机械制造工程训练第9章[26页]
- 格式:ppt
- 大小:790.00 KB
- 文档页数:26
第9章数控车削加工实训报告9.1 判断题1.√2.×3.√4.√5. √6. ×7. √8. ×9. √ 10. √9.2 选择题1.A2.A3.C4.D5.D6.B7.D8.C9.D 10.D9.3填空题1.两2.嵌套3.M98 P----L-----4.逆圆插补顺圆插补5.Upper6.外径、内径、长度、内端面7.G71 G71 U—R—P—Q—X—Z—F--8.Z向回退量; X向回退量;螺纹线数;F:螺纹导程;9.手动数据输入 10.刀尖圆弧半径右补偿;取消刀尖半径补偿;11. G739.4 简答题1. 数控车床的用途与分类用途:数控车床能够自动完成内外圆柱面、圆锥面、圆弧面、端面、螺纹等工序的切削加工,并且能够钻孔、扩孔、铰孔等工作,所以数控车床特别适合加工形状复杂的轴类或盘类零件。
分类:按工艺用途可分为:数控车床、数控铣床、数控钻床、数控磨床、数控镗铣床、数控电火花加工机床、数控线切割机床等各种用途的数控机床。
按运动方式分:点位控制数控机床、直线控制数控机床、轮廓数控机床。
按伺服控制方式分:开环控制数控机床、半闭环控制数控机床、闭环控制数控机床。
2. 数控车床的结构主要由床身、主轴箱、刀架、进给系统、液压系统、冷却和润滑系统等部分组成。
3. 简单车削循环指令包括:外<内>径车削循环G80、端面车削循环G81、螺纹车削循环G82。
4.程序执行自动加工时的操作步骤:在主菜单下,按“自动加工F1”键→按“程序选择F1”键→按“磁盘程序F1”键→用“Pgup、Pgdn、▲或▼”键将蓝色亮条光标移到要加工的程序的文件名处→按“Enter”键,将需要加工的程序调入加工缓冲区→按“自动”键(指示灯亮)→按“循环启动”键,程序开始执行,进行零件加工。
5.退出超程状态方法:(1)向右顺时针方向旋开面板及手摇上的“急停”按钮;(2)左手一直压住“超程解除”按键(控制器会暂时忽略超程的紧急情况),置工作方式为“手动”或“手摇”方式;(3)在手动<手摇>方式下,使该轴朝超程相反方向移动,当“超程解除”按键内指示灯灭,说明已经退出超程状态,此时显示屏上运行状态栏“运行正常”取代了“出错”,表示恢复正常,可以继续操作。
第一章绪论思考下列问题:1.机械制造工业的发展历史和现状。
2.机械制造工业在国民经济中的地位作用。
3.本课程的主要任务和要求。
第二章金属切削加工的基础知识一、填空题1. 在加工中,刀具和工件之间的相对运动称为切削运动,按其功用可分为主运动和进给运动。
其中主运动消耗功率最大。
2. 切削用量三要素是指切削速度、进给量和背吃刀量。
*3. 刀具静止角度参考系的假定条件是假定安装条件和假定运动条件。
4. 常用的切削刃剖切平面有正交平面、法平面、背平面和假定工作平面,它们可分别与基面和切削平面组成相应的参考系。
5. 在正交平面内度量的前刀面与基面之间的夹角称为前角,后刀面与切削平面之间的夹角称为后角。
6. 正交平面与法平面重合的条件是刃倾角为0 。
7. 基准平面确定后,前刀面由前角和刃倾角两个角确定;后刀面由后角和主偏角两个角确定;前、后刀面确定了一条切削刃,所以一条切削刃由前角、后角、刃倾角、主偏角四个角度确定。
8. 用以确定刀具几何角度的两类参考坐标系为刀具标注角度参考系和刀具工作角度参考系。
二、判断题(正确的打√,错误的打×)1. 在切削加工中,进给运动只能有一个。
(×)2. 背平面是指通过切削刃上选定点,平行于假定进给运动方向,并垂直于基面的平面。
(×)3. 其它参数不变,主偏角减少,切削层厚度增加。
(×)4. 其它参数不变,背吃刀量增加,切削层宽度增加。
(√)5. 主切削刃与进给运动方向间的夹角为主偏角K。
(×)r*6. 车削外圆时,若刀尖高于工件中心,则实际前角增大。
(√)7. 对于切断刀的切削工作而言,若考虑进给运动的影响,其工作前角减少,工作后角增大。
(×)*8. 当主偏角为90时,正交平面与假定工作平面重合。
(√)9. 切削铸铁类等脆性材料时,应选择K类(YG类)硬质合金。
(√)10. 粗加工时,应选择含钴量较低的硬质合金。
(×)三、名词解释1. 基面过切削刃上选定点垂直于主运动方向的平面。
⼯程训练习题集⽬录第⼀部分训练基础 (2)基础知识习题 (2)安全知识习题 (3)第⼆部分热加⼯ (6)铸造习题 (6)锻压习题 (10)焊接习题 (13)第三部分冷加⼯ (17)车削习题 (17)铣削习题 (20)刨削习题 (22)磨削习题 (24)钳⼯习题 (25)摩托车拆装习题 (27)第四部分现代制造 (30)数控加⼯习题 (30)特种加⼯习题 (33)第五部分电⼦与⽓动 (37)电⼦⽓动习题 (37)第六部分参考答案 (39)基础知识 (39)安全知识 (40)铸造 (40)锻压 (42)焊接 (43)车削 (44)铣削 (45)刨削 (45)磨削 (46)钳⼯ (46)摩托车拆装 (48)参考⽂献 .......................................................................................... 错误!未定义书签。
第⼀部分训练基础基础知识习题⼀、填空题1、机械制造⼯程材料分三⼤类:______________、_____ ____ __、_____________;⾦属材料有:______ _ ___、。
2、φ22±0.03的外圆尺⼨应采⽤_____________ (量具)来测量。
3、常⽤机械切削加⼯的⽅法有:、、、、等。
4、机械制造分、加⼯两⼤类。
⼀般的机械⽣产过程为、、。
5、⾼度游标尺既可以⽤于测量⼯件的___________,也可⽤于半成品的___________。
6、φ5002.00+的孔与φ50025.0050.0+-的轴相配合,属于_____________配合(间隙配合、过盈配合、过渡配合)。
7、切削加⼯中,主运动的运动状态可以是_____________运动(刨削加⼯),也可以是_____________运动(车削);主运动既可以由_____________来完成(车削加⼯),也可以由_____________来完成(铣削加⼯)。
机械制造工程基础训练实习报告系别:自动化工程系班级:学号姓名:指导老:完成时间:序言当前,社会信息化进程把高等学校计算机基础教学带入一个新的发展阶段。
因此要求我们进行“面向应用、突出实践”的信息数值的培养成为高等学校计算机基础的教学指出新的目标。
而作为机械制造业来说,信息化和自动化运用则更加重要,对于学习机械设计与制造来说培养学生的机械制造工程基础训练显得更加重要。
通过对机械制造工程基础训练学习使我们更加好的通过计算机信息化来对机械制造工程反方面进行更加快捷的进行表述。
机械制造工程基础训练体现在四个方面。
一、更加熟练的掌握机械计算机绘图、建模、装配等方面的功能和使用时的技巧。
二、更加深刻的理解各个机构的组成和各部分零件的结构特征。
三、对于各个零件、机构的图纸读取更加熟悉。
四、通过零件、机构二维图纸与三维图纸之间的转换使我们对零件的认识和理解更加的直观。
五、使机械设计的专业知识与计算机的相互融合。
六、学习和了解到了机械设计行业在计算机图形绘制方面的一些简单的专业知识。
七、为以后在机械设计行业工作机械制造工程反方面打下一些简单的专业知识基础。
目录(1)回转总成三维建模 (3)(2)升降总成三维建模 (6)(3)抓取总成三维建模 (10)(4)控制总成三维建模 (17)(5)箱体三维建模 (21)(6)整机装配 (26)(7)总结 (28)1.回转总成三维建模1.1绘制零件回转盘(图1-1)图1-2)(1)点击拉伸绘制如图(1-2)所示草图,点击完成;再拉伸12mm。
再点击拉伸绘制图(1-3)所示草图,完成去除材料得(图1-4)。
(图1-3)拉伸(图1-4)草绘(2)选取去除材料后的两孔,点击阵列,得到(图1-5)所示。
(图1-15)回转盘(图1-21)轴1.2回转总成的装配过程(1)单击工具栏中的按钮,系统弹出对话框,选择“05-07”文件,单击打开按钮,调入转轴元件。
(2)出现原件放置操控板,在约束列表中选择“缺省”的约束方式。
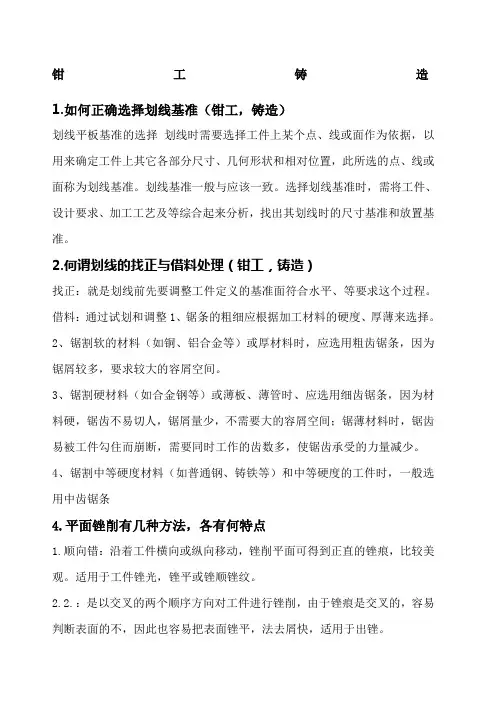
钳工铸造1.如何正确选择划线基准(钳工,铸造)划线平板基准的选择划线时需要选择工件上某个点、线或面作为依据,以用来确定工件上其它各部分尺寸、几何形状和相对位置,此所选的点、线或面称为划线基准。
划线基准一般与应该一致。
选择划线基准时,需将工件、设计要求、加工工艺及等综合起来分析,找出其划线时的尺寸基准和放置基准。
2.何谓划线的找正与借料处理(钳工,铸造)找正:就是划线前先要调整工件定义的基准面符合水平、等要求这个过程。
借料:通过试划和调整1、锯条的粗细应根据加工材料的硬度、厚薄来选择。
2、锯割软的材料(如铜、铝合金等)或厚材料时,应选用粗齿锯条,因为锯屑较多,要求较大的容屑空间。
3、锯割硬材料(如合金钢等)或薄板、薄管时、应选用细齿锯条,因为材料硬,锯齿不易切人,锯屑量少,不需要大的容屑空间;锯薄材料时,锯齿易被工件勾住而崩断,需要同时工作的齿数多,使锯齿承受的力量减少。
4、锯割中等硬度材料(如普通钢、铸铁等)和中等硬度的工件时,一般选用中齿锯条4.平面锉削有几种方法,各有何特点1.顺向错:沿着工件横向或纵向移动,锉削平面可得到正直的锉痕,比较美观。
适用于工件锉光,锉平或锉顺锉纹。
2.2.:是以交叉的两个顺序方向对工件进行锉削,由于锉痕是交叉的,容易判断表面的不,因此也容易把表面锉平,法去屑快,适用于出锉。
3.3。
推锉法:两手对称的握住,用两大拇指推进行锉削,这种方式用于较窄平面且已锉平,较小的情况,来修正和减少。
5.攻丝前底孔直径如何确定,对脆性材料和塑性材料,为何应用不用的经验公式攻丝前底孔直径=D丝锥的公称直径-P螺距。
对脆性材料和塑性材料,只能参考,但不能用这个公式!有微量的变化!6.常用造型工具有哪些1.工具:压勺,提勾,,竹鞭梗;2.造型工具:芯撑,铸钉,铸卡,撑头,卡子,芯顶;3..掸笔:掸笔,羊毛担笔,圆,扫笔,涂料笔,铁夹笔;4.橡胶锤;5..绝缘柱车削加工1.三抓自定心卡盘和四爪单动卡盘的特点是什么三爪自定心适合夹紧圆形零件,夹紧后自动定心,四爪单动可以夹紧方形及异形的零件,可以方便的调整中心。
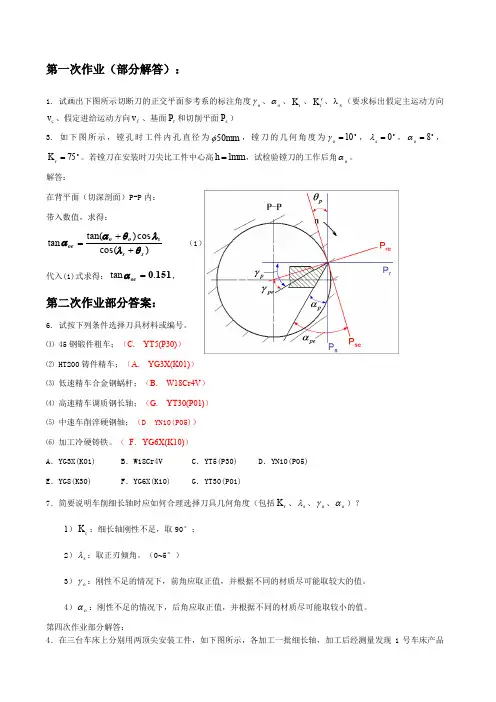
第一次作业(部分解答):1. 试画出下图所示切断刀的正交平面参考系的标注角度o γ、o α、r K 、r K '、s λ(要求标出假定主运动方向c v 、假定进给运动方向f v 、基面r P 和切削平面s P )3. 如下图所示,镗孔时工件内孔直径为mm 50φ,镗刀的几何角度为 10=o γ, 0=s λ, 8=o α,75=r K 。
若镗刀在安装时刀尖比工件中心高mm h 1=,试检验镗刀的工作后角o α。
解答:在背平面(切深剖面)P-P 内: 带入数值,求得:)cos(cos )tan(tan s s so o oe θλλθαα++=(1)代入(1)式求得:1510.tan =oe α,第二次作业部分答案:6. 试按下列条件选择刀具材料或编号。
⑴ 45钢锻件粗车;(C. YT5(P30)) ⑵ HT200铸件精车;(A. YG3X(K01)) ⑶ 低速精车合金钢蜗杆;(B. W18Cr4V ) ⑷ 高速精车调质钢长轴;(G. YT30(P01)) ⑸ 中速车削淬硬钢轴;(D YN10(P05)) ⑹ 加工冷硬铸铁。
( F .YG6X(K10))A .YG3X(K01)B .W18Cr4VC .YT5(P30)D .YN10(P05)E .YG8(K30)F .YG6X(K10)G .YT30(P01)7.简要说明车削细长轴时应如何合理选择刀具几何角度(包括r K 、s λ、o γ、o α)?1)r K :细长轴刚性不足,取90°; 2)s λ:取正刃倾角。
(0~5°)3)o γ:刚性不足的情况下,前角应取正值,并根据不同的材质尽可能取较大的值。
4)o α:刚性不足的情况下,后角应取正值,并根据不同的材质尽可能取较小的值。
第四次作业部分解答:4.在三台车床上分别用两顶尖安装工件,如下图所示,各加工一批细长轴,加工后经测量发现1号车床产品出现腰鼓形,2号车床产品出现鞍形,3号车床产品出现锥形,试分析产生上述各种形状误差的主要原因。
选择题1.洛氏硬度值的正确表示方法为(C)。
(A) HRC55 (B) HRC55kg /mm 2 (C) 55HRC (D)55HRC kg /mm 22.下列工件中适宜用铸造方法生产的是( A )。
(A)车床上进刀手轮(B)螺栓(C)机床丝杠(D)自行车中轴3.在能够完成规定成形工步的前提下,坯料加热次数越多,锻件质量( B )。
(A)越好(B)越差(C)不受影响 D.容易锻造4.制造模样时,模样的尺寸应比零件大一个(C )。
( A)铸件材料的收缩量 ( B)机械加工余量(C)铸件材料的收缩量+机械加工余量(D)铸件材料的收缩量+模样材料的收缩量5.焊接电流过大时,会造成(C)。
(A)熔宽增大,熔深减小(B)熔宽减小,熔深增大 (C)熔宽和熔深都增大(D)熔宽减小,熔深减小6.在车床上钻孔,容易出现( B)(A)孔径扩大(B)孔轴线偏斜(C)孔径缩小(D)孔轴线偏斜+孔径缩小7.薄壁套筒零件,在磨削外圆时,一般采用(C)(A)两顶尖装夹(B)卡盘装夹(C)心轴装夹(D) A、B、C 中任一种8.高速钢车刀不能进行高速切削的原因是( B )。
(A) 硬度不高 (B) 热硬性不高 (C) 强度低 (D) 塑性差9.磨锥体工件一般采用(C)(A)平面磨床(B)平面磨床加上头架(C)外圆磨床 (D)无心磨床10.回转工作台的主要用途是加工(B)。
(A)等分的零件(B)圆弧形表面和圆弧形腰槽 (C)体积小、形状较规则的零件(D)便于装夹11.锯切厚件时应选用(A)(A)粗齿锯条(B)中齿锯条(C)细齿锯条(D)任何锯条12.数控机床的 F 功能常用 ( )单位(B)。
(A) m/min (B) mm/min 或 mm/r C) r/m (D) mm/s13.数控车床与普通车床相比,在结构上差别最大的部件是(D)(A)刀架(B)床身(C)主轴箱(D) 进给传动14.在( )状态下,可通过 NC 控制机操作面板下的键盘把数据送入 NC控制机中,所送的数据均能在荧光屏上显示出来。