模具尺寸估算公式(免费)
- 格式:xls
- 大小:21.50 KB
- 文档页数:28
模具价格计算1. 经验计算法模具价格 = 材料费 + 设计费 + 加工费与利润 + 增值税 + 试模费 + 包装运输费各项比例通常为 :材料费 : 材料及标准件占模具总费用的 15%-30%;加工费与利润 :30%-50%;设计费 : 模具总费用的 10%-15%;试模 : 大中型模具可控制在 3% 以内 , 小型精密模具控制在 5% 以内 ;包装运输费 : 可按实际计算或按 3% 计 ;增值税 :17%2. 材料系数法根据模具尺寸和材料价格可计算出模具材料费 .模具价格 =(6~10)* 材料费锻模 , 塑料模 =6* 材料费压铸模 =10* 材料费模具报价估计1 、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2 、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3 、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是 1.5~3 : 1 ,模架的加工费用一般是 1 : 1 。
4 、风险费用是以上总价的 10% 。
5 、税6 、设计费用是模具总价的 10% 。
模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价 = 模具价格 = 模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加 10-30% 提出第一次报价。
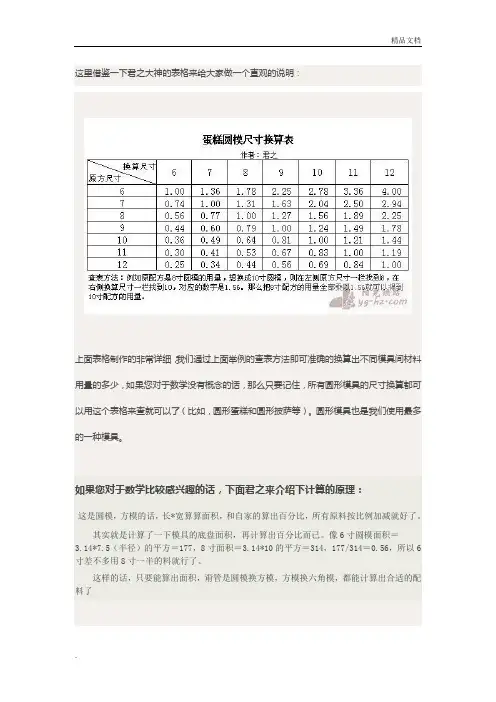
这里借鉴一下君之大神的表格来给大家做一个直观的说明:上面表格制作的非常详细,我们通过上面举例的查表方法即可准确的换算出不同模具间材料用量的多少,如果您对于数学没有概念的话,那么只要记住,所有圆形模具的尺寸换算都可以用这个表格来查就可以了(比如,圆形蛋糕和圆形披萨等)。
圆形模具也是我们使用最多的一种模具。
如果您对于数学比较感兴趣的话,下面君之来介绍下计算的原理:这是圆模,方模的话,长*宽算算面积,和自家的算出百分比,所有原料按比例加减就好了。
其实就是计算了一下模具的底盘面积,再计算出百分比而已。
像6寸圆模面积=3.14*7.5(半径)的平方=177,8寸面积=3.14*10的平方=314,177/314=0.56,所以6寸差不多用8寸一半的料就行了。
这样的话,只要能算出面积,甭管是圆模换方模,方模换六角模,都能计算出合适的配料了因为蛋糕(包括披萨)不论大小,它们的高度都是差不多的,主要区别在于底面积的大小,而圆形蛋糕的底面积是我们小学就学过的πR2,所以举例来讲的话,8寸圆模换算成6寸圆模即为:(π×32)/(π×42)=9/16=0.56那么我们将8寸的所有原料用量乘以0.56即为6寸的用量了~通过以上的原理,我们也可以计算出各种方形模具的底面积比值,从而换算出原料的用量哦~TIPS:1、表里的数据是根据计算得出的精确数值。
实际我们在换算的时候,可以取一个相对好计算的近似数值。
比如我们平时遇到最多的,将8寸的用量换算成6寸用量,按表中数值来说应该是将所有配料乘以0.56,但为了计算方便,我们平时一般都是将配料直接减半,也就是乘以0.5了。
2、烘焙温度与时间的调整。
一般来说,烤焙体积越大的蛋糕,越应该使用低温慢烤。
因为如果蛋糕体积大,内部温度不易升高,如果用较高的温度来烤,很容易出现蛋糕表面已经糊了,而内部还没有熟的情况。
所以,如果你的蛋糕尺寸变大了,在烤的时候就必须适当降低温度,延长时间。
模具设计计算公式
在模具设计中,合理的计算公式是非常重要的。
以下是几个常用的模具设计计算公式。
1. 模具尺寸计算公式
在模具设计中,模具尺寸是非常重要的参数。
以下是计算模具尺寸的公式:
模具尺寸 = 零件尺寸 + 缩放系数 + 允许的公差
其中,零件尺寸是指实际零件的尺寸,缩放系数是指将零件尺寸按比例缩小后的尺寸,允许的公差是指在生产过程中允许的误差范围。
2. 模具压力计算公式
在模具设计中,模具的压力是非常重要的参数。
以下是计算模具压力的公式:
模具压力 = 零件面积× 材料的流动应力
其中,零件面积是指模具上受力的面积,材料的流动应力是指材料在模具中流动时所受的应力。
3. 模具强度计算公式
在模具设计中,模具的强度是非常重要的参数。
以下是计算模具强度的公式:
模具强度 = 材料的屈服强度× 模具截面面积
其中,材料的屈服强度是指材料在承受一定应力后开始产生塑性变形的应力值,模具截面面积是指模具在受力方向上的横截面积。
4. 模具温度计算公式
在模具设计中,模具的温度是非常重要的参数。
以下是计算模具温度的公式:
模具温度 = 热流量× 模具材料的热传导系数× 模具厚度
其中,热流量是指单位时间内通过模具表面的热量,模具材料的热传导系数是指材料传递热量的能力,模具厚度是指模具在受热方向上的厚度。
总结
以上是几个常用的模具设计计算公式。
在模具设计中,计算公式的正确性和合理性对于模具的质量和生产效率都非常重要。
因此,设计人员应该熟练掌握这些计算公式,以便更好地完成模具的设计工作。
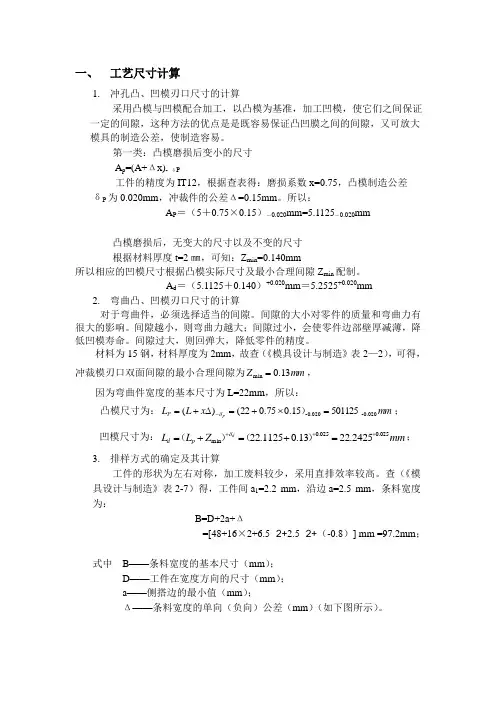
一、 工艺尺寸计算1. 冲孔凸、凹模刃口尺寸的计算采用凸模与凹模配合加工,以凸模为基准,加工凹模,使它们之间保证一定的间隙,这种方法的优点是是既容易保证凸凹膜之间的间隙,又可放大模具的制造公差,使制造容易。
第一类:凸模磨损后变小的尺寸A p =(A+Δx)- δP工件的精度为IT12,根据查表得:磨损系数x=0.75,凸模制造公差 δP 为0.020mm ,冲裁件的公差Δ=0.15mm 。
所以:A P =(5+0.75×0.15)-0.020mm=5.1125-0.020mm凸模磨损后,无变大的尺寸以及不变的尺寸根据材料厚度t=2㎜,可知:Z min =0.140mm所以相应的凹模尺寸根据凸模实际尺寸及最小合理间隙Z min 配制。
A d =(5.1125+0.140)+0.020mm =5.2525+0.020mm2. 弯曲凸、凹模刃口尺寸的计算对于弯曲件,必须选择适当的间隙。
间隙的大小对零件的质量和弯曲力有很大的影响。
间隙越小,则弯曲力越大;间隙过小,会使零件边部壁厚减薄,降低凹模寿命。
间隙过大,则回弹大,降低零件的精度。
材料为15钢,材料厚度为2mm ,故查(《模具设计与制造》表2—2),可得,冲裁模刃口双面间隙的最小合理间隙为mm Z 13.0m in =,因为弯曲件宽度的基本尺寸为L=22mm ,所以:凸模尺寸为:mm x L L P P 020.0-020.0-50112515.075.022()(=⨯+=∆+=-)δ;凹模尺寸为:mm Z L L d p d 025.0025.0m in 2425.2213.01125.22+++=+=+=)()(δ; 3. 排样方式的确定及其计算工件的形状为左右对称,加工废料较少,采用直排效率较高。
查(《模具设计与制造》表2-7)得,工件间a 1=2.2 mm ,沿边a=2.5 mm ,条料宽度为:B=D+2a+Δ=[48+16×2+6.5×2+2.5×2+(-0.8)] mm =97.2mm ;式中 B ——条料宽度的基本尺寸(mm );D ——工件在宽度方向的尺寸(mm );a ——侧搭边的最小值(mm );Δ——条料宽度的单向(负向)公差(mm )(如下图所示)。
模具设计计算公式介绍如下:
1.模具尺寸计算公式
•模具长度L = 零件长度+ 拉料量+ 压头高度+ 开料量+ 模板厚度
•模具宽度W = 零件宽度 + 拉料量 + 压头宽度 + 开料量 + 2 x 壁厚
•模具高度H = 零件高度 + 拉料量 + 压头高度 + 开料量 + 2 x 壁厚
2.模具压力计算公式
•模具最大压力Fmax = (K x A x S x T) + (K x B x S x T) 其中,K为系数,A为零件的侧面积,B为零件的底面积,S为
材料抗拉强度,T为材料的厚度。
3.模具材料选择公式
•模具材料的选择应考虑到模具的使用寿命、成本、加工性能等因素。
一般来说,模具材料应具有高强度、高硬度、高韧性、
良好的热导性和耐磨性等特点。
常用的模具材料有工具钢、合
金钢、硬质合金等。
4.模具加工工艺公式
•模具加工过程中需要进行多项计算,如切削速度、进给速度、切削深度、切削力等。
这些参数的计算公式与加工工艺有关,
可根据具体情况进行选择和调整。
以上是一些常用的模具设计公式,但具体情况仍需根据实际情况进行
选择和调整。
在实际模具设计过程中,还需要考虑到多个因素的综合作用,如模具的结构、零件的形状和尺寸、生产批量等。
模具计算公式模具计算公式是根据模具设计的要求和具体形状,通过一些数学公式来计算出模具各个部分的尺寸和形状。
模具计算公式是模具设计的基础,它能够确保模具的准确性和合理性。
下面是我个人设计的一些常用模具计算公式,供参考:1.挤压模具计算公式:挤出口宽度=Z/D挤出口长度=0.4*D胚料浮头高度=0.7*W(其中,W为挤出口宽度)浮腔流道长度=K*H(其中,K为系数,H为胚料浮头高度)浮腔面积=W*H模腔面积=(W+2*P)*(H+2*L)(其中,P为模孔周围距离,L为模孔到模腔边缘的距离)模孔面积=W*H2.注塑模具计算公式:注射腔面积=W*H模腔面积=(W+2*P)*(H+2*L)(其中,P为模孔周围距离,L为模孔到模腔边缘的距离)模孔面积=W*H冷却时间=w*V^0.3(其中,w为材料热导率,V为注塑物体体积)流道长度=K*H(其中,K为系数,H为注射腔高度)流道面积=W*H流道截面积=(W+H)*H3.压铸模具计算公式:冷却时间=w*V^0.3(其中,w为材料热导率,V为铸件体积)浇注系统长度=K*H(其中,K为系数,H为铸件高度)浇注系统面积=W*H型腔面积=(W+2*P)*(H+2*L)(其中,P为型腔周围距离,L为型腔到模孔边缘的距离)模孔面积=W*H4.塑料模具计算公式:型腔面积=(W+2*P)*(H+2*L)(其中,P为型腔周围距离,L为型腔到模孔边缘的距离)模孔面积=W*H冷却时间=w*V^0.3(其中,w为材料热导率流道长度=(W+H)*L(其中,L为流道长度与平均厚度的比例系数)流道面积=W*H流道截面积=(W+H)*H。
模具简单计算公式是什么模具是制造工业中常用的工具,用于生产大量相同形状的产品。
在模具设计和制造过程中,计算是一个非常重要的环节。
通过简单的计算公式,工程师可以确定模具的尺寸、材料和生产成本,从而确保产品的质量和生产效率。
本文将介绍一些常用的模具计算公式,帮助读者了解模具设计和制造的基本原理。
1. 模具尺寸计算公式。
在模具设计过程中,确定产品的尺寸是非常重要的。
通常情况下,产品的尺寸会受到材料的收缩率和模具的收缩率的影响。
因此,模具设计师需要根据产品的实际尺寸和材料的收缩率来计算模具的尺寸。
一般来说,模具的尺寸可以通过以下公式来计算:模具尺寸 = 产品尺寸 + 产品尺寸材料收缩率 + 产品尺寸模具收缩率。
其中,产品尺寸是指设计图纸上的实际尺寸,材料收缩率和模具收缩率是根据材料和模具的特性来确定的。
2. 模具材料计算公式。
选择合适的模具材料是确保产品质量和生产效率的关键。
通常情况下,模具材料的选择会受到产品的材料和生产要求的影响。
在确定模具材料时,可以通过以下公式来计算:模具材料成本 = 模具材料密度模具材料体积模具材料价格。
其中,模具材料密度是指模具材料的密度,模具材料体积是指模具的实际体积,模具材料价格是指模具材料的市场价格。
3. 模具生产成本计算公式。
确定模具的生产成本是制造企业的重要任务之一。
通常情况下,模具的生产成本会受到材料成本、加工成本和人工成本的影响。
在计算模具的生产成本时,可以通过以下公式来计算:模具生产成本 = 模具材料成本 + 模具加工成本 + 模具人工成本。
其中,模具材料成本是指模具材料的成本,模具加工成本是指模具的加工费用,模具人工成本是指模具的制造人工费用。
通过以上的简单计算公式,工程师可以快速准确地计算模具的尺寸、材料和生产成本,从而为模具设计和制造提供了重要的参考依据。
同时,这些公式也可以帮助企业降低生产成本,提高生产效率,提升产品质量。
因此,掌握模具计算公式是非常重要的,可以为制造企业带来巨大的经济效益。
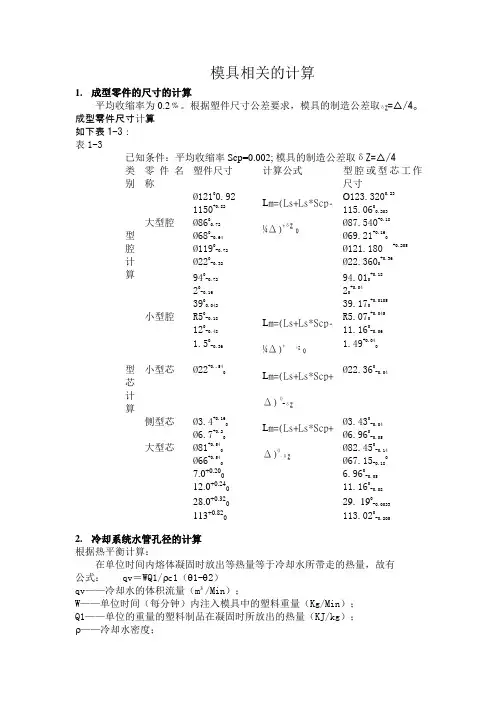
模具相关的计算1.成型零件的尺寸的计算平均收缩率为0.2﹪。
根据塑件尺寸公差要求,模具的制造公差取δZ=△/4。
成型零件尺寸计算如下表1-3:表1-3已知条件:平均收缩率Scp=0.002; 模具的制造公差取δZ=△/4类别零件名称塑件尺寸计算公式型腔或型芯工作尺寸型腔计算大型腔Ø12100.92L m=(Ls+Ls*Scp-¼Δ)+δZØ123.3200.23 1150+0.82115.0600.203Ø8600.72Ø87.540+0.18Ø680-0.64Ø69.21+0.160Ø1190-0.72Ø121.180+0.205Ø220-0.32Ø22.3600+0.36940-0.7294.010+0.1820-0.1620+0.043900.04239.170+0.0105小型腔R50-0.18L m=(Ls+Ls*Scp-¼Δ)+δZR5.070+0.045120-0.4811.160-0.061.50-0.36 1.49+0.040型芯计算小型芯Ø22+0..540L m=(Ls+Ls*Scp+Δ) 0-δZØ22.360-0.04侧型芯Ø3.4+0.160L m=(Ls+Ls*Scp+Δ)0-δZØ3.430-0.04Ø6.7+0.20Ø6.960-0.05大型芯Ø81+0.540Ø82.450-0.14Ø66+0.540Ø67.15-0.1807.0+0.200 6.960-0.0512.0+0.24011.160-0.0828.0+0.32029. 190-0.0033113+0.820113.020-0.2052.冷却系统水管孔径的计算根据热平衡计算:在单位时间内熔体凝固时放出等热量等于冷却水所带走的热量,故有公式:qv=WQ1/ρc1(θ1-θ2)qv——冷却水的体积流量(m³/Min);W——单位时间(每分钟)内注入模具中的塑料重量(Kg/Min);Q1——单位的重量的塑料制品在凝固时所放出的热量(KJ/kg);ρ——冷却水密度;c1冷却水的比热容;θ1−冷却水出口温度;θ2−冷却水入口温度;1).求塑料制品在固化时每小时释放的热量Q设注射时间为2s,冷却时间为20s,保压时间为15s,开模取件时间为3s.,得注射成型周期为40S。
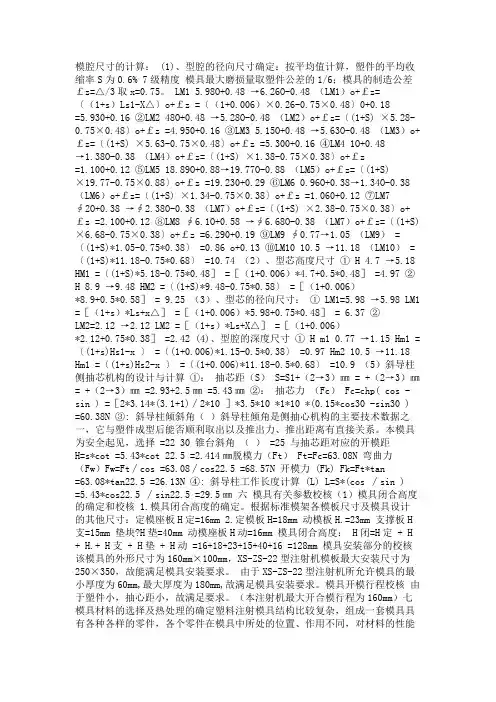
模腔尺寸的计算: (1)、型腔的径向尺寸确定:按平均值计算,塑件的平均收缩率S为0.6% 7级精度模具最大磨损量取塑件公差的1/6;模具的制造公差£z=△/3取x=0.75。
LM1 5.98O+0.48 →6.26O-0.48 (LM1)o+£z=〔(1+s)Ls1-X△〕o+£z =〔(1+0.006)×0.26-0.75×0.48〕0+0.18=5.930+0.16 ②LM2 48O+0.48 →5.28O-0.48 (LM2)o+£z=〔(1+S) ×5.28-0.75×0.48〕o+£z =4.950+0.16 ③LM3 5.15O+0.48 →5.63O-0.48 (LM3)o+£z=〔(1+S) ×5.63-0.75×0.48〕o+£z =5.300+0.16 ④LM4 1O+0.48→1.38O-0.38 (LM4)o+£z=〔(1+S) ×1.38-0.75×0.38〕o+£z=1.100+0.12 ⑤LM5 18.89O+0.88→19.77O-0.88 (LM5)o+£z=〔(1+S)×19.77-0.75×0.88〕o+£z =19.230+0.29 ⑥LM6 0.96O+0.38→1.34O-0.38 (LM6)o+£z=〔(1+S) ×1.34-0.75×0.38〕o+£z =1.060+0.12 ⑦LM7∮2O+0.38 →∮2.38O-0.38 (LM7)o+£z=〔(1+S) ×2.38-0.75×0.38〕o+£z =2.100+0.12 ⑧LM8 ∮6.1O+0.58 →∮6.68O-0.38 (LM7)o+£z=〔(1+S) ×6.68-0.75×0.38〕o+£z =6.290+0.19 ⑨LM9 ∮0.77→1.05 (LM9) =〔(1+S)*1.05-0.75*0.38〕=0.86 o+0.13 ⑩LM10 10.5 →11.18 (LM10) =〔(1+S)*11.18-0.75*0.68〕 =10.74 (2)、型芯高度尺寸① H 4.7 →5.18 HM1 =〔(1+S)*5.18-0.75*0.48] =[(1+0.006)*4.7+0.5*0.48]=4.97 ② H 8.9 →9.48 HM2 =〔(1+S)*9.48-0.75*0.58〕 =[(1+0.006)*8.9+0.5*0.58] = 9.25 (3)、型芯的径向尺寸:① LM1=5.98 →5.98 LM1 =[(1+s)*Ls+x△] =[(1+0.006)*5.98+0.75*0.48]= 6.37 ②LM2=2.12 →2.12 LM2 =[(1+s)*Ls+X△] =[(1+0.006)*2.12+0.75*0.38] =2.42 (4)、型腔的深度尺寸① H m1 0.77 →1.15 Hm1 =〔(1+s)Hs1-x 〕 =〔(1+0.006)*1.15-0.5*0.38〕=0.97 Hm2 10.5 →11.18 Hm1 =〔(1+s)Hs2-x 〕 =〔(1+0.006)*11.18-0.5*0.68〕 =10.9 (5)斜导柱侧抽芯机构的设计与计算①:抽芯距(S) S=S1+(2→3)㎜ = +(2→3)㎜= +(2→3)㎜ =2.93+2.5㎜ =5.43㎜②:抽芯力(Fc) Fc=chp( cos -sin ) =[2*3.14*(3.1+1)∕2*10 ]*3.5*10 *1*10 *(0.15*cos30 -sin30 ) =60.38N ③: 斜导柱倾斜角()斜导柱倾角是侧抽心机构的主要技术数据之一,它与塑件成型后能否顺利取出以及推出力、推出距离有直接关系。
模具计算公式大全书籍
1.模具零件尺寸计算公式:
-外侧尺寸计算公式:L=D+2T
-内侧尺寸计算公式:L=D-2T
-圆环内直径计算公式:D=L-2T
其中,L代表零件的长或宽尺寸,D代表圆环的直径,T代表零件的
厚度。
2.模具压制力计算公式:
-单位面积压力计算公式:P=F/A
其中,P代表单位面积的压力,F代表压力的大小,A代表受力面积。
3.模具材料计算公式:
-板材重量计算公式:W=L×W×H×ρ
其中,W代表板材的重量,L代表板材的长度,W代表板材的宽度,H
代表板材的厚度,ρ代表板材的材料密度。
4.模具结构计算公式:
-模腔总体积计算公式:V=(A1+A2)×H
其中,V代表模腔的总体积,A1和A2代表模腔的两个截面的面积,H
代表模腔的高度。
-模具剪切强度计算公式:τ=2F/(π×D×L)
其中,τ代表剪切强度,F代表受力面积的剪切力,D代表模具受力面积的直径,L代表模具受力面积的长度。
-模具的承载能力计算公式:P=σ×A
其中,P代表承载能力,σ代表材料的抗拉强度,A代表承载面积。
5.模具热设计计算公式:
-热导率计算公式:λ=(Q×L)/(A×ΔT)
其中,λ代表热导率,Q代表导热量,L代表导热路径的长度,A代表传热面积,ΔT代表温度差。
模具设计常见10种计算公式,很多初学设计都问过
以下数据,我们经常听到,按经验来,初入设计这行,很多小白听还是不知道如何取数,有这个公式小白可以参考学习用
1.公模板厚度計算
初学者经常遇到模板厚度怎么算,有这个公式,输入对应数据,模板厚度自动出来
2.模板側壁厚度計算
初学者经常遇到模板宽度怎么算,有这个公式,输入对应数据,模板宽度自动出来
需要UG计算扫码加微信(备注计算公式)
3.鎖模力估算
4.模具强度计算公式
5.细水口导柱变形量计算公式
6.流道系统计算公式
7.模具型腔侧壁变形量及壁厚的计算
8.模具型腔力学设计
9.模具重心計算
10承板计算公式
需要UG学习资料和教程扫码加微信
声明:资料由本公众号从网络收集整理而成,所有资料版权归原公司、机构所有。
资料仅供学习参考,切勿用于商业用途,如涉及版权问题,请第一时间告知我们删除,非常感谢!。
一、 工艺尺寸计算1. 冲孔凸、凹模刃口尺寸的计算采用凸模与凹模配合加工,以凸模为基准,加工凹模,使它们之间保证一定的间隙,这种方法的优点是是既容易保证凸凹膜之间的间隙,又可放大模具的制造公差,使制造容易。
第一类:凸模磨损后变小的尺寸A p =(A+Δx)- δP工件的精度为IT12,根据查表得:磨损系数x=0.75,凸模制造公差 δP 为0.020mm ,冲裁件的公差Δ=0.15mm 。
所以:A P =(5+0.75×0.15)-0.020mm=5.1125-0.020mm凸模磨损后,无变大的尺寸以及不变的尺寸根据材料厚度t=2㎜,可知:Z min =0.140mm所以相应的凹模尺寸根据凸模实际尺寸及最小合理间隙Z min 配制。
A d =(5.1125+0.140)+0.020mm =5.2525+0.020mm2. 弯曲凸、凹模刃口尺寸的计算对于弯曲件,必须选择适当的间隙。
间隙的大小对零件的质量和弯曲力有很大的影响。
间隙越小,则弯曲力越大;间隙过小,会使零件边部壁厚减薄,降低凹模寿命。
间隙过大,则回弹大,降低零件的精度。
材料为15钢,材料厚度为2mm ,故查(《模具设计与制造》表2—2),可得,冲裁模刃口双面间隙的最小合理间隙为mm Z 13.0min =,因为弯曲件宽度的基本尺寸为L=22mm ,所以:凸模尺寸为:mm x L L P P 020.0-020.0-50112515.075.022()(=⨯+=∆+=-)δ;凹模尺寸为:mm Z L L d p d 025.0025.0min 2425.2213.01125.22+++=+=+=)()(δ;3. 排样方式的确定及其计算工件的形状为左右对称,加工废料较少,采用直排效率较高。
查(《模具设计与制造》表2-7)得,工件间a 1=2.2 mm ,沿边a=2.5 mm ,条料宽度为:B=D+2a+Δ=[48+16×2+6.5×2+2.5×2+(-0.8)] mm =97.2mm ;式中 B ——条料宽度的基本尺寸(mm );D ——工件在宽度方向的尺寸(mm );a ——侧搭边的最小值(mm );Δ——条料宽度的单向(负向)公差(mm )(如下图所示)。
这里借鉴一下君之大神的表格来给大家做一个直观的说明:上面表格制作的非常详细,我们通过上面举例的查表方法即可准确的换算出不同模具间材料用量的多少,如果您对于数学没有概念的话,那么只要记住,所有圆形模具的尺寸换算都可以用这个表格来查就可以了(比如,圆形蛋糕和圆形披萨等)。
圆形模具也是我们使用最多的一种模具。
如果您对于数学比较感兴趣的话,下面君之来介绍下计算的原理:这是圆模,方模的话,长*宽算算面积,和自家的算出百分比,所有原料按比例加减就好了。
其实就是计算了一下模具的底盘面积,再计算出百分比而已。
像6寸圆模面积=3.14*7.5(半径)的平方=177,8寸面积=3.14*10的平方=314,177/314=0.56,所以6寸差不多用8寸一半的料就行了。
这样的话,只要能算出面积,甭管是圆模换方模,方模换六角模,都能计算出合适的配料了因为蛋糕(包括披萨)不论大小,它们的高度都是差不多的,主要区别在于底面积的大小,而圆形蛋糕的底面积是我们小学就学过的πR2,所以举例来讲的话,8寸圆模换算成6寸圆模即为:(π×32)/(π×42)=9/16=0.56那么我们将8寸的所有原料用量乘以0.56即为6寸的用量了~通过以上的原理,我们也可以计算出各种方形模具的底面积比值,从而换算出原料的用量哦~TIPS:1、表里的数据是根据计算得出的精确数值。
实际我们在换算的时候,可以取一个相对好计算的近似数值。
比如我们平时遇到最多的,将8寸的用量换算成6寸用量,按表中数值来说应该是将所有配料乘以0.56,但为了计算方便,我们平时一般都是将配料直接减半,也就是乘以0.5了。
2、烘焙温度与时间的调整。
一般来说,烤焙体积越大的蛋糕,越应该使用低温慢烤。
因为如果蛋糕体积大,内部温度不易升高,如果用较高的温度来烤,很容易出现蛋糕表面已经糊了,而内部还没有熟的情况。
所以,如果你的蛋糕尺寸变大了,在烤的时候就必须适当降低温度,延长时间。