压铸流道设计尺寸公式(压铸模具自动计算表格)
- 格式:xlsx
- 大小:45.48 KB
- 文档页数:2
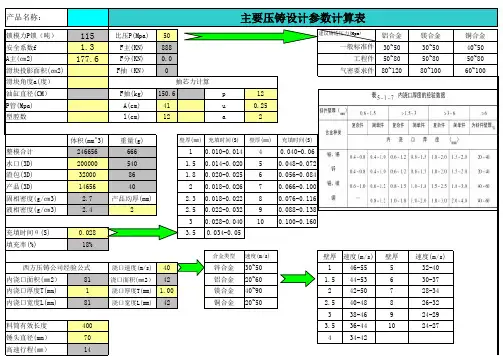

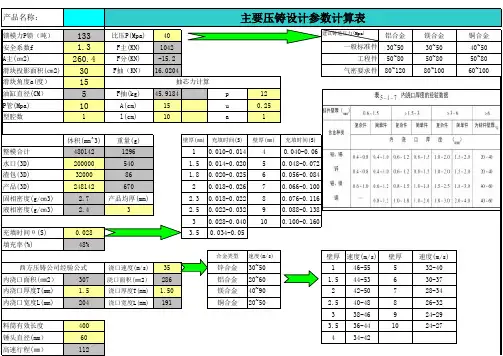
一、 确定浇口面积 G a二、计算压室截面积 A六、计算Q点流计算压室直径 D三、 计算金属压力 P n 七、计算设定的压铸机快压射V j 压铸机快压射速度 cm/s 250t 充型时间 s0.038G 压铸件加溢流槽质量 g 569.822.4ρ 压铸合金液态密度 g/cm 3V 浇口速度 cm/s 4000t 充型时间 s0.038G a 浇口面积 cm 21.56G 压铸件加溢流槽质量 g 569.82A 压室截面积 cm 224.99ρ 压铸合金液态密度 g/cm 3 2.4A 压室截面积 cm 224.99D 压室直径 cm5.64ρ 压铸合金液态密度 kg/m 32400P n 金属压力 Mpa7.720.0144V 浇口速度,m/scd 流出量系数(铝合金0.5~0.6)400.5VtG G aρ=jt G A v ρ=πAD 2=nnp ×2× Cd 2p× Cd = V ρρ=ρ2× Cd Q Q =V j =P=45.8P n =7.72Q n=0.0062Q=6800P--Q 2图Q点流量 cm 3/s设定的压铸机快压射速度 V jV j 压铸机快压射速度(无负荷) m/s0.86Q 金属液流量 cm 3/s 6800A 压室截面积 cm278.50.00627.726800Pn 金属压力 MpaQ n 实际金属液流量 m 3/s P 最大金属压力 Mpa Q 金属液流量 cm 3/s45.84n2P P P Q n-⨯AQ。



一、 确定浇口面积 G a二、计算压室截面积 A六、计算Q点流计算压室直径 D三、 计算金属压力 P n 七、计算设定的压铸机快压射V 浇口速度,m/scd 流出量系数(铝合金0.5~0.6)320.54.940.0144D 压室直径 cm10.23ρ 压铸合金液态密度 kg/m 32400P n 金属压力 MpaG a 浇口面积 cm 26.42G 压铸件加溢流槽质量 g 1875A 压室截面积 cm 282.24G 压铸件加溢流槽质量 g 18752.4ρ 压铸合金液态密度 g/cm 3V 浇口速度 cm/s 3200t 充型时间 s0.038ρ 压铸合金液态密度 g/cm 3 2.4A 压室截面积 cm 282.24V j 压铸机快压射速度 cm/s 250t 充型时间 s0.038VtG G aρ=jt G A v ρ=πAD 2=nnp ×2× Cd 2p× Cd = V ρρ=ρ2× Cd Q Q =V j =P=45.8P n =4.94Q n=0.0206Q=21800P--Q 2图Q点流量 cm 3/s设定的压铸机快压射速度 V jQ 金属液流量 cm 3/s45.840.02064.9421800Pn 金属压力 MpaQ n 实际金属液流量 m 3/s P 最大金属压力 Mpa Q 金属液流量 cm 3/s 21800A 压室截面积 cm278.5V j 压铸机快压射速度(无负荷) m/s2.77n2P P P Q n-⨯AQ。



1、低速流量Q1=V1*AV1=冲头面积 3.14/4*D*D (D为锤头直径)A1=0.2M/S (低速速度为30CM每秒 为预估值)2、低速时间T1=V2/Q1V2流道系统体积由CAD内计算Q1低速流量公式1计算3、高速流量QH=V3进料口截面积*A2进料口速度进料口速度估计值与产品平均壁厚有关进料口速度估计为40M/S 转成4000CM/S进料口面积由CAD内计算4、高速时间TH=V4(产品+渣包的体积)/QH高速流量V4产品+渣包的体积由CAD内计算5、四段设定341 22点到3点加上0.005S时间4点时间为(3点时间+4点时间)的2-3倍计算公式 (单位:Q1低速流量T1低速时间V1锤头面积V2流道系统体积A1低速速度QH高速流量A2进料口速度V4产品+渣包的体积V3进料口截面积A3高速锤头速度TH高速时间单位:cm)Q1V1A1(CM/S)锤头直径MM圆周率3078.76153.9420140 3.14159T1V2Q10.3962636612203078.76QH进料口面积V3进料口速度A299600.0024.94000TH体积V4QH0.017317771724.8599600.001234时间00.39630.0223流量3078.763078.7699600.0099600.00低速冲头速度高速冲头速度0.2 6.47M/SQ1V1A1(CM/S)锤头直径MM圆周率3078.76153.9420140 3.14159 T1V2Q10.3962636612203078.76QH进料口面积V3进料口速度A2104580.0024.94200TH体积V4QH0.00192675201.5104580.001234时间00.39630.0069流量3078.763078.76104580.00#########低速冲头速度高速冲头速度0.21631.98M/S。
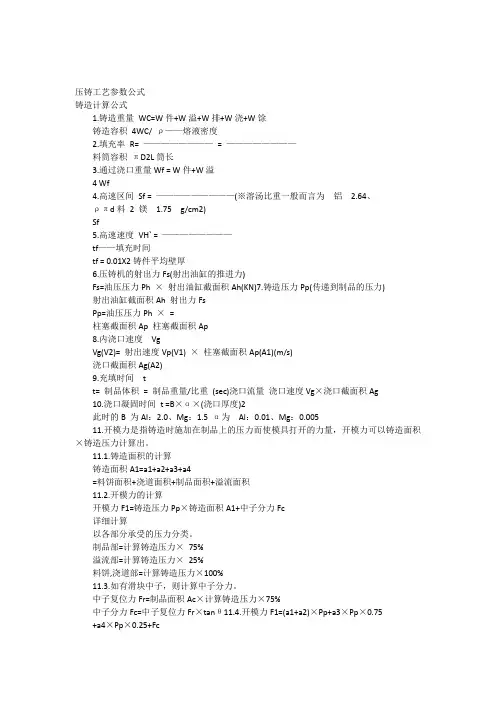
压铸工艺参数公式铸造计算公式1.铸造重量WC=W件+W溢+W排+W浇+W馀铸造容积4WC/ ρ——熔液密度2.填充率R= ————————= ————————料筒容积πD2L筒长3.通过浇口重量Wf = W件+W溢4 Wf4.高速区间Sf = —————————(※溶汤比重一般而言为铝 2.64、ρπd料2 镁 1.75g/cm2)Sf5.高速速度VH` = ————————tf——填充时间tf = 0.01X2铸件平均壁厚6.压铸机的射出力Fs(射出油缸的推进力)Fs=油压压力Ph ×射出油缸截面积Ah(KN)7.铸造压力Pp(传递到制品的压力)射出油缸截面积Ah 射出力FsPp=油压压力Ph ×=柱塞截面积Ap 柱塞截面积Ap8.内浇口速度VgVg(V2)= 射出速度Vp(V1) ×柱塞截面积Ap(A1)(m/s)浇口截面积Ag(A2)9.充填时间tt= 制品体积= 制品重量/比重(sec)浇口流量浇口速度Vg×浇口截面积Ag10.浇口凝固时间t =B×α×(浇口厚度)2此时的B 为Al:2.0、Mg:1.5 α为Al:0.01、Mg:0.00511.开模力是指铸造时施加在制品上的压力而使模具打开的力量,开模力可以铸造面积×铸造压力计算出。
11.1.铸造面积的计算铸造面积A1=a1+a2+a3+a4=料饼面积+浇道面积+制品面积+溢流面积11.2.开模力的计算开模力F1=铸造压力Pp×铸造面积A1+中子分力Fc详细计算以各部分承受的压力分类。
制品部=计算铸造压力×75%溢流部=计算铸造压力×25%料饼,浇道部=计算铸造压力×100%11.3.如有滑块中子,则计算中子分力。
中子复位力Fr=制品面积Ac×计算铸造压力×75%中子分力Fc=中子复位力Fr×tanθ11.4.开模力F1=(a1+a2)×Pp+a3×Pp×0.75+a4×Pp×0.25+Fc压铸机关模力>开模力F1×1.112.充填完了力量冲突力量E =W(V)2/2gW : 射出油缸活塞杆+活塞杆重量kgV : 射出速度m/sg : 重力加速度9.8 m/sec2。
壓鑄相關計算公式很多地方做壓鑄,在上模前所有數據都要先算出來。
這樣以來很多壓鑄老師傅們都傻眼了,因為他們以前從事這一行,都是憑經驗來調機的。
很多人也因此錯過了很好的機會,當然很多企業也因此錯過了一個經驗十足的人才。
呵呵!部分計算方法和工式大部分都在這了:液態金屬密度:鋁:2.4--2.6g/cm3 2500Kg/m3 0.0025g/mm3鎂:1.65--1.7g/cm3 1700Kg/m3 0.0017g/mm3鋅:6.4--6.6g/cm3 6600Kg/m3 0.0066g/mm3銅:7.5--8.0 g/cm3 8000Kg/m3 0.0080g/mm3鉛:8--10g/cm3錫:6.6--7.3g/cm3D=壓射油缸直徑mm Ph=油壓壓力(儲能器壓力)Mpa D=沖頭直徑mm Pp=鑄造壓力(壓射壓力)Mpa Ah=壓射油缸截面積mm2 F1=開模力KNAp=沖頭截面積mm 2 Fd=鎖模力KNAg=澆口截面積mm2 Vg =澆口速度m/sA1=鑄造面積mm2 Vp=壓射速度m/sFs=壓射力KN一.壓射力和鑄造壓力:產品上所負壓力可以透過壓射力除以沖頭截面積計算出來。
Fs壓鑄機壓力(壓鑄機油缸的推展力)Fs=油壓壓力Ph×壓射油缸截面積Ah(KN)1.壓射力:液壓油缸(增壓)內工作液推動壓射活塞的運動力。
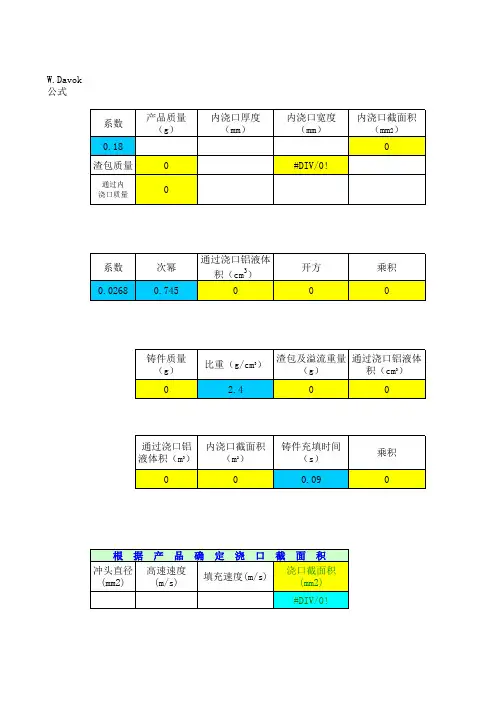
P壓= D2Po式中:P壓為壓射力,D為油缸直徑(增壓)(mm),Po為液壓缸的工作壓力(Pa)2. 鑄造力Pp(到產品上的壓力)Pp=油壓壓力Ph×= (KN)Wg:為合金充填重量,充填質量(重量)Wg=產品+集渣包質量高速行程=÷沖頭截面積mm2(mm)⊙:溶液比重一般來講:鋁:固 2.64 g/cm3液2.4 g/cm3鎂:1.75g/cm3例:600g鋁制品,用70mm沖頭其高速行程是如下:600/2.64÷(π×72/4)=5.9cm=59mm五.增壓時間:澆口凝固時間的計算方法:澆口凝固時間T=Ba×(澆口厚度)2式中:B是鋁:2.0 鎂是:1.5 a是鋁:0.01 鎂是:0.005六.鎖模力、開模力、脹型力的計算:1.開模力:F1=鑄造面積A1×鑄造壓力Pp+中子分力Fc2.脹型力:P脹≥A1×P式中:A1為總投影面積mm2 P為壓射比壓Mpa3.鎖模力:Fd≥P脹×K式中:K為安系數一般取0.85--1.5 Fd為鎖模力七.充填速度:式中:V充為充填速度m/s F衝為衝頭截面積m2 V衝為衝頭速度m/s F內為內澆口截面積m2V充=F衝V衝/F內八.壓室充滿度:式中:K為壓室起始充滿度V為金屬體積mm3 D為衝頭直徑mm L為壓室長度mmK=經驗計算:衝頭直徑70mm 澆注重量3.6Kg充滿度=1.81/3.6×100%=50.3%衝頭直徑70m m 澆注重量4.3Kg 充滿度=1.81/3.6×100%=42.1%九.油缸行程計算:式中:S為抽芯距離mm S移為滑塊脫離產品所須距離mm K為安全系數取2-3mm S=S移+K十.油缸推出力:式中:F為推出力(N)F包為鑄件、配件包緊、摩擦阻力(N)K為安全系數取1.2F推>KF包十一.投影面積計算:總投影面積A=A1+A2+A3+A41.鑄件投影面積:設為長方形 A1=長×寬×高2.澆注系統投影面積:A2=(0.15到0.30)A1 選0.21 則A2=0.21×A13.料柄投影面積:A3=d2/4 d為衝頭直徑4.排渣系統投影面積:A4=(0.1到0.2)A1 選0.12則A4=0.12×A1⊙面積計算:1.長方形:周長C=2(B+A)面積S=A×B2.正方形:C=A×4 面積S=A23.三角形:面積S=4.平行四邊形:面積S=AH5.梯形:面積S=(A+B)H (上底+下底)×高÷26.圓形:面積直徑×=半徑×2×直徑C=d=2r7.扇形:面積S=× N N為圓心角⊙體積計算:1.正方體:表面積為S=6A2體積V=A32.長方體:表面積S=2(AB+AH+BH)體積V=ABH3.圓柱體:表面積S=CH+2r2 體積V=r2 H4.圓錐體:表面積S 體積V=SH=r2 H5.土方工程:方數=橫截面積×長度L為長度體積V=(A+B)HL十二.高速壓射完成的力量:式中:W為壓射油缸活塞部分加活塞杆重量(Kg)V射出速度m/s g重力加速度9.8m/sec2衝擊力E=十三. 拋丸運轉速度計算:式中:V為彈丸速度(m/s)n為拋丸輪的轉速(r/min)D為拋丸輪直徑mmV=十四. 壓鑄機生產能力計算:式中:T=(全年天數減去全年節假日天數)乘以機台每天工作時數=全年工作時數減去保養、維修、換模等其它原因停機時間與全年有效工作時間之比t為壓鑄機每天換模所要時間(H)為機台開動率(%)K為廢品,加工、壓鑄M機為壓鑄機生產能力(件)T為壓鑄機全年有效工作時間(H)M機=T/t××(1-K)十五. 勞動能力計算:式中:Q為生產能力(清理、打磨)的產能(件)N為生產作業人數D為計划期內每人的有效工作時間(H)t為單位產品的額定工時(H)Q=DN/t十六.內澆口截面積:式中:Ag為內澆口截面積(mm2) G為通過內澆口合金的重量(g)X為液態金屬的密度( g/cm3 )V為內澆口金屬流動速度(m/s)T為充填時間(s)Ag=十七.排氣槽截面積:(排氣槽截面積一般為內澆口的20%---50%,必要時可按公式算)式中:Fu為排氣槽截面積(mm2);V為型腔和溢流槽的容積(cm3);t為氣體排出時間(s)可以按充填時間取值;K為充填過程中,排氣槽的開放系數,K=0.1--1 鑄件小,金屬流速低排氣槽最後充填時,K取值大點,相反小些。