常被采纳的有铅及无铅温度标准对比表
- 格式:doc
- 大小:12.50 KB
- 文档页数:1
烙铁使用温度测量规范.本文介绍了电烙铁的使用操作规范,包括规范烙铁、焊枪正确使用,提供温度测试指导,订定产品焊接温度范围,预防温度失控过高或太低造成元件损坏和冷表焊,从而提高焊接品质。
同时,延长工具使用寿命,确保和提高产品质量,满足客户需求。
本规范适用于本公司所有电烙铁(温控/普通)、焊枪等焊接工具的使用及温度测试指导。
本标准规定了采用电烙铁手工锡焊的焊接工艺规范和基本要求,适用于生产和检验。
工程技术部负责对电烙铁操作人员做前期培训指导工作,并负责对各产品订定烙铁焊接温度范围。
生产制造部(作业人员/使用单位)负责按规范正确使用电烙铁,按技术部提供烙铁温度范围选择合适的烙铁焊接,同时提供对烙铁的日常保养工作。
品保部门负责对电烙铁操作人员做定时焊接品质检查和温度测量监督工作。
生产组长、IPQC/PQC及PE可以不定时做稽核监督。
本文还介绍了一些定义说明,如温控烙铁和可调节温度的电烙铁,以及固定瓦数烙铁和不可调温的电烙铁。
对于可调温度的电烙铁,其使用的实际温度必须在技术部提供的温度范围内。
对于固定瓦数烙铁和不可调温的电烙铁,可以参考温度与瓦数对比表选择合适的烙铁进行焊接作业。
最后,本文介绍了作业流程,包括新产品生产、订定烙铁温度、确定产品在装配焊接时需要的电烙铁的温度范围,确保产品装配品质。
生产制造部按技术部提供温度范围,根据产品材料特性选择合适瓦数的电烙铁进行焊接作业。
作业指导书和检验标准书是生产过程中必不可少的文件记录。
为了保证产品质量,工程技术部需要对首批生产的新产品进行工艺确认和指导。
XXX和品质部也需要按照技术部的标准对生产使用的电烙铁进行实际温度测量,以保证烙铁的温度在规定范围内。
在电烙铁的使用操作规范中,基本技术要求包括保证电烙铁有良好的接地装置和可靠的接地电阻,以及焊接点应润湿充足、光滑,无短路、拉尖、锡珠、针孔、冷焊、假焊、虚焊等缺陷。
同时,要合理选用焊料、焊剂和工具,焊接点的基本材料应为共晶体焊锡融合产生的合金导电体。
1. 0目的:规范烙铁、焊枪正确使用,同时提供温度测试指导,定制产品焊接温度范围,预防温度失控过高或者太低造成元件损坏和冷表焊,从而提高焊接品质;延长工具使用寿命,确保和提高产品质量、满足客户需求。
2.0 范围:本规范适用于本公司所有电烙铁(温控/ 普通)、焊枪等焊接工具的使用及温度测试指导。
本标准规定了采用电烙铁手工锡焊的焊接工艺规范和基本要求,适用于生产和检验。
3.0 职责权限:3.1 工程技术部负责对电烙铁操作人员做前期培训指导工作,并负责对各产品订定烙铁焊接温度范围。
3.2 生产制造部(作业人员/ 使用单位)负责按规范正确使用电烙铁,按技术部提供烙铁温度范围选择合适的烙铁焊接,同时提供对烙铁的日常保养工作。
3.3 品质部门负责对电烙铁操作人员做定时焊接品质检查和温度测量监督工作。
3.4 生产组长、IPQC/PQC 及PE 可以不定时做稽核监督。
4.0 定义说明:4.1 温控烙铁和可调节温度的电烙铁,对于可调温度的电烙铁其使用的实际温度必须在技术部提供的温度范围内。
4.2 固定瓦数烙铁和不可调温的电烙铁,可参考借鉴如下(温度与瓦数对比表)选择合适的烙铁进行焊接作业。
4.2.1 标示20-25W,对应焊接温度200-250 度;标示30-35W,对应焊接温度250-300 度4.2.2 标示40-45W,对应焊接温度280-350 度;标示50W,对应焊接温度320-380 度;4.2.3 标示60W,对应焊接温度320-400 度;标示75-80W,对应焊接温度350-400 度;4.2.4 标示100W,对应焊接温度380-450 度。
5.0 程序正文:5.1 作业流程5.2 基本技术要求5.2.1 电烙铁必须保证有良好的接地装置和可靠的接地电阻。
(例如 3 插的恒温烙铁内部有带接地)5.2.2 锡焊点应润湿充足、光滑(无铅会略微灰暗)、无短路、拉尖、锡珠、针孔、冷焊、假焊、虚焊5.5.1 手工焊锡时拿握烙铁的姿势:类似握笔写字姿势。
电烙铁使用操作规范1.0目的:规范烙铁、焊枪正确使用,同时提供温度测试指导,订定产品焊接温度范围,预防温度失控过高或者太低造成元件损坏和冷表焊,从而提高焊接品质;延长工具使用寿命,确保和提高产品质量、满足客户需求。
2.0范围:本规范适用于本公司所有电烙铁(温控/普通)、焊枪等焊接工具的使用及温度测试指导。
本标准规定了采用电烙铁手工锡焊的焊接工艺规范和基本要求,适用于生产和检验。
3.0职责权限:3.1工程技术部负责对电烙铁操作人员做前期培训指导工作,并负责对各产品订定烙铁焊接温度范围。
3.2生产制造部(作业人员/使用单位)负责按规范正确使用电烙铁,按技术部提供烙铁温度范围选择合适的烙铁焊接,同时提供对烙铁的日常保养工作。
3.3品保部门负责对电烙铁操作人员做定时焊接品质检查和温度测量监督工作。
3.4生产组长、IPQC/PQC及PE可以不定时做稽核监督。
4.0定义说明:4.1温控烙铁和可调节温度的电烙铁,对于可调温度的电烙铁其使用的实际温度必须在技术部提供的温度范围内。
4.2 固定瓦数烙铁和不可调温的电烙铁,可参考借鉴如下(温度与瓦数对比表)选择合适的烙铁进行焊接作业。
4.2.1标示20-25W,对应焊接温度200-250度;标示30-35W,对应焊接温度250-300度;4.2.2标示40-45W,对应焊接温度280-350度;标示50W,对应焊接温度320-380度;4.2.3标示60W,对应焊接温度320-400度;标示75-80W,对应焊接温度350-400度;4.2.4标示100W,对应焊接温度380-450度。
5.0程序正文:5.2基本技术要求5.2.1电烙铁必须保证有良好的接地装置和可靠的接地电阻。
(例如3插的恒温烙铁内部有带接地)5.2.2锡焊点应润湿充足、光滑(无铅会略微灰暗)、无短路、拉尖、锡珠、针孔、冷焊、假焊、虚焊、等缺陷,必须保证良好导电性和一定的机械强度,焊锡点的高度应符合要求。
有铅工艺和无铅工艺的区别趋势首先我们来看看有铅和无铅的趋势,随着国际环保要求逐步提高,无铅工艺成为电子产业发展的一个必然过程。
尽管无铅工艺已经推行这么多年,仍有部分企业使用有铅工艺,但无铅工艺完全代替有铅这是一个必然的结果。
但是无铅工艺在使用方面有些地方也许还不如有铅工艺,所以我们以后要研究的是如何让无铅工艺更好地替代有铅工艺。
让rosh环保更广泛的普及,达到既盈利又环保的双赢目标。
现状当前国内许多大公司也没有完全采用无铅工艺而是采取有铅工艺技术来提高可靠性,在机车行业中西门子和庞巴迪等国际知名公司也没有完全采用无铅工艺进行生产,而是尽量豁免。
当前有许多专业也认为无铅技术还有许多问题有待于进一步认识,如著名工艺专家李宁成博士也认为当前的无铅工艺技术的发展还没有有铅技术成熟,如先前的无铅焊接采用的最多的Sn3Ag0.5Cu焊料合金,最近发现由于Cu的含量稍低,焊点可靠性有些问题,有人建议将Cu的质量分数提高到1%~2%,但是现在时常上还没有这种焊料合金的产品。
同时无铅焊接的电子产品的可靠性数据远远没有有铅焊接生产的电子产品丰富。
比较有铅工艺技术有上百年的发展历史,经过一大批有铅工艺专家研究,具有交好的焊接可靠性和稳定性,拥有成熟的生产工艺技术,这主要取决于有铅焊料合金的特点。
有铅焊料合金熔点低,焊接温度低,对电子产品的热损坏少;有铅焊料合金润湿角小,可焊性好,产品焊点“假焊”的可能性小;焊料合金的韧性好,形成的焊点抗震动性能好于无铅焊点。
无铅焊接工艺从目前的研究结果中摸索有可替代合金的熔点温度都高于现有的锡铅合金。
例如从目前较可能被业界广泛接受的“锡——银——铜”合金看来,起熔点是217℃,这将在焊接工艺中造成工艺窗口的大大缩小。
理论上工艺窗口的缩小为从锡铅焊料的37℃降到23℃。
实际上,工艺窗口的缩小远比理论值大。
因为在实际工作中我们的测温法喊有一定的不准确性,加上DFM的限制,以及要很好地照顾到焊点“外观”等,回流焊接工艺窗口其实只有约14℃。

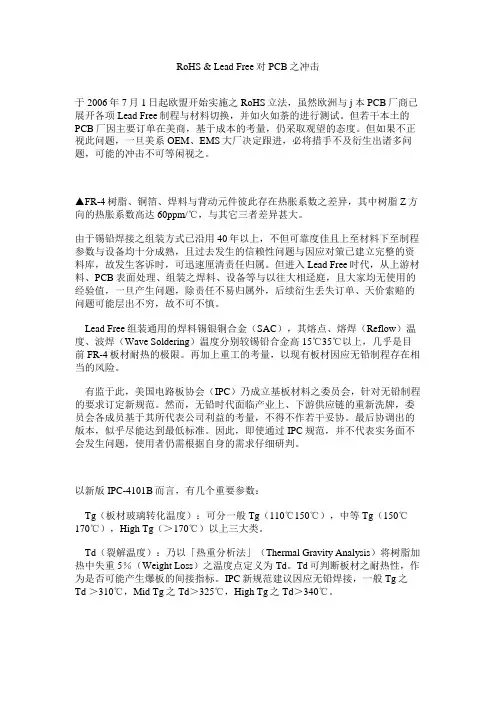
RoHS & Lead Free对PCB之冲击于2006年7月1日起欧盟开始实施之RoHS立法,虽然欧洲与j本PCB厂商已展开各项Lead Free制程与材料切换,并如火如荼的进行测试。
但若干本土的PCB厂因主要订单在美商,基于成本的考量,仍采取观望的态度。
但如果不正视此问题,一旦美系OEM、EMS大厂决定跟进,必将措手不及衍生出诸多问题,可能的冲击不可等闲视之。
▲FR-4树脂、铜箔、焊料与背动元件彼此存在热胀系数之差异,其中树脂Z方向的热胀系数高达60ppm/℃,与其它三者差异甚大。
由于锡铅焊接之组装方式已沿用40年以上,不但可靠度佳且上至材料下至制程参数与设备均十分成熟,且过去发生的信赖性问题与因应对策已建立完整的资料库,故发生客诉时,可迅速厘清责任归属。
但进入Lead Free时代,从上游材料、PCB表面处理、组装之焊料、设备等与以往大相迳庭,且大家均无使用的经验值,一旦产生问题,除责任不易归属外,后续衍生丢失订单、天价索赔的问题可能层出不穷,故不可不慎。
Lead Free组装通用的焊料锡银铜合金(SAC),其熔点、熔焊(Reflow)温度、波焊(Wave Soldering)温度分别较锡铅合金高15℃35℃以上,几乎是目前 FR-4板材耐热的极限。
再加上重工的考量,以现有板材因应无铅制程存在相当的风险。
有监于此,美国电路板协会(IPC)乃成立基板材料之委员会,针对无铅制程的要求订定新规范。
然而,无铅时代面临产业上、下游供应链的重新洗牌,委员会各成员基于其所代表公司利益的考量,不得不作若干妥协。
最后协调出的版本,似乎尽能达到最低标准。
因此,即使通过 IPC规范,并不代表实务面不会发生问题,使用者仍需根据自身的需求仔细研判。
以新版IPC-4101B而言,有几个重要参数:Tg(板材玻璃转化温度):可分一般Tg(110℃150℃),中等Tg(150℃170℃),High Tg(>170℃)以上三大类。

钨:熔点:3410铁:熔点1535 沸点:2750钢:熔点1515铜:熔点1083金:熔点1064铝:熔点660镁:熔点648.8铅:熔点328金刚石:3550各种铸铁:1200左右银:962锡:232有色金属基本分类在物质世界里,有色金属是一个光辉夺目、五彩缤纷的金属王国。
在目前已发现的109种元素中有93种元素被人们称为是金属(含半金属),其余16种为非金属。
在这93种金属元素中除铁以外的92种金属(含半金属)统称为有色金属或非铁金属。
有色金属的分类有色金属按其性质、用途、产量及其在地壳中的储量状况一般分为有色轻金属、有色重金属、贵金属、稀有金属和半金属五大类。
在稀有金属中,根据其物理化学性质、原料的共生关系、生产工艺流程等特点,又分稀有轻金属、稀有重金属、稀有难熔金属、稀散金属、稀土金属、稀有放射性金属。
一、有色轻金属有色轻金属一般是指密度在4.5克/厘米3以下的有色金属,有7种,包括铝(Al)、镁(Mg)、钠(Na)、钾(K)、钙(Ca)、锶(Sr)、钡(Ba)。
这类金属的共同特点是:密度小,化学活性大,与氧、硫、碳和卤素的化合物都非常稳定。
对这类金属的提取和工业生产,通常采用熔盐电解法或金属热还原法。
二、有色重金属有色重金属一般是指密度在4.5克/厘米3以上的有色金属,有12种,它们是铜(Cu)、铅(Pb)、锌(Zn)、镍(Ni)、钴(Co)、锡(Sn)、镉(Cd)、铋(Bi);锑(Sb)、汞(Hs)、锰(Mn)和铬(Cr)。
这类金属通常采用火法冶炼或湿法冶炼来提取和进行工业生产。
三、稀有金属稀有金属通常是指那些自然界中含量很少、分布稀散或难以从原料中提取的金属。
稀有金属按其某些共同点又将其细分为:(一)稀有轻金属稀有轻金属的共同特点是密度小(0.53~1.87克/厘米3),化学活性很强。
这类金属的氧化物和氯化物都具有很高的化学稳定性。
稀有轻金属有4种,它们是锂(Li)、铍(Be)、铷(Rb)、铯(Cs)。
各元素灰化、原子化温度参考值(标准溶液)元素灰化温度原子化温度/时间元素灰化温度原子化温度/时间( ℃) (℃/s)( ℃) (℃/s)Ag 400 1900/3 Al 500 2300/4As 300 2000/4 Au 500 1900/4Bi 400 1800/3 Ca 700 2300/4Cd 300 1800/3 Co 400 2100/4Cr 600 2300/3 Cu 450 2200/4Fe 500 2100/4 Ga 500 1900/3K 500 2100/3 Mg 500 1800/4Mn 500 2100/4 Mo 800 2400/4Na 500 1800/3 Ni 500 2100/4Pb 300 1800/3 Pd 500 2100/4Sb 400 1800/3 Se 400 1800/4Si 800 2400/4 Sn 400 2100/4Sr 500 2000/4 Ti 900 2400/4V 800 2400/5 Zn 300 1800/4B 800 2400/3 La 700 2400/4Rb 700 2100/4 Te 600 2300/3标准溶液的配制原子吸收光谱分析用的标准储备溶液一般用高纯金属(最好粉末)或其相应的盐类,要求为纯度高、组成与化学式精确符合、性质稳定的基准物质。
标准储备溶液的浓度一般配制为1000μg/mL,有些元素的标准溶液需加入少量无机酸以利储存。
标准储备溶液应储于聚乙烯塑料瓶中(有些溶液如Au 、Ag、Se 等应储于棕色瓶中)放置于冰箱冷藏室内保存。
1000μg/mL标准储备液一般可保存2年左右不变,浓度< 1μg/mL的标准溶液,要现用现配。
标准系列溶由标准储备溶液逐级稀释配制,同时其基体应尽可能与试样溶液的基体一致,其浓度范围应根据标准曲线的线性范围和试样中待测元素的浓度来确定,整套标准系列溶液的浓度应把试样溶液的浓度包括在其范围内。
有铅焊锡和无铅焊锡的区别各种无铅焊锡的熔点关系 Sn-Cu-Ni系 227℃ Sn-Ag系 221℃ Sn-Ag-Cu系 219℃Sn-Ag-Bi-In系 208℃ Sn-Zn系 199℃ Sn-Pb共晶 183℃推荐使用温度一览 CXG无铅焊台温度350℃~400℃回流炉温度 230℃~240℃温度喷流炉 245℃~255℃ CXG 938无铅焊台特点:★惊人的升温速度,从室温上升至300℃绝不超过13秒,温度回升快,有利于频繁的焊接,温度保持不变,提高生产效率。
★调节温度比市场同类焊台的调节温度更有利于生产,当需要调节温度时只要把温控旋钮按一下,则旋钮弹出,可根据生产需要调节温度,调节好以后,再按一下温度调节旋钮,旋钮锁住,可以预防生产过程中碰到旋钮而改变温度影响生产,旋钮锁住后,面板平坦,美观大方。
★手柄轻巧,长时间使用绝不感到疲劳。
★分体式设计,摆放容易,多种烙铁头选用,且更换方便。
★普通及防静电型两种,以便配合不同工作之用。
★手柄选择:909、909ESD 配C8无铅系列焊咀。
规格:型号 CXG 938 耗电 75瓦特控制台 938电焊台/938电焊台ESD 输出电压交流电30伏特温度范围摄氏200-480度/华氏392-896度发热组件 CXG-1365陶瓷发热芯温度稳定 ±1℃(无负荷时)焊咀与接地间阻抗2Ω以下焊咀与接地间电位 2mV以下重量(不包括电线) 1500克(3.3磅)外形体积宽120 X 高93 X深170毫米为什么要用无铅焊锡呢?主要海河是为了环保。
下面的文章就说明了这个问题。
无铅热风整平的实践体会摘要:本文通过对无铅与有铅热风整平工艺特性的对比,总结出无铅热风整平工艺的生产保养特点及工艺控制方法。
关键词:无铅热风整平无铅焊料浸锡时间除铜1. 前言随着欧盟颁布的二项环保新指令(WEEE和ROHS)在2006年7月1日正式实施,对PCB行业而言,这将面临一次严峻的考验,其影响将涉及到原材料、制造工艺、生产设备等方方面面。
工业技术86DOI:10.16660/ki.1674-098X.2012-5640-1100通孔元件手工焊接工艺方法①赵萍(凌云科技集团有限责任公司 湖北武汉 430040)摘 要:随着电子技术的发展,在一些大型工厂里,电子元件的焊接都是由自动焊接设备完成的,但是在返工返修时仍然需要手工焊接来完成。
通孔元件是指引脚可插入印制电路板过孔内进行焊接的电子元器件,目前仍广泛应用于电子产品当中,尤其是在航空维修领域。
本文详细介绍了通孔元件的焊接方法、焊点检查和拆焊方法,熟练掌握通孔元件手工焊接的方法,能有效提高焊接的质量和效率。
关键词:通孔元件 手工焊接 焊点检查 拆焊方法中图分类号:TG44 文献标识码:A 文章编号:1674-098X(2020)12(b)-0086-03Manual Soldering Process for Through-hole ComponentsZHAO Ping(Lingyun Science&Technology Group Co.,Ltd.,Wuhan, Hubei Province,430040 China)Abstract: With the development of electronic technology, in some large factories, the soldering of electronic components is completed by automatic soldering equipment, but it still needs manual soldering when rework.Through-hole component refers to the electronic component that the pin can be inserted into the printed circuit board through the hole for soldering. It is still widely used in electronic products, especially in the field of aviation maintenance. This paper introduces the soldering method, solder joints inspection and the method of unsoldering in detail. Proficient in manual soldering of through-hole components,can effectively improve the quality and efficiency of soldering.Key Words: Through-hole components; Manual soldering; Solder joints inspection; Unsoldering method①作者简介:赵萍(1982—),女,汉族,本科,工程师,研究方向为航空无线电、电气设备修理。