平压板倾斜放置于工件两侧,利用挤压的作用装夹工件(图6-14)。
(1)对机床的要求 1)最好粗、精加工分别在不同的刨床上进行。 2)精刨前要调整机床精度,使其符合精度标准,主要项目为:导轨精度、工 作台移动精度、横梁的移动与工作台的平行度等,还要对刀架滑动间隙
进行调整。
3)工作台面如有较大和较多的凸凹不平时,需用微量自刨来进行修整;如 台面只有微量不平时,可用锉刀或油石修平。 4)床身导轨润滑要充足,以减小摩擦力和工作台的热变形,提高加工精度 。
正文
图6-14 利用压板挤压装夹工件
正文
二、刨刀的装夹
(一)刨刀的种类 1.按加工表面形状和用途分类 一般分为平面刨刀、偏刀、切刀、弯切刀、角度刀和样板刀等 (图6-15)。
正文
图6-15 常用刨刀种类和应用 a)平面刨刀 b)、d)台阶偏刀 c)普通偏刀 f)切刀 g)弯切刀 h)切槽刀 e)角度刀
正文
在工作台上装夹工件时的注意事项如下: 1)当工件尚未检查装夹位置是否正确前,不要将其夹得太紧,经检查并校 正以后再夹紧。 2)工件装夹时应使底面与工作台面贴实,可用塞尺检查或用铜棒敲击工 件,听声音来判断是否贴实。 3)如果工件是毛坯时,为防止工作台面受损伤或定位不稳定,应用铜皮或 楔铁垫实。 4)采用压板时,需压在工件与工作台面的贴实处,以免工件受压变形。
5)工件压紧后,应复查其安装位置是否正确,避免因压紧力而使工件变形
或移动。
正文
图6-10 框形工件的夹紧 1—螺栓 2—工件 3—螺母
正文
图6-11 用螺钉撑和挡块装夹工件 1、3—挡块 2—螺钉撑
正文
图6-12 侧面有凸出部分的工件的装夹方法 1—压板 2—垫铁
正文
图6-13 侧面有孔的工件的装夹方法 1—插销压板 2—垫铁
正文
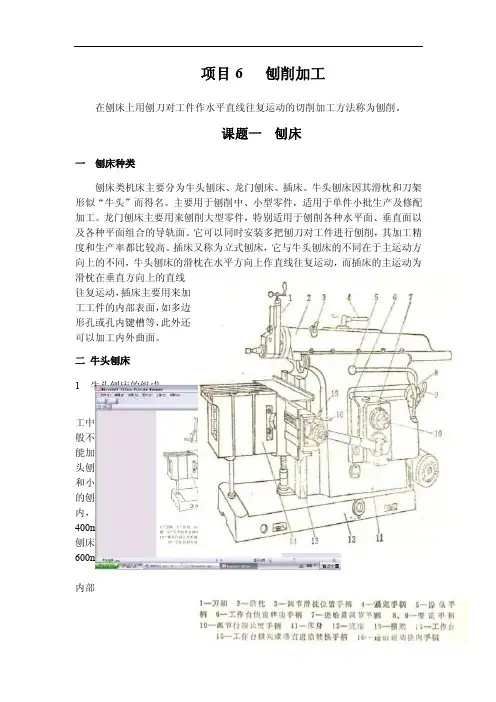
一、牛头刨床的组成 牛头刨床主要用来加工中、小型工件,刨削长度一般不超过1 m。根据所能加工工件尺寸的大小,牛头刨床可分为大型、 中型和小型三种。 牛头刨床由以下各部分组成(以B6050型牛头刨床为例,如图6 -2所示):
正文
1.床身与底座 2.横梁 3.工作台 4.滑枕 5.刀架
正文
图6-2 B6050型牛头刨床外形 1—刀架 2—滑枕 3—调节滑枕位置手柄 4—紧定手柄 5—操纵手柄 速移动手柄 6—工作台快
正文
正文
正文
第二节
刨削加
解为三个分力:进给力Ff、背向力Fp、切削力Fc。图6-7所示为工件的受 力情况。
1.切削力Fc
正文
图6-7 刨削时工件的受力
正文
2.背向力Fp 它是总切削力垂直于工作平面方向上的分力。Fp将工件压向机床
工作台。
3.进给力Ff
正文
(3)对工件装夹的要求 1)工件的定位基准面和工作台面要擦干净,工件装夹后用塞尺检查工件 与工作台面之间的间隙。 2)夹紧力要小,以防止工件变形。
正文
(4)对刀具的要求 1)切削刃全长上的直线度误差,不得超过0.005mm,切削刃表面粗糙度Ra
值要低于0.1μm,切削刃要装夹成水平。
2)刃倾角λs在精刨时具有特别重要的意义,它可以使刨刀的切削刃在全长 上逐渐进入切削,以减少对切削刃的冲击,并且增加了工作中的平稳性,这 对硬质合金刀具尤为重要。 3)修整加工与光整加工所采用的刀具应该严格区分开,不要混淆,以免影
正文
1.加工的适应性 2.加工生产率 3.加工精度
正文
(二)精刨特点
正文
1.精刨刀具
图6-19 加工铸铁精刨刀
正文
(1)加工铸铁精刨刀(图6-19) 其刀片材料为高速钢,采用弹性刀杆可以减 少振动,从而降低加工表面粗糙度值。 (2)宽刃精刨刀(图6-20) 其刀杆材料为45钢,刀片材料为高速钢或硬质合 金(YG8),前者用于刃宽较大者。
机械加工基础 第2版
主编 王增强 马幼祥
第六章 刨削加工
正文
第一节 刨 床 概 述
刨削加工是在刨床上,利用刨刀(或工件)的直线往复运动进行切削加工的一 种方法。刨削加工适用于单件、小批生产中,对零件上各类平面、斜面、沟
槽以及素线为直线的特殊形面等进行加工,如图6-1所示。
正文
图6-1 刨床工作的基本内容 a)刨平面 b)刨垂直面 c)刨台阶面 g)刨T形槽 h)刨V形槽 d)刨直角沟槽 e)刨斜面 f)刨燕尾形工件 i)刨曲面 j)刨孔内键槽 k)刨齿条 l)刨复合表面
10—拍板 11—拍板座 12—拍板座紧固螺母
13—拖板
正文
二、刨床的运动
1.主运动 B6050型牛头刨床的主运动如图6-4所示。