大型铸件用低合金铸钢的牌及化学成分
- 格式:doc
- 大小:61.50 KB
- 文档页数:9
铸件钢材,中等及高强度低合金范围这个标准定义了一种用于结构应用的中等强度低合金铸钢和一种高强度低合金铸钢的等级.MS27 60 KSI (415Mpa)产量, 90KSI (620Mpa)抗张强度, 187-241 HBW MS27QT 94KSI (645Mpa)产量, 115KSI (790MPa)抗张强度, 255-302 HBW这些钢材表现出良好的冲击韧性,可焊接性和热处理反应.材料1.化学成分应该与表I中所列要求一致.2.合金成分应该被控制在最大碳含量(CE)为0.65%.3.机械性能应该与表II中所列要求一致.4.所有提供给这个标准的钢材铸件应该通过列在热处理部分(Heat TreatmentSection)里的其中一种办法进行热处理.5.铸件质量应该符合这个标准中列在质量部分(Quality section)中的要求.6.假如发生了列在焊接部分里的情形,缺点是可以通过焊接来修补的.参考文件(ASTM标准)E8 用于金属材料抗张测试的标准测试方法E10 用于金属材料压球硬度的标准测试方法E446 厚度达到2英寸(51mm)的钢材铸件的标准射线照片E709 磁性粒子检查的标准指南化学成分符合这个标准的铸件应该是由铝粒子精炼成的,并且应该包括充足的合金以开发在适当热处理之后的指定的最小机械性能.表I中的要求将应用于MS-27的的两个等级.表I –化学成分A(重量% - 热分析家- 除备注以外的所有数值为最大值)A化学成分应该被控制用来生产带有指定机械性能的最低碳含量. 同时, 碳含量应该采用以下公式计算以严格达到0.65%的最大值.CE = %C + %Mn/6 + (%Cu + %Ni)/15 + (%Cr + %V + %Mo)/5机械性能标准测试样品, 他们展示的热处理铸件, 应该按照表II的要求表现出它们的机械性能. 指定的硬度应该不但包括在测试样品里,而且还应该包括在展示的测试样品铸件表面. 适当的金属切削后,最小0.06英寸(1.5mm),在工程图纸上的指定点的铸件上测量硬度.如果没有指定的测试位置, 除非其他的约定, 测试位置应该是由接收工具选择.表II –机械性能A(1 铸棒性能–除备注以外的所有数值为最大值)A张力测试样品应该从标准测试券和加工到一个带有或不带有螺纹的0.505(12.5mm)英寸直径准备,并按照ASTM E8测试. 两套测试棒应该通过加热灌注上识别的热数字号, 并且按照他们展示的铸件进行热处理. 如果需要, 一套应该被测试, 而另一套则保留至少6个月以作参考.B 按照ASTM E10标准测量硬度.C 规格化热处理, 规格化和锻炼, 或者淬火和锻炼过程, 参照热处理部分.D 通过水淬和锻炼的热处理, 参照热处理部分.热处理所有按照这个标准加工的铸件应该通过热处理以分裂成铸粒结构和达到指定的硬度, 并且有与参考的斗山热处理过程标准中指定部分相似的细密纹理的显微结构.MS27 (187-2441 HBW)规格化或规格化和锻炼(PS-5X-123), 或水淬和锻炼(PS-1X-2)MS27QT (255-302 HBW) 水淬和锻炼(PS-1X-2)不管热处理过程怎样, 铸件应该一律地被加热到转换温度之上的一个温度. 温度和温度时间应该被有效地溶解并破碎成铸显微结构.质量1.铸件应该符合工程图纸或斗山提供的样品. 移除门和提升接触不能生产超过铸件设计轮廓的发射或低压, 除非经斗山产品工程批准的以外.2.铸件应该被机械地清洗,以清除掉沙尘,疤迹和污垢. 鳍应该通过地面冲洗所有外表面,并且应该内表面高度不超过1/16英寸(1.5mm). 在一个完成装配的零件同时使用的过程中,内表面应该没有材料以至能够松开.3.铸件应该避免裂缝,收缩,空穴,热撕裂,膨胀,刻度,底洞,针孔的多孔性和其他影响外观和性能的缺点.任何在机加工操作中暴露出来的缺点可以作为拒绝的依据.4.铸件应该按照ASTM E709中描述的方法进行磁性粒子检查. 通过这些方法发现的所有线性表面的中断是不接受的.这包括,但不限于,所有线性铸件缺点,例如热撕裂和裂缝.5.铸件要经过X光线检查. 经ASTM E446的X光线质量应该符合或超过以下类别的严重水平:类别A –水平3类别B –水平2类别C –水平3焊接如果使用低氢加工法,则要用焊接修复缺陷,并符合下列条件:1.缺陷应当用打磨,修正,火焰切割或刨削,机加工或电弧气刨方法去除。
低合金钢铸件标准一、概述低合金钢铸件是一种具有优良机械性能和化学成分的合金铸件,广泛应用于机械、建筑、船舶、汽车等领域。
本标准规定了低合金钢铸件的机械性能标准、化学成分标准和表面质量标准等方面的要求。
二、机械性能标准1.抗拉强度:低合金钢铸件应具有一定的抗拉强度,根据不同的使用场合和要求,抗拉强度应符合相关标准的规定。
2.屈服强度:低合金钢铸件应具有一定的屈服强度,以确保铸件在使用过程中不会过早发生塑性变形。
3.伸长率:低合金钢铸件应具有一定的伸长率,以使其在承受冲击载荷时具有较好的塑性变形能力。
4.硬度:低合金钢铸件应具有一定的硬度,以使其在使用过程中具有良好的耐磨性和抗疲劳性能。
5.冲击韧性:低合金钢铸件应具有一定的冲击韧性,以确保在使用过程中能够承受冲击载荷而不发生断裂。
三、化学成分标准1.碳:低合金钢铸件应含有适量的碳元素,以使其具有较好的强度和硬度。
2.硅:低合金钢铸件应含有适量的硅元素,以提高其抗氧化性和耐腐蚀性。
3.锰:低合金钢铸件应含有适量的锰元素,以增强其强度和硬度。
4.磷:低合金钢铸件应控制磷元素的含量,以避免影响其塑性和韧性。
5.硫:低合金钢铸件应控制硫元素的含量,以避免影响其耐腐蚀性和加工性能。
6.铬:低合金钢铸件可含有适量的铬元素,以提高其耐腐蚀性和抗氧化性。
7.钼:低合金钢铸件可含有适量的钼元素,以提高其强度和韧性。
8.其他元素:根据需要,低合金钢铸件可含有适量的其他合金元素,以满足特定的性能要求。
四、表面质量标准1.表面平整度:低合金钢铸件表面应平整,无明显的凸起、凹陷、气孔等缺陷。
2.表面光洁度:低合金钢铸件表面应具有一定的光洁度,以使其在使用过程中具有良好的抗腐蚀性能和外观效果。
3.表面处理:根据需要,低合金钢铸件表面可进行涂层、喷丸等处理,以提高其抗腐蚀性能和使用寿命。
铸造低合金钢(ZG30Cr06)技术要求
1.使用范围
本标准规定了铸造低合金钢(ZG30Cr06)用于液压支架铸件的技术要求。
2.引用标准
下列标准所包含的条文通过本标准引用而成为本标准的条文。
GB11352-89 一般工程用铸造碳钢件
GB222-81 钢铁及合金化学分析方法
GB228-76 金属拉力试验法
GB231 金属布氏硬度试验法
3.技术要求
3.1 技术要求
3.1.1 合金成分
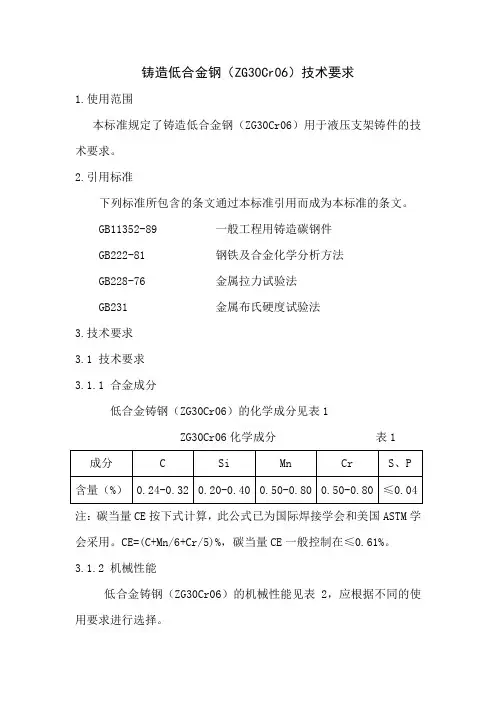
低合金铸钢(ZG30Cr06)的化学成分见表1
ZG30Cr06化学成分表1
注:碳当量CE按下式计算,此公式已为国际焊接学会和美国ASTM学会采用。
CE=(C+Mn/6+Cr/5)%,碳当量CE一般控制在≤0.61%。
3.1.2 机械性能
低合金铸钢(ZG30Cr06)的机械性能见表2,应根据不同的使用要求进行选择。
ZG30Cr06的机械性能表2
注:单铸拉力试棒(标准试棒),拉力试棒随铸件同炉浇注,同炉热处理。
3.1.3 其他性能要求
低合金铸钢(ZG30Cr06)铸件的技术要求,除机械性能外,其它性能按一般铸件国家通用标准执行。

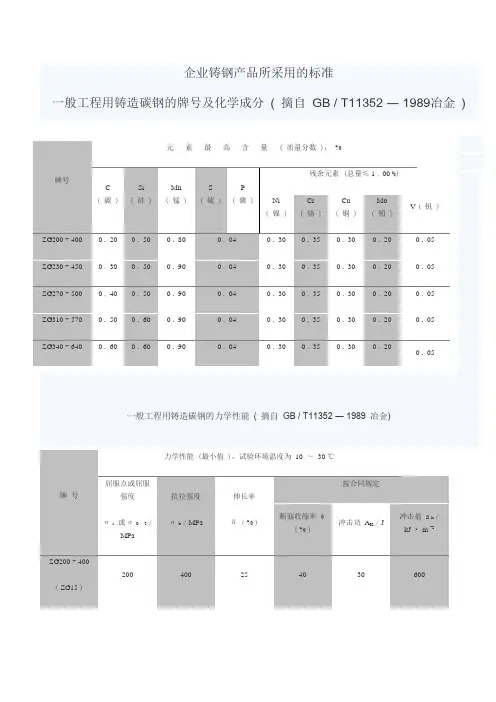
企业铸钢产品所采用的标准一般工程用铸造碳钢的牌号及化学成分( 摘自GB / T11352 ― 1989冶金)一般工程用铸造碳钢的力学性能( 摘自GB / T11352 ― 1989 冶金)牌号力学性能 (最小值 ),试验环境温度为10 ~30 ℃屈服点或屈服强度σs或σ0.2/MPa抗拉强度σb/ MPa伸长率δ ( % )按合同规定断面收缩率ψ( % )冲击功A K/ J冲击值 a k/kJ · m -2ZG200 - 400( ZG15 )200 400 25 40 30 600牌号元素最高含量(质量分数 ),%C(碳 )Si(硅 )Mn(锰 )S(硫 )P(磷 )残余元素 (总量≤ 1 . 00 %)Ni(镍 )Cr(铬 )Cu(铜 )Mo(钼 )V (钒 )ZG200 - 400 0 . 20 0 . 50 0 . 80 0 . 04 0 . 30 0 . 35 0 . 30 0 . 20 0 . 05ZG230 - 450 0 . 30 0 . 50 0 . 90 0 . 04 0 . 30 0 . 35 0 . 30 0 . 20 0 . 05 ZG270 - 500 0 . 40 0 . 50 0 . 90 0 . 04 0 . 30 0 . 35 0 . 30 0 . 20 0 . 05 ZG310 - 570 0 . 50 0 . 60 0 . 90 0 . 04 0 . 30 0 . 35 0 . 30 0 . 20 0 . 05ZG340 - 640 0 . 60 0 . 60 0 . 90 0 . 04 0 . 30 0 . 35 0 . 30 0 . 200 . 05ZG230 - 450( ZG25 )230 450 22 32 25 450 ZG270 - 500( ZG35 )270 500 18 25 22 350 ZG310 - 570( ZG45 )310 570 15 21 15 300 ZG340 - 640( ZG55 )340 640 10 18 10200一般工程用铸造碳钢的特性和应用牌号主要特性应用举例ZG200 - 400( ZG15 )低碳铸钢,韧性及塑性均好,但强度和硬度较低,低温冲击韧度大,脆性转变温度低,导磁、导电性能良好,焊接性好,但铸造性差机座、电气吸盘、变速箱体等受力不大,但要求韧性的零件ZG230 - 450 ( ZG25 )用于负荷不大、韧性较好的零件,如轴承盖、底板、阀体、机座、侧架、轧钢机架、箱体、犁柱、砧座等ZG270 - 500( ZG35 )中碳铸钢,有一定的韧性及塑性,强度和硬度较高,切削性良好,焊接性尚可,铸造性能比低碳钢好应用广泛,用于制作飞轮、车辆车钩、水压机工作缸、机架、蒸气锤气缸、轴承座、连杆、箱体、曲拐ZG310 - 570 ( ZG45 )用于重负荷零件、如联轴器、大齿轮、缸体、气缸、机架、制动轮、轴及辊子ZG340-640高碳铸钢,具有高强度、高硬度及高耐磨性,塑性韧性低,铸造、焊接性均差,裂纹敏感性较大起重运输机齿轮、联轴器、齿轮、车轮、阀轮、叉头大型铸件用低合金铸钢的牌号及化学成分牌号化学成分 (质量分数 ),%C ( 碳 ) Si ( 硅 ) Mn ( 锰 )P( 磷 ),S( 硫 )Cr ( 铬 ) Ni ( 镍 ) Mo ( 钼 ) Cu ( 铜 )ZG30Mn0 . 27~0 . 340 . 30~0 . 501 . 20~1 . 50≤0 . 035————ZG40Mn 0 . 35~0 . 450 . 30~0 . 451 . 20~1 . 50≤0 . 035————ZG40Mn20 . 35~0 . 450 . 20~0 . 401 . 60~1 . 80≤0 . 035————ZG50Mn20 . 45~0 . 550 . 20~0 . 401 . 50~1 . 80≤0 . 035————ZG20Mn0 . 12~0 . 220 . 60~0 . 801 . 00~1 . 30≤0 . 035—≤0 . 40——ZG35Mn0 . 30~0 . 400 . 60~0 . 801 . 10~1 . 40≤0 . 035————ZG35SiMn Mo 0 . 32~0 . 401 . 10~1 . 401 . 10~1 . 40≤0 . 035——0 . 20~0 . 30≤0 . 30ZG35CrMn Si 0 . 30~0 . 400 . 50~0 . 750 . 90~1 . 20≤0 . 0350 . 50~0 . 80———ZG20MnM o 0 . 17~0 . 230 . 20~0 . 401 . 10~1 . 40≤0 . 035——0 . 20~0 . 35≤0 . 30ZG55CrMn Mo 0 . 50~0 . 600 . 25~0 . 601 . 20~1 . 60≤0 . 0350 . 60~0 . 90—0 . 20~0 . 30≤0 . 30ZG40Cr10 . 35~0 . 450 . 20~0 . 400 . 50~0 . 80≤0 . 0350 . 80~1 . 10———ZG34Cr2N i2Mo 0 . 30~0 . 370 . 30~0 . 600 . 60~1 . 00≤0 . 0351 . 40~1 . 701 . 40~1 . 700 . 15~0 . 35—ZG20CrMo0 . 17~0 . 250 . 20~0 . 450 . 50~0 . 80≤0 . 0350 . 50~0 . 80—0 . 40~0 . 60—ZG35Cr1M o 0 . 30~0 . 370 . 30~0 . 500 . 50~0 . 80≤0 . 0350 . 80~1 . 20—0 . 20~0 . 30—ZG42Cr1M o 0 . 38~0 . 450 . 30~0 . 600 . 60~1 . 00≤0 . 0350 . 80~1 . 20—0 . 20~0 . 30—ZG50Cr1M o 0 . 46~0 . 540 . 25~0 . 500 . 50~0 . 80≤0 . 0350 . 90~1 . 20—0 . 15~0 . 25—ZG65Mn0 . 62~0 . 700 . 17~0 . 370 . 90~1 . 20≤0 . 035————ZG28NiCr Mo 0 . 25~0 . 300 . 30~0 . 800 . 60~0 . 90≤0 . 0350 . 35~0 . 850 . 40~0 . 800 . 35~0 . 55—ZG30NiCr Mo 0 . 25~0 . 350 . 30~0 . 600 . 70~1 . 00≤0 . 0350 . 60~0 . 900 . 60~1 . 000 . 35~0 . 50—ZG35NiCr Mo 0 . 30~0 . 370 . 60~0 . 900 . 70~1 . 00≤0 . 0350 . 40~0 . 900 . 60~0 . 900 . 40~0 . 50—。
铸钢铸钢(cast steel)用以浇注铸件的钢。
铸造合金的一种。
铸钢分为铸造碳钢、铸造低合金钢和铸造特种钢3类。
①铸造碳钢。
以碳为主要合金元素并含有少量其他元素的铸钢。
含碳小于0.2%的为铸造低碳钢,含碳0.2%~0.5%的为铸造中碳钢,含碳大于0.5%的为铸造高碳钢。
随着含碳量的增加,铸造碳钢的强度增大,硬度提高。
铸造碳钢具有较高的强度、塑性和韧性,成本较低,在重型机械中用于制造承受大负荷的零件,如轧钢机机架、水压机底座等;在铁路车辆上用于制造受力大又承受冲击的零件如摇枕、侧架、车轮和车钩等。
②铸造低合金钢。
含有锰、铬、铜等合金元素的铸钢。
合金元素总量一般小于5%,具有较大的冲击韧性,并能通过热处理获得更好的机械性能。
铸造低合金钢比碳钢具有较优的使用性能,能减小零件质量,提高使用寿命。
③铸造特种钢。
为适应特殊需要而炼制的合金铸钢,品种繁多,通常含有一种或多种的高量合金元素,以获得某种特殊性能。
例如,含锰11%~14%的高锰钢能耐冲击磨损,多用于矿山机械、工程机械的耐磨零件;以铬或铬镍为主要合金元素的各种不锈钢,用于在有腐蚀或650℃以上高温条件下工作的零件,如化工用阀体、泵、容器或大容量电站的汽轮机壳体等。
[编辑本段]铸钢钢冶炼后材质的变化特点304 316铸钢是目前应用最为广泛的不锈钢,304,C≤0.08 Ni8.00~10.00 Cr18.00~20.00,Mn<=2.0Si<=1.0 S<=0.030 P<=0.035304LC≤0.03其他的元素与304相同304 316是奥氏体铸钢,无磁性的,430 403 410 这些是奥氏体-铁素体不锈钢有磁性。
铸铁英文名:cast iron含碳量在2%以上的铁碳合金。
工业用铸铁一般含碳量为2%~4%。
碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。
除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。
合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。
铸件钢材,中等及高强度低合金范围这个标准定义了一种用于结构应用的中等强度低合金铸钢和一种高强度低合金铸钢的等级.MS27 60 KSI (415Mpa)产量, 90KSI (620Mpa)抗张强度, 187-241 HBW MS27QT 94KSI (645Mpa)产量, 115KSI (790MPa)抗张强度, 255-302 HBW这些钢材表现出良好的冲击韧性,可焊接性和热处理反应.材料1.化学成分应该与表I中所列要求一致.2.合金成分应该被控制在最大碳含量(CE)为0.65%.3.机械性能应该与表II中所列要求一致.4.所有提供给这个标准的钢材铸件应该通过列在热处理部分(Heat TreatmentSection)里的其中一种办法进行热处理.5.铸件质量应该符合这个标准中列在质量部分(Quality section)中的要求.6.假如发生了列在焊接部分里的情形,缺点是可以通过焊接来修补的.参考文件(ASTM标准)E8 用于金属材料抗张测试的标准测试方法E10 用于金属材料压球硬度的标准测试方法E446 厚度达到2英寸(51mm)的钢材铸件的标准射线照片E709 磁性粒子检查的标准指南化学成分符合这个标准的铸件应该是由铝粒子精炼成的,并且应该包括充足的合金以开发在适当热处理之后的指定的最小机械性能.表I中的要求将应用于MS-27的的两个等级.表I –化学成分A(重量% - 热分析家- 除备注以外的所有数值为最大值)A化学成分应该被控制用来生产带有指定机械性能的最低碳含量. 同时, 碳含量应该采用以下公式计算以严格达到0.65%的最大值.CE = %C + %Mn/6 + (%Cu + %Ni)/15 + (%Cr + %V + %Mo)/5机械性能标准测试样品, 他们展示的热处理铸件, 应该按照表II的要求表现出它们的机械性能. 指定的硬度应该不但包括在测试样品里,而且还应该包括在展示的测试样品铸件表面. 适当的金属切削后,最小0.06英寸(1.5mm),在工程图纸上的指定点的铸件上测量硬度.如果没有指定的测试位置, 除非其他的约定, 测试位置应该是由接收工具选择.表II –机械性能A(1 铸棒性能–除备注以外的所有数值为最大值)A张力测试样品应该从标准测试券和加工到一个带有或不带有螺纹的0.505(12.5mm)英寸直径准备,并按照ASTM E8测试. 两套测试棒应该通过加热灌注上识别的热数字号, 并且按照他们展示的铸件进行热处理. 如果需要, 一套应该被测试, 而另一套则保留至少6个月以作参考.B 按照ASTM E10标准测量硬度.C 规格化热处理, 规格化和锻炼, 或者淬火和锻炼过程, 参照热处理部分.D 通过水淬和锻炼的热处理, 参照热处理部分.热处理所有按照这个标准加工的铸件应该通过热处理以分裂成铸粒结构和达到指定的硬度, 并且有与参考的斗山热处理过程标准中指定部分相似的细密纹理的显微结构.MS27 (187-2441 HBW)规格化或规格化和锻炼(PS-5X-123), 或水淬和锻炼(PS-1X-2)MS27QT (255-302 HBW) 水淬和锻炼(PS-1X-2)不管热处理过程怎样, 铸件应该一律地被加热到转换温度之上的一个温度. 温度和温度时间应该被有效地溶解并破碎成铸显微结构.质量1.铸件应该符合工程图纸或斗山提供的样品. 移除门和提升接触不能生产超过铸件设计轮廓的发射或低压, 除非经斗山产品工程批准的以外.2.铸件应该被机械地清洗,以清除掉沙尘,疤迹和污垢. 鳍应该通过地面冲洗所有外表面,并且应该内表面高度不超过1/16英寸(1.5mm). 在一个完成装配的零件同时使用的过程中,内表面应该没有材料以至能够松开.3.铸件应该避免裂缝,收缩,空穴,热撕裂,膨胀,刻度,底洞,针孔的多孔性和其他影响外观和性能的缺点.任何在机加工操作中暴露出来的缺点可以作为拒绝的依据.4.铸件应该按照ASTM E709中描述的方法进行磁性粒子检查. 通过这些方法发现的所有线性表面的中断是不接受的.这包括,但不限于,所有线性铸件缺点,例如热撕裂和裂缝.5.铸件要经过X光线检查. 经ASTM E446的X光线质量应该符合或超过以下类别的严重水平:类别A –水平3类别B –水平2类别C –水平3焊接如果使用低氢加工法,则要用焊接修复缺陷,并符合下列条件:1.缺陷应当用打磨,修正,火焰切割或刨削,机加工或电弧气刨方法去除。

(摘自JB/T 6402—1992)(1)中国GB标准一般工程用碳素铸钢|[GB/T 11352—1989]a. 一般工程用碳素铸钢的钢号与化学成分,见表5-1。
表5-1 一般工程用碳素钢的钢号与化学成分(质量分数) (%)钢号旧钢号C Si Mn P≤S≤残余元素(≤)ZG200-400 ZG15 <=0.20 <=0.50 <=0.80 0.040 0.040 Cr<=0.35Ni<=0.30Mo<=0.20Cu<=0.30V<=0.05ZG230-450 ZG25 <=0.30 <=0.50 <=0.90 0.040 0.040ZG270-500 ZG35 <=0.40 <=0.50 <=0.90 0.040 0.040ZG310-570 ZG45 <=0.50 <=0.60 <=0.90 0.040 0.040ZG340-640 ZG55 <=0.60 <=0.60 <=0.90 0.040 0.040①实际碳含量上限每减少ω(C)0.01% ,允许实际锰含量上限超出ω(Mn)0.04%。
对ZG200-400的锰含量ω(Mn)1.00%,其余4个钢号的锰含量最高为1.20%。
②残余元素总含量不得超过1.00%;如需方无要求,残余元素可不作分析。
b. 一般工程用碳素钢的力学性能,见表5―2。
表5-2 一般工程用碳素钢的力学性能钢号热处理力学性能(不小于)正火或退火温度/ ℃回火温度/ ℃σ/MPa σ/MPa δ(%) ψ (%) AKVJ Akv/(J/cm2)ZG200-400 920-940 ------ 400 200 25 40 30 6.0ZG230-450 890-910 620-680 450 230 22 32 25 4.5ZG270-500 880-900 620-680 500 270 18 25 22 3.5ZG310-570 870-890 620-680 570 310 15 21 15 3.0ZG340-640 840-860 620-680 640 340 10 18 10 2.0①表中为室温力学性能,适于厚度<=100mm的铸件②伸长率和冲击吸收功Akv根据双方协议选择。
astm a148 grade 90-60 material的化学成分ASTM A148 Grade 90-60是一个高强度、低合金钢,也称为高锰钢,其具有良好的铸性和机械性能。
它是用于制造大型铸件、轴承、螺栓、销子和螺母等重型机械零件的理想材料。
它的主要成分是铬、锰、硅和钛。
ASTM A148 Grade 90-60的最小化学成分是:铬:3.50%锰:7.00%-9.00%硅:0.15%-0.50%钛:0.35%-0.75%铝:0.15%-0.50%铁:剩余此外,其中可能还包含少量的硫和磷。
ASTM A148 Grade 90-60具有优异的铸造性能,因为它是一种低合金钢,其中缺乏细晶粒。
它的硬度范围从HB 255至HB330,具有良好的焊接性能和热处理性能。
它的抗拉强度介于90ksi(620 MPa)和60ksi(415 MPa)之间,具有良好的塑性和冲击韧性。
ASTM A148 Grade 90-60的优点是,它可以抵抗高温应力、腐蚀和冲击,并且具有良好的耐磨性。
它具有良好的抗腐蚀性,可以抵抗海水和温和盐溶液的侵蚀。
此外,由于它具有良好的热处理性能,因此它可以用于制造许多类型的金属零件。
由于ASTM A148 Grade 90-60具有良好的力学性能和耐腐蚀性,因此它通常用于制造大型机械零件,如轴承、螺栓和螺母。
此外,它还可以用于制造结构零件,如桥梁、船只和汽车的零部件,以及其他重型机械零件。
因此,ASTM A148 Grade 90-60是一种高强度、低合金钢,其主要成分是铬、锰、硅和钛,可用于制造大型机械零件,如轴承、螺栓和螺母,以及其他重型机械零件。
它具有良好的铸造性能,抗拉强度,热处理性能和耐腐蚀性,能够抵抗高温应力、腐蚀和冲击。
德国钢铁产品牌号表示方法发布时间: 2007-5-7 15:34:20 浏览次数: 316DINDeutsche Indutrie Normen标准是德国标准化协会Deutsche Institut fur Normung缩写DIN制定的.DIN标准的钢号表示方法有17006和DIN17007数字系统W-Nr两种.DIN17006系统钢号表示方法如下:一、钢类为非合金钢钢号表示方法第1类表示熔炼方法;第2类表示原始特征;第3类表示主体符号;第4类表示主体数值;第5类表示保证范围;第6类表示状态;第7类表示抗拉强度值1 熔炼方法B:炉 LE:电弧炉 SS:焊接用 W:转炉代用E:一般电炉 M:平炉 T:托马斯附加字母:B—碱性I:感应电炉 PP:熟铁 T i:坩锅 Y—酸性2 原始特征A:耐时效L:耐碱脆S:可熔焊G:含较高的P、S P:可压焊可锻焊U:沸腾H:半镇静钢Q:可冷镦压挤、冷变形Z:可拉伸K:含较低的P、S R:镇静3 主体符号St:以材料强度表示此法仅适用非合金钢C:以化学成分表示此法适用非合金钢的其他性能比抗拉强度更重要或需进行热处理时,如渗碳、调质,按照不同质量及用途可在C后冠以字母K,m,f,g等Cm:控制P、S~ Cf:表示淬火Cg:冷镦用Ck:控制P、S4 主体数值St法:表示抗拉强度下限值C法:以万分之几表示含碳量5 保证范围1.屈服点心7.屈服点、弯曲、顶锻及冲击韧性2.弯曲或顶锻8.高温强度或蠕变强度与上述非合金状态表示方法相同A 回火HI 表面高频淬火B 经过处理获最好K 经过加工冷轧的可削性N 正火E 渗碳淬火NT 渗氮G 软化退火S 消除应力退火H 淬火U 未经热处理HF 表面火焰淬火 V 调质三、钢类为高合金钢钢号表示方法第1类表示高合金钢符号;第2类表示含碳量;第3类表示主要合金元素;第4类表示合金元素含量1 高合金钢符号钢号冠以“X”,如果含碳量无关紧要,则X可省略2 含碳量以万分之几表示3 主要合金元素用化学元素符号表示,按含量多少依次排列4 合金元素含量以百分之几表示按四舍五入化整数四、钢类为碳素工具钢钢号表示方法第1类表示钢种符号;第2类表示含碳量;第3类表示类号1 钢种符号冠以C2 含碳量以万分之几表示3 类号标W表示碳素工具钢:W1、P、S≤%W2、P、S≤%W3、P、S≤%WS 特殊用途五、钢类为高速工具钢钢号表示方法第1类钢种符号;第2类合金元素;第3类合金元素含量1 钢种符号一律冠以S2 合金元素按WMoVCo次序排列,Cr不表示3 合金元素含量以百分之几表示,数字之间用“”隔开如1245:不含Mo-用0表示;不含Co-不用0表示;不含Cr-规定4%六、钢类为铸钢钢号表示方法第1类钢种符号;第2类浇注工艺;第3类钢牌号1钢种符号在钢号前冠以GS或G为铸钢2 浇注工艺K-铸模浇注;Z-离心浇注3 钢牌号St表示有非合金铸钢C表示有非合金、低合金例:如牌号C10中C表示非合金、低合金七、钢类为铸铁钢号表示方法铸铁分为灰口铸铁、球墨铸铁、可锻铸铁、合金耐腐铸铁、奥氏体铸铁一灰口铸铁第1类钢种符号;第2类抗拉强度表示方法;第3类试样代号1 钢种符号灰口铸铁冠以GG2 表示抗拉强度最小值用二位数字:如153 试样代号:C-为单铸试样A-为未规定附铸试样的型式K-为K型附铸试样H-为H型附铸试样二球墨铸铁第1类钢种符号;第2类抗拉强度表示方法1 钢种符号球墨铸铁冠以GGG2 表示抗拉强度最小值用二位数字:如50三可锻铸铁第1类钢种符号;第2类抗拉强度表示方法;第3类伸长率表示方法1钢种符号可锻铸铁冠以:GTS-为黑心可锻铸铁或不脱碳退火可锻铸铁GTW-为白心可锻铸铁或脱碳退火可锻铸铁2 抗拉强度最小值是以前二位数字表示的,如353 伸长率的最小值是以后二位数字表示的,如10四合金耐腐铸铁第1类钢种符号;第2类类别代号;第3类合金元素表示;第4类Cr-3供应条件:标A-保证化学成分;标M-保证性能;标H-保证淬透性;4含碳量:以万分之几表示平均值二、钢类为合金结构钢弹簧钢轴承钢第1类表示类别号;第2类表示分组顺序号;第3类表示供应条件;第4类表示含碳量1类别号:以5~9表示2分组顺序号:与第一位数字共同表示合金系列组别3供应条件:标A-保证化学成分;标M-保证性能;标H-保证淬透性4含碳量:以万分之几表示平均值三、钢类为不锈钢包括耐热钢、阀门钢第1类表示类别号;第2类表示分组顺序号;第3类表示钢符号;第4类表示区别号1类别号:3-奥氏体不锈钢;4-马氏体和铁素体不锈钢2分组顺序号:多数常用牌号与AISI数字体系相同,如053钢符号:一律冠以S4区别号:01-表示每种钢的基本成分,范围规定较宽11~99-表示在基本成分基础上,增加一种元素,调整含碳量,或对某元素含量范围要求较严及有特殊要求的特定钢四、钢类为工具钢第1类表示钢符号;第2类表示材料类别;第3类表示顺序号1钢符号:钢号一律冠以B2材料类别:高速工具钢热作工作钢冷作工具钢耐冲击工具钢水淬工具钢特殊用钢注:上述材料类别的表示方法与美国AISI工具钢相同3顺序号:如6表示其顺序号五、铸铁铸铁分灰口铸铁、球墨铸铁、可锻铸铁、耐蚀铸铁一灰口铸铁钢号表示方法:如:180用三位数字表示抗拉强度值二球墨铸铁钢号表示方法:如420/12420表示最小抗强度值;12表示最小延伸率的百分数三可锻铸铁钢号表示方法:如 P690/2P:表示前缀,可锻铸铁前缀一律冠以B-表示API 美国石油学会标准AWS 美国焊接协会标准SAE 美国机动车工程师协会标准MIL 美国军用标准美国联邦政府标准对上述标准难以一一介绍他们的牌号表示方法.本书只对使用比较广泛的ANSI,ASTM,SAE和AISI几种标准的牌号表示方法,作重点介绍.一 ANSI美国国家标准牌号表示方法1. 标准代号+字母类号+序号+颁布年份如:ANSI 19822. 标准代号+断开号+原专业标准号+序号+颁布年份如:ANSI/UL 560-19803. 如果某个ANSI标准在内容上有补充,其补充件的表示方法是在原标准序号的后面加一英文小写字母.a表示第一次补充,b表示第二次补充.如:ANSI 家用煤气转换燃烧器.ANSI 家用煤气转换燃烧器第一次补充件4. 对于经过复审,被重新确认为继续有效的ANSI标准,一般在该标准号后面注确认年份.如:ANSI R 1983,表示1972年的ANSI 标准在1983年复审后,重新确认有效,其内容毫无变化.5. ANSI标准的分类ANSI标准采用字母和数字混合分类法.其中,字母表示大类,数字表示小类.如:B—机械,B1—螺纹.ANSI标准一级类目字母代号如下表:A B C D F G H J K L M MC MD建筑机械电气与电子公路交通与安全食品与饮料黑色冶金材料与冶金学有色冶金材料与冶金学橡胶化工纺织矿业计量与自动控制医疗器械MHNOPPHSSEWXYZZ109Z98材料装运原子核木材纸浆与造纸摄影与电影声学、振动、机械冲击与录音防盗设备焊接情报系统制图、符号与缩写杂项皮革绝热材料二ASTM标准中铸铁、铸钢和锻钢表示方法见下表.材料名称牌号组成说明有些钢号中间插入B或L:B—含硼钢,L—含铅钢.末尾加“H”时,表示对淬透性有一定要求的钢种.有些加前置字母“M”或“MT”:M—机械级,MT—机械用管材.四不锈钢和耐热钢牌号表示方法这类钢材主要采用AISI标准的编号系统,牌号由三位阿拉伯数字组成,第一位数表示钢的类别.第二、三位数表示顺序号.钢的类别号:1—沉淀硬化不锈钢,2—Cr-Mn-Ni-N 奥氏体钢,3—CrNi 奥氏体钢,4—高铬马氏体和低碳高铬铁素体钢,5—低碳马氏体钢.五 ASTM/SAE工具钢牌号表示方法ASTM和SAE标准中工具钢牌号由材料类别字母加数字顺序号组成.例如A10、D7和F2等.其类别字母含义见本节英国部分中“英国和美国标准中工具钢材料类别代号说明”.六 UNS编号系统UNS是“UNFIED NUMBERING SYSTEM”统一编号系统的缩写.这是由美国机动车工程师学会SAE和美国材料与试验协会ASTM于1967年共同设计的一种简便的编号系统,其目的在于代替或至少补充现行各标准的产品牌号系统.目前该编号系统已在SAE和ASTM标准中形成文件加以详细说明.SAE标准号为J1086,ASTM标准号为E527,名称为“金属和合金编号推荐方法UNS”.UNS编号系统的编号方法是由一个字母和五位数字组成.UNS编号系统使牌号的对照比较简单明了,但并非各国所有的牌号都能在UNS编号系统中找到相同或相似的牌号.这是因为UNS编号系统基本上是反映美国的状况,而且目前UNS编号数量还有限,加上各国在合金化物点、要求等方面情况各异,所以,美国以外的众多外国牌号,尚不能在UNS编号系统中找出相同或相似的牌号.UNS系统工分18大类,见下表.有色金属和合金黑色金属和合金A00001~A99999 铝和铝合金C00001~C99999 铜和铜合金E00001~E99999 稀土和稀土类合金细分18小类L00001~L99999 低熔点金属和合金细分14小类M00001~M99999 其他有色金属和合金细分12小类N00001~N99999 镍和镍合金P00001~P99999 精密金属和合金细分8小类R00001~R99999 活性和耐热金属与合金Z00001~Z99999 锌和锌合金D00001~D99999 规定机械性能的钢F00001~F99999 灰铸铁、可锻铸铁、珠光体可锻铸铁、球墨铸铁G00001~G99999 AISI和SAE碳素钢和合金钢工具钢除外H00001~G99999 AISI H-钢J00001~J99999 铸钢工具钢除外K00001~K99999 其他钢材和黑色合金S00001~S99999 耐热钢和耐腐蚀不锈钢T00001~T99999 工具钢W00001~W99999 金属焊料、药皮焊条和管形电极按焊接熔敷金属成分分类。
大型铸件用低合金铸钢的牌及化学成分内部编号:(YUUT-TBBY・MMUT・URRUY・UOOY・DBUYI・0128)大型铸件用低合金铸钢的牌号及化学成分(摘白JB/T 6402-1992)化学成分(质量分数),%(1)中国GB标准一般工程用碳素铸钢| [GB/T 11352—1989]a・一般工程用碳素铸钢的钢号与化学成分,见表5-1 o表5-1 一般工程用碳素钢的钢号与化学成分(质量分数)(%)钢号旧钢号C Si Mn PW SW残余元素(W)ZG200-400 ZG15 <=0. 20 <=0. 50 <=0. 80 0. 040 0. 040Cr<=0. 35Ni<=0. 30Mo<=0. 20Cu<=0. 30V<=0. 05ZG230-450 ZG25 E. 30 〈二0.50 〈二0.900. 040 0. 040ZG270-500 ZG35 <=0. 40 <=0. 50 <=0. 90 0. 040 0. 040 ZG310-570 ZG45 <=0. 50 <=0. 60 <=0. 90 0. 040 0. 040ZG340-640 ZG55 <二0・60<二0・60〈二0.900. 040 0. 040①实际碳含量上限每减少3 (C) 0.01%,允许实际猛含量上限超出3(Mn) 0.04%。
对ZG200-400的镭含量3 (Mn) 1. 00%,其余4个钢号的镭含量最高为1.20%。
②残余元素总含量不得超过1.00%;如需方无要求,残余元素可不作分析。
b. 一般工程用碳素钢的力学性能,见表5—2。
表5-2 一般工程用碳素钢的力学性能钢号热处理力学性能(不小于)正火或退火温度/ °C回火温度/ °C o/MPa o /MPa 6 (%)巾(%) AKVJ Akv/(J/cm2)ZG200-400 920-940 ------------- 400 200 25 40 30 6.0ZG230-450 890-910 620-680 450 230 22 32 25 4.5ZG270-500 880-900 620-680 500 270 18 25 22 3.5ZG310-570 870-890 620-680 570 310 15 21 15 3.0ZG340-640 840-860 620-680 640 340 10 18 10 2.0①表中为室温力学性能,适于厚度<=100mm的铸件②伸长率和冲击吸收功Akv根据双方协议选择。
ASTMA732A732M-2002⼀般设备⽤熔模铸造碳素低合⾦钢及⾼强度加温钴合⾦钢铸件Designation:A732/A732M–02Standard Speci?cation forCastings,Investment,Carbon and Low Alloy Steel for General Application,and Cobalt Alloy for High Strength at Elevated Temperatures1This standard is issued under the?xed designation A732/A732M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope1.1This speci?cation covers carbon and low-alloy steel castings made by the investment casting process.1.2Fifteen grades of steel and two cobalt alloy grades are covered(see Appendix).N OTE1—An investment casting is one that is produced in a mold, obtained by investing(surrounding)an expendable pattern with a refrac-tory slurry which is allowed to solidify.The expendable pattern may consist of wax,plastic,or other material and is removed by heating prior to?lling the mold with liquid metal.1.3The values stated in either inch-pound units or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets.The values stated in each system are not exact equivalents;therefore,each system must be used independently of the/doc/c19dff2d7375a417866f8fae.html bining values from the two systems may result in nonconformance with the speci?-cation.2.Referenced Documents2.1ASTM Standards:A370Test Methods and De?nitions for Mechanical Testing of Steel Products2A488/A488M Practice for Steel Castings,Welding,Quali-?cations of Procedures and Personnel3A941Terminology Relating to Steel,Stainless Steel,Re-lated Alloys,and Ferroalloys4E21Test Methods for Elevated Temperature Tension Tests of Metallic Materials5E30Test Methods for Chemical Analysis of Steel,Cast Iron,Open-Hearth Iron,and Wrought Iron6E94Guide for Radiographic Examination7E125Reference Photographs for Magnetic Particle Indica-tions on Ferrous Castings7E139Practice for Conducting Creep,Creep-Rupture,and Stress-Rupture Tests of Metallic Materials5E165Test Method for Liquid Penetrant Examination7E192Reference Radiographs for Investment Steel Castings for Aerospace Applications7E350Test Methods for Chemical Analysis of Carbon Steel, Low-Slloy Steel,Silicon Electrical Steel,Ingot Iron,and Wrought Iron6E446Reference Radiographs for Steel Castings up to2in.(51mm)in Thickness7E709Guide for Magnetic Particle Examination73.Ordering Information3.1Orders for material under this speci?cation should include the following information:3.1.1Description of the casting by part or pattern number or drawing,3.1.2ASTM designation and year of issue,3.1.3Grade of steel,3.1.4Quantity,3.1.5Options in the speci?cation(4.1,5.3,6.1,9.1,and 10.3),and3.1.6Supplementary requirements.4.Heat Treatment4.1Castings shall be supplied in the heat-treated condition with the exception of Grades21and31.Heat treatment shall be either annealing,normalizing and tempering,or quenching and tempering to obtain either the speci?ed properties or other properties that might be agreed upon within each grade.In this latter instance,Supplementary Requirement S19should be used.Grades21and31shall be supplied in the as-cast condition unless otherwise agreed upon.4.2Heat treatment shall be performed after the castings have been allowed to cool below the transformation range.1This speci?cation is under the jurisdiction of ASTM committee A01on Steel,Stainless Steel and Related Alloys and is the direct responsibility of SubcommitteeA01.18on Castings.Current edition approved Sept.10,2002.Published October2002.Originallypublished as A732–/doc/c19dff2d7375a417866f8fae.html st previous edition A732/A732M–98e1.2Annual Book of ASTM Standards,V ol01.03.3Annual Book of ASTM Standards,V ol01.02.4Annual Book of ASTM Standards,V ol01.01.5Annual Book of ASTM Standards,V ol03.01.6Annual Book of ASTM Standards,V ol03.05.7Annual Book of ASTM Standards,V ol03.03.1Copyright?ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.4.3De?nitions of terms relating to heat treatment shall be in accordance with Terminology A 941.5.Chemical Composition5.1The castings shall conform to the requirements for chemical composition speci?ed in Table 1and Table 2.5.2Cast or Heat Analysis —An analysis of each cast or heat shall be made by the manufacturer to determine the percent-ages of the elements speci?ed in Table 1and Table 2.The analysis shall be made from a test sample taken preferably during the pouring of the heat,or from a master heat (Note 2)which is remelted with only minor additions for deoxidization.The chemical composition determined from the heat or master heat shall be reported to the purchaser,or his representative,and shall conform to the requirements in Table 1.N OTE 2—A master heat is re?ned and alloyed metal of a single furnace charge,not exceeding 10000lb [4500kg].5.3Product-Check-Veri?cation Analysis —A product analy-sis may be made by the purchaser from material representing each heat,lot,or casting.The analysis shall be made on representative material.Due to the possibility of decarburiza-tion,carbon and alloy steel samples for carbon analysis shall be taken no closer than 1?4in.[6.4mm]to a cast surface exceptTABLE 1Chemical RequirementsGrade 1A2A,2Q 3A,3Q 4A,4Q 5N 6N7Q8QTypeLow Carbon IC 1020AMedium Carbon IC 1030Medium Carbon IC 1040Medium Carbon IC 1050Vanadium IC 6120Manganese Molybdenum IC 4020Chromium Molybdenum IC 4130Chromium Molybdenum IC 4140Carbon 0.15to 0.250.25to 0.350.35to 0.450.45to 0.550.30max 0.35max 0.25to 0.350.35to 0.45Manganese0.20to 0.600.70to 1.000.70to 1.000.70to 1.000.70to 1.00 1.35to 1.750.40to 0.700.70to 1.00Phosphorus,max0.040.040.040.040.040.040.040.04Sulfur,max 0.0450.0450.0450.0450.0450.0450.0450.045Silicon 0.20to 1.000.20to 1.000.20to 1.000.20to 1.000.20to 0.800.20to 0.800.20to 0.800.20to 0.80Nickel Chromium 0.80to 1.100.80to 1.10Molybdenum 0.25to 0.550.15to 0.250.15to 0.25Vanadium0.05to 0.15Residual Elements:Copper 0.500.500.500.500.500.500.500.50Nickel 0.500.500.500.500.500.50Chromium0.350.350.350.350.35Molybdenum +Tungsten 0.250.25Tungsten 0.100.100.100.250.100.10Total content of residual elements1.001.001.000.60 1.001.000.60 1.00Grade 9Q10Q11Q12Q 13Q14Q15A TypeChrome Nickel Molybdenum IC 4330Chrome Nickel Molybdenum IC 4340Nickel Molyb-denum IC 4620Chromium Vanadium IC 6150Chrome Nickel Molybdenum IC 8620Chrome Nickel Molybdenum IC 8630Chromium IC 52100Carbon 0.25to 0.350.35to 0.450.15to 0.250.45to 0.550.15to 0.250.25to 0.350.95to 1.10Manganese0.40to 0.700.70to 1.000.40to 0.700.65to 0.950.65to 0.950.65to 0.950.25to 0.55Phosphorus,max 0.040.040.040.040.040.040.04Sulfur,max 0.0450.0450.0450.0450.0450.0450.045Silicon 0.20to 0.800.20to 0.800.20to 0.800.20to 0.800.20to 0.800.20to 0.800.20to 0.80Nickel 1.65to 2.00 1.65to 2.00 1.65to2.000.40to 0.700.40to 0.70Chromium 0.70to 0.900.70to 0.900.80to 1.100.40to 0.700.40to 0.70 1.30to 1.60Molybdenum 0.20to0.300.20to0.300.20to 0.300.15to0.250.15to0.25Vanadium0.15minResidual Elements:Copper 0.500.500.500.500.500.500.500.500.50Chromium0.35Molybdenum +Tungsten 0.10Tungsten 0.100.100.100.100.100.10Total content of residual elements0.60 1.00 1.001.001.00 1.000.60AInvestment Casting (IC)numbers are to be used only for nomenclature comparison.TABLE 2Chemical Requirements-Cobalt AlloysTypeGrade 21Grade 31Carbon0.20–0.300.45–0.55Manganese,max. 1.00 1.00Silicon,max 1.00 1.00Phosphorus,max 0.0400.040Sulfur,max 0.0400.040Chromium 25.0–29.024.5–26.5Nickel 1.7–3.89.5–11.5Cobalt remainder remainderMolybdenum 5.0–6.0...Tungsten ...7.0–8.0Vanadium......Columbium +Tantalum......Nitrogen ......Iron,max. 3.00 2.00Boron0.007max0.005–0.015that castings too thin for this shall be analyzed on representa-tive material.The chemical composition thus determined shall meet the requirements speci? ed in Table1and Table2.5.4Referee Analysis—Test methods E30and E350shall be used for reference purposes.When a comparison is made between the heat analysis and product analysis,the reproduc-ibility data,R2,in the precision statement of test methods E350shall be used as a guide.6.Workmanship,Finish,and Appearance6.1The castings shall conform substantially to the shapes and sizes indicated by the patterns and drawings submitted by the purchaser.Casting tolerances or deviations from drawing dimensions shall be agreed upon between the purchaser and the manufacturer and shall be on the drawing.7.Quality Assurance7.1The surface of the casting shall be examined visually and shall be free of adhering refractory,scale,cracks,hot tears, and other injurious imperfections.Castings may have a gate evidence of0.03in.[0.8mm]maximum on surfaces subject to subsequent machining and0.01in.[0.3mm]maximum on the surfaces not subject to machining.7.2When additional inspection is desired,Supplementary Requirements S4,S5,or S6may be ordered.7.3The castings shall not be peened or plugged or impreg-nated to stop leaks.8.Repair by Welding8.1Repairs shall be made using procedures and welders quali?ed under Practice A488/A488M.8.2Welding shall be accomplished with a?ller metal that produces a weld deposit with a chemical composition similar to the casting.Castings ordered in the annealed condition or for subsequent hardening shall be annealed after weld repairs. Castings ordered heat treated shall be tempered in accordance with the quali?ed welding procedure after weld repairs with the exception of Grades1A and2A where postheat treatment is optional.8.3Welds shall be inspected to the same quality standards as are used to inspect the castings.9.Inspection9.1The manufacturer shall afford the purchaser’s inspector all reasonable facilities necessary to satisfy him that the material is being produced and furnished in accordance with this speci?cation.Foundry inspection by the purchaser shall not interfere unnecessarily with the manufacturer’s operations. All tests and inspections with the exception of product analysis (see5.3)shall be made either at the place of manufacture or a laboratory with the capability to perform analyses or mechani-cal tests to the applicable ASTM speci?cations.10.Rejection and Rehearing10.1Any rejection based on tests made in accordance with 5.3shall be reported to the manufacturer within30days from receipt of samples by the purchaser.10.2Material that shows injurious defects subsequent to its acceptance at the manufacturer’s works may be rejected,and the manufacturer shall be noti? ed.10.3Castings rejected in accordance with this speci?cation shall be made available to the manufacturer for his review and concurrence.11.Certi?cation11.1Upon request of the purchaser in the contract or order,a manufacturer’s certi?cation that the material was manufac-tured and tested in accordance with the speci?cation(including year date),together with a report of the test results,shall be furnished at the time of shipment.12.Product Marking12.1Castings shall be marked for identi?cation as agreed upon by the manufacturer and the purchaser.13.Keywords13.1alloy steel;carbon steel;cobalt alloys;investment castings;steel castingsSUPPLEMENTARY REQUIREMENTSOne or more of the following supplementary requirements shall be applied only when speci?ed by the purchaser in the inquiry or order.Details of these supplementary requirements shall be agreed upon in writing by the manufacturer and the purchaser.S1.Residual ElementsS1.1The manufacturer shall determine the percentage of residual elements shown in Table1and Table2and report these results to the purchaser or his representative.S3.Tension Test(Castings Heat-Treated byManufacturer)S3.1.Tensile properties shall be determined from material representing each heat.The bar from which the test specimen is taken shall be heat-treated with production castings to the same procedure as the castings it represents.The results shall conform to the requirements speci?ed in Table3,or to properties agreed upon,and shall be reported to the purchaser or his representative.S3.2The test specimens shall be cast in the same type mold as the casting.They may be cast to shape or machined from blocks.The specimens shall be machined to dimensions in accordance with Test Methods and De?nitions A370or the ICI bar shown in Fig. 1.Tension tests shall be performed in accordance with Test Methods and De?nitions A370.S3.3If the results of the mechanical test for any heat do not conform to the requirements speci?ed,the castings may be reheat-treated and retested.If any test specimen shows defec-tive machining or develops ?aws,it may be discarded,and another specimen substituted from the same heat.S4.Magnetic Particle InspectionS4.1The casting shall be examined by magnetic particle inspection.The method of performing the magnetic particle test shall be in accordance with Practice E 709.The types and degrees of discontinuities considered may be judged by refer-ence Photographs E 125.The extent of the examination and the basis for acceptance shall be subject to agreement between the manufacturer and the purchaser.S5.Radiographic InspectionS5.1The casting shall be examined for internal defects by means of X rays or gamma rays.The inspection procedure shallbe in accordance with Guide E 94,and the types and degrees of defects considered shall be judged by Reference Radiographs E 446or E 192.The extent of examination and the basis of acceptance shall be subject to agreement between the manu-facturer and the purchaser.S6.Liquid Penetrant Inspection S6.1The casting shall be examined by liquid penetrant inspection.The method of performing the liquid penetrant test shall be in accordance with Practice E 165.The extent of the examination,the methods and types of penetrants to be used,the developing procedure,and the basis for acceptance shall be subject to agreement between the manufacturer and the pur-chaser.There are no ASTM reference standards for investment castings for liquid penetrant examination.TABLE 3Tensile RequirementsGradeTensile strength,minYield strength,minElongation,in 2-in.[50-mm]or 4diametersHeat Treatmentksi[MPa]ksi [MPa]1A 60[414]40[276]24A A 2A 65[448]45[310]25A 2Q 85[586]60[414]10Qt B 3A 75[517]48[331]25A 3Q 100[689]90[621]10Qt 4A90[621]50[345]20A 4Q 125[862]100[689]5Qt 5N 85[586]55[379]22Nt C 6N 90[621]60[414]20Nt 7Q 150[1030]115[793]7Qt 8Q 180[1241]145[1000]5Qt 9Q 150[1030]115[793]7Qt 10Q 180[1241]145[1000]5Qt 11120[827]100[689]10Qt 12Q 190[1310]170[1172]4Qt 13Q 105[724]85[586]10Qt 14Q150[1030]115[793]7Qt 15A D...............AA Annealed.BQuenched and tempered.CNormalized and tempered.DHardness Rockwell B,100max.Metric Equivalentsin.[mm]0.005[0.15]![3]0.252[6.40]0.375[9.50]0.385[9.75]9?16[15]1?[30]3[75]FIG.1Design and Dimensions of the ICI TestBarS19.Mechanical PropertiesS19.1Mechanical properties other than those speci?ed in Table3may be ordered for each of the grades.The properties shall be agreed upon between the manufacturer and the purchaser.S25.Tension Test(Castings Heat-Treated by Purchaser) S25.1The manufacturer shall heat-treat a tension specimen from the same heat to determine whether the castings are capable of being heat-treated to the speci?ed properties.The results shall conform to the requirements speci?ed in Table3, or to properties agreed upon,and shall be reported to the purchaser or his representative.S25.2The test specimens shall be cast in the same type mold as the casting.They may be cast to shape or machined from blocks.The specimen shall be machined to dimensions in accordance with Test Methods and De?nitions A370or the ICI bar shown in Fig. 1.Tension tests shall be performed in accordance with Test Methods and De?nitions A370.S25.3If the results of the mechanical test for any heat do not conform to the requirements speci?ed,an additional test bar may be reheat-treated and retested,but no more than two retests shall be permitted.If any test specimen shows defective machining or develops?aws,it may be discarded and another specimen substituted from the same heat.S26.High Temperature Tension TestS26.1High-temperature tension tests shall be required when speci?ed in the inquiry,contract,or order.When so speci?ed, the properties obtained shall be reported to the purchaser or his representative and shall conform to the requirements pre-scribed in Table S26.1.The tension test shall be performed in accordance with Test Methods E21.S27.Stress Rupture TestS27.1Stress rupture tests shall be required when speci?ed in the inquiry,contract,or order.When so speci?ed,the properties obtained shall be reported to the purchaser or his representative and shall conform to the requirements pre-scribed in Table S27.1.The stress rupture test shall be performed in accordance with Practice E139.TABLE S26.1Elevated-Temperature Tensile RequirementsGrade2131Condition as cast as castTest temperature:°F15001500°C820820Tensile strength,min:ksi52.055.0MPa360380Elongation in4D,min,%1010APPENDIX(Nonmandatory Information)X1.GUIDE TO CLASSIFICATION OF COBALT ALLOY CASTINGSX1.1This guide is appended to the speci?cation as a source of information;it is not mandatory and does not form a part of the speci?cation.X1.1.1This speci?cation itself is intended to provide both the manufacturer and the purchaser of alloy castings with a means of production control on the basis of acceptance through mutually acceptable,sound,standard requirements.X1.1.2This guide has been prepared as an aid to prospec-tive users of alloy castings covered by the speci?cation in determining the classi?cation best suited for a particular application with due consideration to the particular require-ments for that application.X1.2Stress for Design —The old method of basing design calculations on 50%of the limiting creep stress is conserva-tive,but it is relatively crude and has the disadvantage that the resulting stress values do not have a consistent relation to life expectancy.Design with the stress that should produce rupture in 100000h is frequently satisfactory,though it should be recognized that this is an extrapolated value and provides no assurance that the installation will actually endure for this time.Among the factors that can result in shorter life are reduction of the effective cross-sectional area by hot-gas corrosion,thermal stresses superimposed on the normal working stresses,and /doc/c19dff2d7375a417866f8fae.html ually overheating is the most serious of these,since in general a 200°F [110°C]increase in temperature will cut the rupture strength in half.X1.3Grade 21(Cobalt-base—27%Cr,5.5%Mo,2.8%Ni):X1.3.1This grade is resistant to oxidizing and reducing atmospheres at temperatures up to 2100°F [1150°C].The alloy has good strength at elevated temperatures and is used in many applications where resistance to thermal shock is important.The alloy can be produced as sand,shell,or investment castings.X1.3.2Composition —This grade is of the austenitic,solid solutioning type and possesses its basic strength characteristics without the need of heat treatment.However,the alloy is so designed that aging occurs in the 1300to 2100°F [700to 1150°C]range by the formation of carbides,thus strengthening the alloy in service.The high chromium imparts the excellent oxidation resistance of the alloy and contributes,along with the molybdenum,to the strength of the alloy.X1.3.3Mechanical Properties —This grade can be used for applications of high stress up to 1500°F [815°C]and moderate strength requirements to 2100°F [1150°C].The average as-cast tensile strength at 1500°F is 62000psi [430MPa]with 16%elongation.The alloy exhibits good impact strength even in the age-strengthened condition.The average charpy V -notch im-pact strength after aging is above 20ft·lb [27J]in the 1200to 1800°F [650to 980°C]range.Table X1.1contains typical stress-rupture data for this alloy.X1.3.4Applications —This grade can be used for applica-tions of high stress up to 1500°F and for moderate strengthTABLE S27.1Stress Rupture RequirementsGrade2131Conditionas cast as cast Test temperature:°F 15001500°C 820820Stress:ksi 23.030.0MPa160205Rupture life,min,h1515Elongation in 4D ,min,%55TABLE X1.1Typical Stress-Rupture Data for Grade 21Test Temperature Average Initial Stress for Rupture °F°C10h100h500h1000hPsiMPa Psi MPa Psi MP[a Psi MPa 140076042000290240001651800012415000103150081527500189190001311500010313500931700925170001171300090108007410000691800 9801250086940065770053700048requirements up to2100°F.In the past,it has been used successfully for gas turbine blades and vanes,as well as for turbosupercharger blading applications.X1.4Grade31(Cobalt-base—25.5%Cr,10.5%Ni,7.5% W):X1.4.1This grade has been one of the most useful high-temperature alloys in the past.The alloy is used for high-strength applications toabout1500°F[815°C]and moderate-strength applications to1800°F[980°C].It has excellent oxidation resistance,thermal shock resistance,and fatigue life. The alloy can be produced as a sand,shell,or investment casting.X1.4.2Composition—This grade is the austenitic,solid solutioning type and possesses its basic strength characteristics without the need of heat treatment.However,the alloy is so designed that aging and strengthening occur in service through the precipitation of carbides.Also,it is sometimes necessary to employ a solution heat-treatment for heavy sections of castings to develop optimum strength.X1.4.3Mechanical Properties—Until the introduction of the vacuum-melted nickel-base,precipitation-hardening alloys, the solid solution cobalt-base alloys were considered the stronger of the available engineering materials for high tem-perature applications.At1500°F[815°C]this grade has an average as-cast tensile strength of63200psi[43.5MPa]and an elongation of15%.The combination of strength with high ductility is an advantage over other alloys which exhibit ductilities in the order of5%or less.Table X1.2contains typical stress-rupture data for this alloy.X1.4.4Applications—This grade can be used for applica-tions of high stress up to1500°F[816°C]and for moderate strength requirements upto2100°F[1149°C].In the past,it has been used extensively for blading and vanes for gas turbine andturbosuperchargers.SUMMARY OF CHANGESCommittee A01has identi?ed the location of selected changes to this standard since the last issue (D 732/D 732M –98e 1)that may impact the use of this standard.(1)Added tungsten to Table 1.(2)Changed “unspeci?ed elements”to “residual elements”in Table 1.(3)Changed signi?cant ?gures in Table 2.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this/doc/c19dff2d7375a417866f8fae.html ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every ?ve years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@/doc/c19dff2d7375a417866f8fae.html (e-mail);or through the ASTM website(/doc/c19dff2d7375a417866f8fae.html ).TABLE X1.2Typical Stress-Rupture Data for Grade 31Test Temperature Average Initial Stress for Rupture °F°C10h100h500h1000hPsiMPa Psi MPa Psi MPa Psi MPa 1350730490003384400030340000276390002691500815330002282700015923000159220001521700925200001381700011715400106145001001800 980130009011300781020070980068。
铸钢铸钢(cast steel)用以浇注铸件的钢。
铸造合金的一种。
铸钢分为铸造碳钢、铸造低合金钢和铸造特种钢3类。
①铸造碳钢。
以碳为主要合金元素并含有少量其他元素的铸钢。
含碳小于0.2%的为铸造低碳钢,含碳0.2%~0.5%的为铸造中碳钢,含碳大于0.5%的为铸造高碳钢。
随着含碳量的增加,铸造碳钢的强度增大,硬度提高。
铸造碳钢具有较高的强度、塑性和韧性,成本较低,在重型机械中用于制造承受大负荷的零件,如轧钢机机架、水压机底座等;在铁路车辆上用于制造受力大又承受冲击的零件如摇枕、侧架、车轮和车钩等。
②铸造低合金钢。
含有锰、铬、铜等合金元素的铸钢。
合金元素总量一般小于5%,具有较大的冲击韧性,并能通过热处理获得更好的机械性能。
铸造低合金钢比碳钢具有较优的使用性能,能减小零件质量,提高使用寿命。
③铸造特种钢。
为适应特殊需要而炼制的合金铸钢,品种繁多,通常含有一种或多种的高量合金元素,以获得某种特殊性能。
例如,含锰11%~14%的高锰钢能耐冲击磨损,多用于矿山机械、工程机械的耐磨零件;以铬或铬镍为主要合金元素的各种不锈钢,用于在有腐蚀或650℃以上高温条件下工作的零件,如化工用阀体、泵、容器或大容量电站的汽轮机壳体等。
[编辑本段]铸钢钢冶炼后材质的变化特点304 316铸钢是目前应用最为广泛的不锈钢,304,C≤0.08 Ni8.00~10.00 Cr18.00~20.00,Mn<=2.0Si<=1.0 S<=0.030 P<=0.035304LC≤0.03其他的元素与304相同304 316是奥氏体铸钢,无磁性的,430 403 410 这些是奥氏体-铁素体不锈钢有磁性。
铸铁英文名:cast iron含碳量在2%以上的铁碳合金。
工业用铸铁一般含碳量为2%~4%。
碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。
除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。
合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。
铸件材料及其熔炼1铸造碳钢我国多年来沿用的是以钢的含碳量作为分级的标准。
表1列出铸造碳钢的国家标准中,关于钢的牌号,化学成份和机械性能的要求,牌号中的“ZG"表示铸钢,其后的数字表示钢中碳的重量分数的公称值,以万分之几表示。
铸造碳钢依其杂质元素磷和硫含量的高低而分为三级,磷和硫单项质量分数各低于0.04%的特质(Ⅰ级)钢;低于0.05%的优质(Ⅱ级)钢.低于0.06%的为普通(Ⅲ级)钢。
表1 铸造碳钢的牌号、化学成分及机械性能一般工程用铸造碳钢的标准(GB5676-85)将铸造碳钢按照室温下的机械性能分为5个牌号,即ZG200-400、ZG230-450、ZG270-500、ZG310-570和ZG340-640。
对钢中的基本化学成分只规定其质量分数的上限,对钢中残余合金元素的限制比较宽。
2铸造低合金钢2.1 通用铸造低合金钢系列钢种在机械制造中,通用的铸造低合金钢主要包括锰系、铬系和镍系三个系列。
这些系列钢种是在铸造碳钢的成分基础上进行合金化,并通过相就的热处理,以获得比铸造钢更高的常温机械性能的。
1)锰系低合金钢以锰作为主要合金化元素,而以硅、钼等作为辅助强化元素,构成锰钢、锰硅钢、锰硅铬钢和锰钼钢。
2)铬系低合金钢以铬作为主要合金化元素,而以钼、镍等作辅助强化元素,构成铬钢,铬镍钢。
3)镍系低合金钢以镍作为主要合金化元素,而以铬或与作辅化元素构成镍钢、镍铬钢、镍铬钼系钢种。
2.2 具有特殊性能和用途的低合金钢种根据对铸件提出的特殊使用性能要求,进行钢的合金设计,即是有专门用途的铸造低合金钢种,其中包括用于厚大截面而又不允许淬火处理的析出强化型低合金钢,耐热用低合金钢,低温用低合金钢以及抗磨用低合金钢等。
3 铸造高合金钢在铸造高合金钢中,加入有合金元素总量在10%(质量分数)以上,加入的合金元素可以是一种,两种,或更多种。
钢中含有大量合金元素后,组织发生了根本的变化。
使得钢具有特殊的使用性能,例如ωMn=13%的奥氏体高锰钢,具有很高的抗冲击磨损的性能,又如ωcr=18%、ωNi=的奥氏体不锈钢,具有很好的耐腐性能等,因此,高合金铸钢实际上是特种铸钢。
大型铸件用低合金铸钢的牌号及化学成分(摘自JB/T 6402—1992)(1)中国GB标准一般工程用碳素铸钢|[GB/T 11352—1989]a. 一般工程用碳素铸钢的钢号与化学成分,见表5-1。
表5-1 一般工程用碳素钢的钢号与化学成分 (质量分数) (%)钢号旧钢号 C Si Mn P≤ S≤残余元素(≤)ZG200-400 ZG15 <= <= <= Cr<=<=<=<=<=ZG230-450 ZG25 <= <= <=ZG270-500 ZG35 <= <= <=ZG310-570 ZG45 <= <= <=ZG340-640 ZG55 <= <= <=①实际碳含量上限每减少ω(C)% ,允许实际锰含量上限超出ω(Mn)%。
对ZG200-400的锰含量ω(Mn)%,其余4个钢号的锰含量最高为 %。
②残余元素总含量不得超过%;如需方无要求,残余元素可不作分析。
b. 一般工程用碳素钢的力学性能,见表5―2。
表5-2 一般工程用碳素钢的力学性能钢号热处理力学性能(不小于)正火或退火温度 / ℃回火温度/ ℃σ/MPa σ/MPa δ(%) ψ (%) AKVJ Akv/(J/cm2)ZG200-400 920-940 ------ 400 200 25 40 30ZG230-450 890-910 620-680 450 230 22 32 25ZG270-500 880-900 620-680 500 270 18 25 22ZG310-570 870-890 620-680 570 310 15 21 15ZG340-640 840-860 620-680 640 340 10 18 10①表中为室温力学性能,适于厚度<=100mm的铸件②伸长率和冲击吸收功Akv根据双方协议选择。
大型铸件用低合金铸钢的牌号及化学成分(摘自JB/T 6402—1992)(1)中国GB标准一般工程用碳素铸钢|[GB/T 11352—1989]a. 一般工程用碳素铸钢的钢号与化学成分,见表5-1。
表5-1 一般工程用碳素钢的钢号与化学成分 (质量分数) (%)钢号旧钢号 C Si Mn P≤ S≤残余元素(≤)ZG200-400 ZG15 <=0.20 <=0.50 <=0.80 0.040 0.040 Cr<=0.35Ni<=0.30Mo<=0.20Cu<=0.30V<=0.05ZG230-450 ZG25 <=0.30 <=0.50 <=0.90 0.040 0.040ZG270-500 ZG35 <=0.40 <=0.50 <=0.90 0.040 0.040ZG310-570 ZG45 <=0.50 <=0.60 <=0.90 0.040 0.040ZG340-640 ZG55 <=0.60 <=0.60 <=0.90 0.040 0.040①实际碳含量上限每减少ω(C)0.01% ,允许实际锰含量上限超出ω(Mn)0.04%。
对ZG200-400的锰含量ω(Mn)1.00%,其余4个钢号的锰含量最高为 1.20%。
②残余元素总含量不得超过1.00%;如需方无要求,残余元素可不作分析。
b. 一般工程用碳素钢的力学性能,见表5―2。
表5-2 一般工程用碳素钢的力学性能钢号热处理力学性能(不小于)正火或退火温度 / ℃回火温度/ ℃σ/MPa σ/MPa δ(%) ψ (%) AKVJ Akv/(J/cm2)ZG200-400 920-940 ------ 400 200 25 40 30 6.0ZG230-450 890-910 620-680 450 230 22 32 25 4.5ZG270-500 880-900 620-680 500 270 18 25 22 3.5ZG310-570 870-890 620-680 570 310 15 21 15 3.0ZG340-640 840-860 620-680 640 340 10 18 10 2.0①表中为室温力学性能,适于厚度<=100mm的铸件②伸长率和冲击吸收功Akv根据双方协议选择。
如需方无要求,由供方选择其中之一。
③屈服点或屈服强度。
C.一般工程用碳素钢的性能与用途,见表5-3。
表 5。
3 一般工程用碳素钢的性能与用途钢号性能特点用途举例ZG200-400 低碳铸钢,强度和硬度较低,韧性与塑性好,低温冲击韧度高,脆性转变温度低,导电、电磁性能好,焊接性良好,但铸造性能差用作受力不大、要求冲击韧度的各种机械零件,如机座、变速箱客等ZG230-450 用作受力不大、要求冲击韧度的各种机械零件,如砧座、轴承盖、外壳、犁柱、阀体等ZG270-500 中碳铸钢,强度和硬度较好,有一定韧性与塑性,切削加工性能良好,焊接性尚可,铸造性能比低碳钢用作轧钢机架、轴承座、连杆、箱体、横梁、曲拐、缸体等ZG310-570 用于载荷较高的耐磨零件,如辊子、缸体、制劳轮、大齿轮等ZG340-640 高碳素钢,强度、硬度和耐磨性均高,但韧性、塑性低,铸造行能差,裂纹敏感性大用作齿轮、棘轮、叉头等(2)中国GB标准焊接结构用碳素铸钢[GB/T 7659--1987]a. 焊接结构用碳素铸钢的钢号与规定的化学成分,见表5―4表 5-4焊接结构用碳素铸钢的钢号与规定的化学成分(质量分数)(%)钢号 C Si Mn P ≤ S ≤残余元素≤ZG200-400H ≤0.20 ≤0.50 0.80 0.040 0.040 Cr ≤0.30Ni≤0.30Mo≤0.15Cu≤0.30V≤0.05ZG230-450H ≤0.20 ≤0.50 1.20 0.040 0.040 ZG275-485H ≤0.25 ≤0.50 1.20 0.040 0.040①钢号后缀字母“H”表示焊接用钢。
②实际碳含量上限每减少ω(C)0.01%,允许实际锰含量上限超出ω(C)0.04%,但总超出量不得大于ω(Mn)0.20%③残余元素含量不得超过ψ(总含量)0.80%。
b. 焊接结构用碳素铸钢主要化学成分推荐的控制范围,见表5-5。
表 5-5 焊接结构用碳素铸钢主要化学成分推荐控制范围(质量分数)(%)钢号 C Si Mn 残余元素总和碳当量有碳当量要求时得成本控制范围ZG200-400HZG230-450H——≤0.80≤1.20≤1.20 ≤0.40≤0.40≤0.40 ≤0.38≤0.42≤0.46无碳当量要求时得成本控制范围ZG200-400HZG200-400H 0.17-0.200.20-0.25 0.20-0.500.20-0.50 1.00-1.201.00-1.20 ≤0.80≤0.80 ——碳当量计算公式:CE(%)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15,此公式已为国际焊接学会和美国ASTM学会采用。
c. 焊接结构用碳素铸钢的力学性能,见表5-6。
表 5-6 焊接结构用碳素钢的力学性能钢号拉伸性能(不小于)冲击性能(不小于)σb /MPa σs / Mpa δ(%) ψ(%) AKV/J aKU/(J/cm2)ZG200-400H 400 200 25 40 30 59ZG230-450H 450 230 22 35 25 44ZG275-485H 485 275 20 35 22 34(3)中国JB标准熔模铸造用碳素钢件(JB/T 5100--1991)a. 熔模铸造用碳素钢件的钢号与化学成分,见表 5-7。
表 5—7熔模铸造用碳素钢件的钢号与化学成分(质量分数)(%)钢号 C Si Mn P≤ S≤残余元素(≤)RZG200--400 ≤0.20 ≤0.50 0.80 0.040 0.040 Cr≤0.35Ni≤0.30Mo≤0.20Cu≤0.30V<=0.05RZG230--450 ≤0.30 ≤0.50 0.90 0.040 0.040RZG270--500 ≤0.40 ≤0.50 0.90 0.040 0.040RZG310--570 ≤0.50 ≤0.50 0.90 0.040 0.040RZG340--640 <=0.60 <=0.50 0.90 0.040 0.040①实际谈含量上限每减少ω(C)0.01%,允许实际锰含量上限超出ω(Mn)0.04%;对RZG200-400锰含量ω(Mn)<=1.00%,其余4个刚号锰含量ω(Mn)<=1.20%②残余元素含量不得超过ω(残余总含量)1.00%;如需方无要求,残余元素可不作分析。
B.熔模铸造用炭素铸钢件的力学性能,见5-8。
表5-8熔模铸造用炭素铸钢件的力学性能钢号σb /MPa σ0.2 /MPa δ(%) ψ(%) AKV/J aKU/(J/cm2)不小于不小于RZG200--400 400 200 25 40 30 6.0RZG230--450 450 230 22 32 25 4.5RZG270--500 500 270 18 25 22 3.5RZG310--570 570 310 15 21 15 3.0RZG340--640 640 340 10 18 10 2.0①根据试验结果确定σsσ0.2。
(4)国GB标准一般工程与结构用低合金铸钢[GB/T14408—1993]a.一般工程与结构用低合金铸钢标准规定的磷、硫含量和力学性能,见表5-9。
b.一般工程与结构用低合金铸钢的化学成分实例,见表5-10c.一般工程与结构用低合金铸钢的力学分析性能实例,见表5—11。
般工程与结构用低合金铸钢标准规定的磷、硫含量和力学性能(质量分数)(%)钢号磷、硫含量力学性能(不小于)P≤ S≤σb/Mpa σs 或σ0.2/Mpa δ5(%) φ(%)ZGD270-480 0.040 0.040 480 270 18 35ZGD290-510 0.040 0.040 510 290 16 35ZGD345-570 0.040 0.040 570 345 14 35ZGD410-620 0.040 0.040 620 410 13 35ZGD535-720 0.040 0.040 720 535 12 30ZGD650-830 0.040 0.040 830 650 10 25ZGD730-910 0.035 0.035 910 730 8 22ZGD840-1030 0.035 0.035 1030 840 6 20注:该标准中化学成分的其他元素含量未作规定。
除非供需双方另有协定,一般低合金铸钢的化学成分由供方确定。
表5-10 一般工程与结构用低合金铸钢的化学成分实例(质量分数)(%)牌号 No C Si Mn P S Cr Ni Mo 其他ZGD290-510 3 0.23 0.60 1.00~1.50 0.025 0.025 0.30 0.40 0.15 —4 0.15~0.20 0.30~0.60 0.50~0.80 0.040 0.040 1.20~1.50 — 0.45~0.55 —ZGD345-570 5 0.30~0.40 0.50~0.75 0.60~1.20 0.030 0.030 0.50~0.80 ——6 0.25~0.35 0.60~0.80 1.10~1.40 0.040 0.040 ——— Cu0.33Al 0.01ZGD410-620 7 0.20 0.75 0.40~0.70 0.040 0.040 4.00~6.00 0.40 0.45~0.65 Cu0.30 8 0.22~0.30 0.50~0.80 1.30~ZGD730-910 13 0.25~0.35 0.30~0.60 0.90~1.50 0.040 0.040 0.30~0.90 1.60~2.00 0.15~0.35 —14 0.10~0.18 0.20~0.40 0.30~0.55 0.030 0.030 1.20~1.70 1.40~1.80 0.20~0.30 Cu 0.30V 0.03~0.15ZGD840-1030 15 0.30~0.38 — 0.70~0.90 0.040 0.040 0.40~0.60 0.60~0.80 0.17~0.25 —16 0.22~0.34 0.30~0.60 0.30~0.80 0.025 0.025 0.5~1.3 0.5~3.0 0.2~0.7 Cu 0.4表5-11 一般工程与结构用低合金铸钢的力学性能实例钢号 No 热处理力学性能(不小于)硬度HBSσb/MPa σ0.2/MPa δ5(%) φ (%) AKV/ JZGD270-480 1 正火+675℃回火 485 275 20 35 ——2 正火+回火 483 276 18 35 ——ZGD290-510 3 正火+回火 510 295 14 30 39 1564 正火+回火 540 295 15 35 39ZGD345-570 5 二次正火+回火 590 345 14 30 — 2176 正火+回火 590 345 14 25 ——ZGD410-620 7 调质 620 420 13 — 25 179~2258 正火+回火 622 416 22 45 44.1 179~241ZGD535-720 9 正火+回火 736 539 13 30 — 21210 正火+回火 725 550 18 30 41 —ZGD650-830 11 调质 835 685 13 45 35 269~30212 调质 850 680 12 25 22 260ZGD730-910 13 淬火+回火 981 784 9 20 ——14 淬火+回火 1000 750 10 20 ——ZGD840-1030 15 淬火+回火 1050 875 9 22 ——16 退火+淬火+回火 1060 880 8 30 — 262~321。