焊接工艺卡标准
- 格式:xls
- 大小:164.50 KB
- 文档页数:6
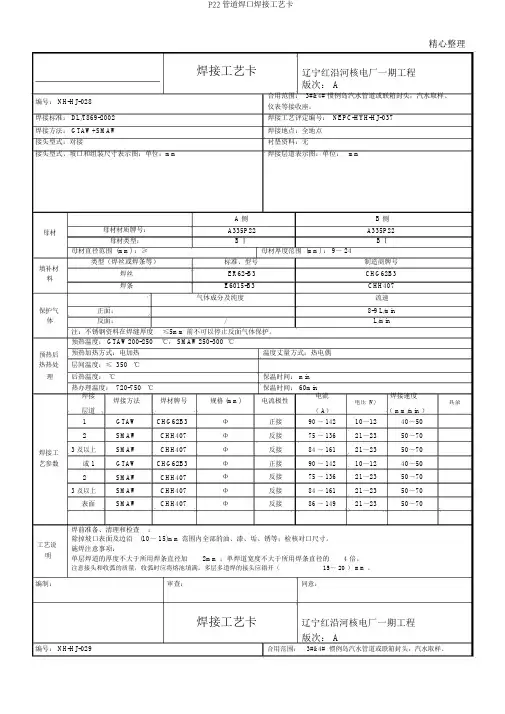
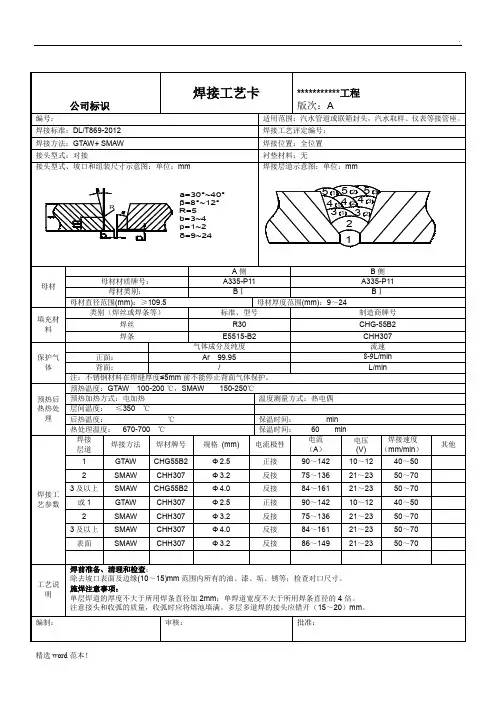
精心整理焊接工艺卡辽宁红沿河核电厂一期工程版次: A编号: NH-HJ-028合用范围: 3#&4# 惯例岛汽水管道或联箱封头,汽水取样、 仪表等接收座。
焊接标准: DL/T869-2002 焊接工艺评定编号: NEPC-HYH-HJ-037焊接方法: GTAW+SMAW 焊接地点:全地点接头型式:对接衬垫资料:无接头型式、坡口和组装尺寸表示图:单位:mm焊接层道表示图:单位: mmA 侧B 侧母材母材材质牌号:A335P22A335P22母材类型:B ⅠB Ⅰ母材直径范围 (mm) :≥母材厚度范围 (mm) : 9~ 24填补材 类型(焊丝或焊条等)标准、型号 制造商牌号焊丝ER62-B3CHG62B3料焊条E6015-B3CHH407气体成分及纯度流速保护气 正面:8-9 L/min体反面:/L/min注:不锈钢资料在焊缝厚度 ≤5mm 前不可以停止反面气体保护。
预热温度: GTAW200-250℃, SMAW250-300 ℃预热后 预热加热方式:电加热温度丈量方式:热电偶热热处 层间温度:≤ 350 ℃理后热温度: ℃保温时间: min热办理温度: 720-750 ℃保温时间: 60min焊接焊接方法 焊材牌号规格 (mm)电流极性电流焊接速度层道 ( A ) 电压 (V)其余( mm/min )1 GTAW CHG62B3 Φ 正接 90 ~ 142 10~12 40~502SMAW CHH407 Φ 反接 75 ~ 136 21~23 50~70 焊接工 3 及以上SMAW CHH407 Φ 反接84 ~ 161 21~23 50~70 或 1 GTAW CHG62B3 Φ90 ~ 142 10~12 40~50 艺参数正接 2 SMAW CHH407 Φ 反接 75 ~ 136 21~23 50~70 3 及以上SMAW CHH407 Φ 反接 84 ~ 161 21~23 50~70表面SMAWCHH407Φ反接86 ~ 14921~2350~70工艺说明焊前准备、清理和检查 :除掉坡口表面及边沿 (10~ 15)mm 范围内全部的油、漆、垢、锈等;检核对口尺寸。
焊接工艺卡
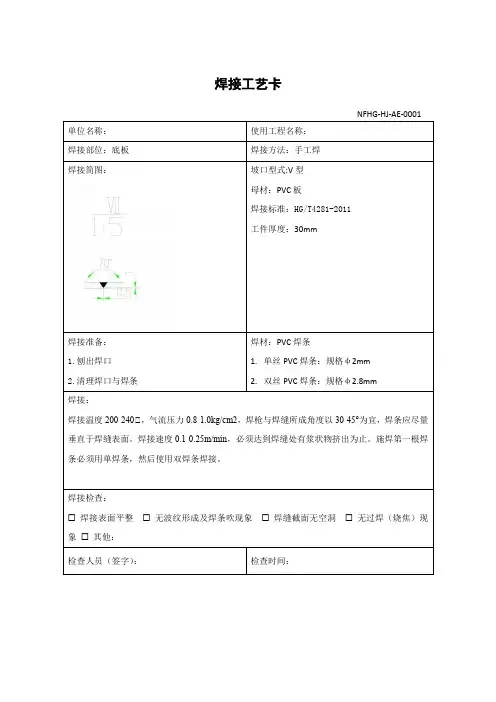
NFHG-HJ-AE-0001单位名称:使用工程名称:
焊接部位:底板焊接方法:手工焊
焊接简图:坡口型式:V型
母材:PVC板
焊接标准:HG/T4281-2011
工件厚度:30mm
焊接准备:
1.刨出焊口
2.清理焊口与焊条焊材:PVC焊条
1.单丝PVC焊条:规格φ2mm
2.双丝PVC焊条:规格φ2.8mm
焊接:
焊接温度200-240℃,气流压力0.8-1.0kg/cm2,焊枪与焊缝所成角度以30-45°为宜,焊条应尽量垂直于焊缝表面。
焊接速度0.1-0.25m/min,必须达到焊缝处有浆状物挤出为止。
施焊第一根焊条必须用单焊条,然后使用双焊条焊接。
焊接检查:
☐焊接表面平整☐无波纹形成及焊条吹现象☐焊缝截面无空洞☐无过焊(烧焦)现象☐其他:
检查人员(签字):检查时间:
焊接工艺卡焊接简图:。
焊接工艺卡
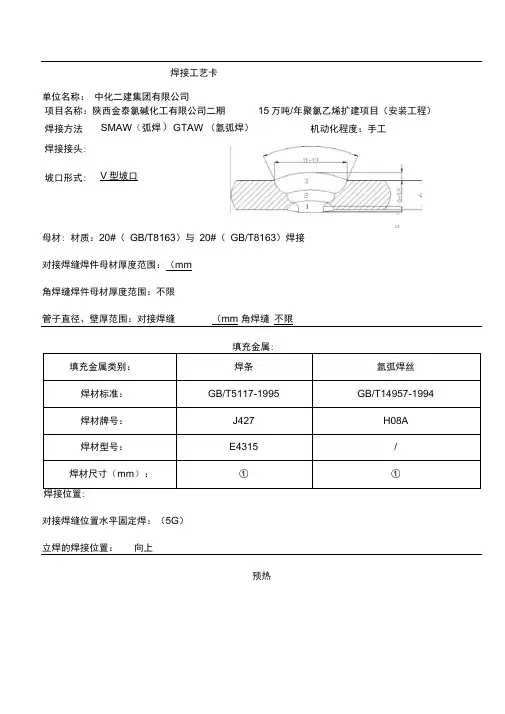
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)焊接方法SMAW(弧焊)GTAW (氩弧焊)机动化程度:手工
焊接接头:
坡口形式: V型坡口
U'
LT
母材: 材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:(mm
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝(mm 角焊缝不限
填充金属:
填充金属类别:焊条氩弧焊丝焊材标准:GB/T5117-1995 GB/T14957-1994 焊材牌号:J427 H08A
焊材型号:E4315 / 焊材尺寸(mm):①①
焊接位置:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热。
焊接工艺卡标准范文一、背景介绍焊接工艺卡是制定焊接工艺的重要文件,它规定了焊接工艺参数和操作要求,能够指导焊接操作人员正确进行焊接工作。
本文将以标准格式给出焊接工艺卡的范文。
二、焊接工艺卡的格式焊接工艺卡应按照以下格式编写:1. 标题:焊接工艺卡2. 项目编号:(填写具体的项目编号)3. 项目名称:(填写具体的项目名称)4. 编制单位:(填写具体的编制单位)5. 审核单位:(填写具体的审核单位)6. 有效期限:(填写具体的有效期限)三、焊接工艺卡内容范文下面是一个焊接工艺卡的内容范例:项目编号:XXX项目名称:XXX焊接工艺卡编制单位:XXX公司审核单位:XXX公司有效期限:20XX年至20XX年焊接工艺参数:1. 焊接方法:氩弧焊2. 电流:100A3. 电压:20V4. 焊接速度:10cm/min5. 焊接材料:焊条(牌号:XXX)6. 补偿电流:无操作要求:1. 准备工作:将焊接材料准备妥当,清理焊接表面,确保无杂质和油污。
2. 焊接设备:根据规定使用氩弧焊机进行焊接。
3. 焊接位置:根据实际需要确定焊接位置。
4. 焊接接头:将需要焊接的两个接头正确对准。
5. 焊接过程:在预设电流和电压的情况下,保持恒定的焊接速度进行焊接。
6. 焊接质量检查:完成焊接后,对焊缝进行质量检查,确保无焊疤和气孔。
四、总结焊接工艺卡是进行焊接工作的重要指导文件,它规定了焊接工艺的参数和操作要求。
本文给出了焊接工艺卡的标准范文,希望能对焊接工作者编制焊接工艺卡提供参考和指导。
注:文章中所涉及的具体项目名称、公司名称和参数仅为范例,实际应根据具体情况进行修改。
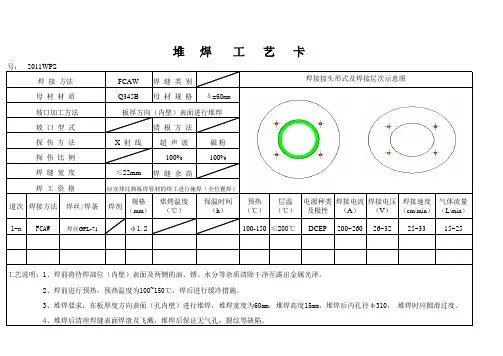
焊 缝 类 别母 材 规 格δ=60mm 清 根 方 法超 声 波磁 粉100%100%焊 缝 余 高道次焊接方法
焊丝/焊条焊剂规格(mm )烘烤温度(℃)保温时间(h )预热(℃)层温(℃)电源种类及极性焊接电流(A )焊接电压(V )焊接速度(cm/min )气体流量(L/min )1-n FCAW 焊丝GFL-71φ1.2100-150≤200℃
DCEP 200~26026~3225~3315~25焊 缝 宽 度
焊 工 资 格
2、焊前进行预热,预热温度为100~150℃,焊后进行缓冷措施。
探 伤 方 法
探 伤 比 例
板厚方向(内壁)表面进行堆焊 3、堆焊要求:在板厚度方向表面(孔内壁)进行堆焊,堆焊宽度为60mm,堆焊高度15mm,堆焊后内孔径φ310, 堆焊时应圆滑过度。
4、堆焊后清理焊缝表面焊渣及飞溅,堆焊后保证无气孔,裂纹等缺陷。
X 射 线≤22mm 工艺说明:1、焊前将待焊部位(内壁)表面及两侧的油、锈、水分等杂质清除干净至露出金属光泽。
堆 焊 工 艺 卡
焊接接头形式及焊接层次示意图FCAW 应安排比熟练焊管材的焊工进行施焊(全位置焊)焊 接 方法
母 材 材 质
坡口加工方法
Q345B 坡 口 型 式。
焊接工艺卡正版(管道)焊接工艺卡是在管道焊接工艺中使用的一种工具,可以帮助焊接工人快速并准确地完成任务。
该工艺卡包括了焊接的各种要素和参数,需要工人遵守。
以下是一份正版的管道焊接工艺卡,供参考:一、焊接材料及设备:1. 焊接材料:焊条(管道壁厚≤10mm)、焊丝(管道壁厚>10mm),气体(氩、氦等)。
2. 焊接设备:手工电弧焊机、TIG焊机、MIG/MAG焊机、气保焊机等。
二、连接方式:1. 插口式对接焊接:连接两端口在同一直线上的两根管子,其连接面是完全平行的。
2. 承插焊接:连接两根同心圆型的管子,管子之间有一定的间隙。
3. 卡箍式对接焊接:管子之间装有卡箍,连接面呈“V”形。
4. 管螺纹连接:可拆卸连接,在喉部设有螺纹,通常用于小口径泵管、气管、水管等。
5. 对焊和单面焊接:对焊为两面都进行焊接,单面焊接为只在一个面进行焊接。
三、焊接方法:1. 手工电弧焊接:适用于场地不方便、设备成本较低,但需要熟练的焊接技能。
2. TIG焊接:在高温下进行合金化作用,氩气用于避免氧化,适用于高品质的焊接要求。
3. MIG/MAG焊接:快速高效、易于自动化,适用于大批量的生产环境。
4. 气保焊接:将保护气和焊丝同时喷出,使其在高温下融化,适用于对焊接速度敏感、工件较厚的情况。
四、焊接参数:1. 电流(电弧焊接):取决于材料、焊接位置和技术水平等因素,应在工艺卡上标注。
2. 电弧长度:电弧与工件的间隔距离,通常保持在5-10mm范围内。
3. 焊接速度:在保证焊接质量的前提下,应尽可能加快焊接速度。
4. 焊缝准备:准备工作应符合设计要求,以确保空隙、棱角和毛刺等缺陷的最小化。
5. 保护气气流和压力:保护气的类型、流量及压力量等参数由焊接工艺、设备及材料决定。
不一样旳焊接措施有不一样旳焊接工艺。
焊接工艺重要根据被焊工件旳材质、牌号、化学成分,焊件构造类型,焊接性能规定来确定。
首先要确定焊接措施,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体保护焊等等,焊接措施旳种类非常多,只能根据详细状况选择。
确定焊接措施后,再制定焊接工艺参数,焊接工艺参数旳种类各不相似,如手弧焊重要包括:焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数、检查措施等等。
1 总则本通用工艺合用于我企业采用手工电弧焊、埋弧自动焊,钨极氩弧焊及熔化极CO2气体保护焊工艺旳各类钢制压力容器旳焊接。
2 焊工2.1 焊工必须按《锅炉压力容器焊工考试规则》进行考试,并获得焊工合格证,方能在有效期内从事合格项目旳焊接工作。
2.2 焊接前焊工必须理解所焊焊件旳钢种、焊接材料、焊接工艺要点。
3 焊接措施3.1 下列焊缝一般采用埋弧焊3.1.1 10≤δ≤60旳拼接焊缝;3.1.2 直径φ≥1000mm且δ≥10mm旳A、B缝内、外口;600mm≤直径φ<1000mm旳A、B缝外口。
3.2 下列焊缝一般采用手工焊:3.2.1 直径φ≥1000mm且δ<10mm旳A、B缝内、外口;3.2.2 600mm≤直径φ<1000mm旳A、B缝内口3.2.3 直径φ≥89mm接管与法兰B类缝外口;3.2.4 C、D 类焊缝。
3.3 下列焊缝一般采用钨极氩弧焊:3.3.1 直径φ≥1000mm 且δ≤8mm旳A、B类缝打底焊;3.3.2 600mm≤直径φ<1000mm旳A、B类缝打底焊;3.3.3 直径φ≥89mm接管与法兰B类缝打底焊;3.3.4 φ<89mm旳接管与法兰B缝焊接;3.3.5 图样规定采用氩弧焊旳C、D类焊缝焊接。
3.4 下列焊缝一般采用熔化极CO2气体保护焊:3.4.1 塔器旳裙座和底座环旳焊接;3.4.2 容器和换热器等设备旳鞍座和支座旳焊接。
4 焊接材料4.1 根据产品图纸或JB/T4709《钢制压力容器焊接规程》旳规定选用对应旳焊接材料。
杭州东辰热力辅机有限公司堆焊焊接工艺卡Q/HDC-ZD0804——————————————————————————————————————————————201 5年01月20日发布201 5年01月20日实施共8 页第 1 页编制说明1.适用范围本通用焊接工艺卡适用于东辰热力辅机有限公司阀门部件堆焊过程的控制。
2.引用标准GB/T22652-2008《阀门密封面堆焊工艺评定》TSGZ6002-2010 《特种设备焊接作业人员工考核细则》NB/T47015-2011《压力容器焊接工艺规程》3.本规程发布实施后,本公司阀门部件堆焊类产品,严格按照本规程施焊,特殊产品本焊卡不能覆盖的,另行制定专用焊接工艺卡。
共8 页第 2 页节点号:当重要因素、补加因素不变时,适用于本公司阀门部件堆焊工作,基材材质类别Ⅰ,组别Ⅰ-1,焊材母材的厚度范围≤24mm, 堆焊后的熔敷金属厚度≥电源极性焊接电流(A)直径3.2DCEP90~120 3.2DCEP90~120共8 页第 3 页节点号:当重要因素、补加因素不变时,适用于本公司阀门部件堆焊工作,基材材质类别Ⅰ,组别ⅠD507Mo,母材的厚度范围≤24mm, 堆焊后的熔敷金属厚6mm。
电源极性焊接电流(A)直径3.2DCEP90~120 3.2DCEP90~120节点号:当重要因素、补加因素不变时,适用于本公司阀门部件堆焊工作,基材材质类别Ⅰ,组别ⅠD547Mo,母材的厚度范围≤24mm, 堆焊后的熔敷金属厚6mm。
电源极性焊接电流(A)直径3.2DCEP90~120 3.2DCEP90~120节点号:当重要因素、补加因素不变时,适用于本公司阀门部件堆焊工作,基材材质类别Ⅳ,组别Ⅳ-1、ⅣD507,母材的厚度范围≤24mm, 堆焊后的熔敷金属厚6mm。
电源极性焊接电流(A)直径3.2DCEP90~120 3.2DCEP90~120节点号:当重要因素、补加因素不变时,适用于本公司阀门部件堆焊工作,基材材质类别Ⅳ,组别Ⅳ-1、ⅣD507Mo,母材的厚度范围≤24mm, 堆焊后的熔敷金属6mm。
焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间0.72~1.5h加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号HP-II-1-065 通用焊接工艺卡编号RXDM-01-07 材料牌号Q345R规格18mm接头种类对接焊接位置平焊焊接方法埋弧自动焊焊接直流直流电源反接反接坡口形式Y坡口角度(°)60±5钝边(mm)8组对间隙(mm )1~2范围适用焊接层次及顺序简图F1-AP 1、F2-AP1焊层焊材牌号焊材规格mm)H10Mn2/HJ431 φ4.0H10Mn2/HJ431 φ4.0焊接电流A)450~480520~550电弧电压V)32~3534~36焊接速度Cm/min48~5046~48气流量L/min钨极直径mm)喷嘴直径线能量3~4 H10Mn2/HJ431 φ4.0 580~600 35~37 46~48mm)(KJ/cm)18.0~20.223.1~24.826.5~27.8备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊前预热加热方式/层见温度/温度范围/测温方法/焊后热处理种类消应力保温时间0.64~1.5h加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号HP-II-1-055材料牌号Q345R/16MnIIQ345R规格16mm接头种类对接焊接位置平焊焊接方法焊条电弧焊焊接种类直流电源极性反接坡口形式Y坡口角度(°)50±5钝边(mm )2~3组对间隙(mm)1~2通用焊接工艺卡编号焊接层次及顺序简图RXDS-01-07A6、A7、B14、B15焊层焊材牌号焊材规格mm)焊接电流电弧电压V)焊接速度气流量钨极直径喷嘴直径线能量Cm/min L/min mm)mm)(KJ/cm)3~45~6J507J507J507J507φ4.0φ4.0φ4.0φ4.0160~165165~170170~175170~17523~2423~2424~2524~2515~1615~1614~1514~1515.4~15.515.2~15.317.4~17.517.4~17.5 范围适用备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行7~9 J507 φ4.0 165~170 23~24 14~15 / / / 15.2~17.5 10~12J507φ4.0155~16023~2415~16///13.4~154备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊前预热加热方式 / 层间温度 /温度范围/测温方法/焊后热处理 种类消应力 保温时间 /加热方式 炉内加热冷却方式 随炉缓冷 炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号 HP-II-1-067 HP-II-1-055HP-I-1-012材料牌号 20/Q345R规格 δ s=16mm接头种类 管板角接 焊接位置 垂直固定 焊接方法焊条电弧焊 焊接 电源 种类 直流 极性反接 坡口形式 单V坡口角度(°) β1=35±2 β2=50±5 钝边( mm ) 1~2组对间隙(mm )b 1=5±1 b 2=2±0.5通用焊接工艺卡编号 焊接层次及顺序简图RXDS-09-06焊层 焊材牌号焊材规格mm )焊接电流 电弧电V )焊接速度Cm/min气流量L/min钨极直径mm )喷嘴直径线能量2~3 4~5J507J507 J507 J507mm )(KJ/cm)φ3.2 φ4.0 φ4.0 φ3.2 100~105 165~170 155~160 120~125 20~21 23~24 23~24 22~23 11~12 10~12 15~16 14~15 15~16 14.2~16.3 14.3~16.4 9.9~11.5适 围用 范 K1≥ 6mm6 J507 φ3.2 120~125 22~23 15~16 / / / 9.9~11.5 7~9 J507 φ4.0 165~170 23~24 14~15 ///15.2~17.5备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊前预热加热方式 / 层间温度 / 温度范围 /测温方法 / 焊后热处理种类消应力 保温时间 /加热方式 炉内加热冷却方式 随炉缓冷 炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号 HP-II-1-067 HP-II-1-055HP-I-1-012材料牌号 20/Q345R规格 δ s=18/16mm接头种类 管板角接 焊接位置 垂直固定 焊接方法焊条电弧焊 焊接 电源 种类 直流 极性反接 坡口形式 单V坡口角度(°) β1=35±2 β2=50±5 钝边( mm )1~2组对间隙(mm )b 1=5±1 b 2=2±0.5通用焊接工艺卡编号 焊接层次及顺序简图R10-0047-03K1 ≥6mmD10焊层 焊材牌号焊材规格mm )焊接电流 电弧电V )焊接速度Cm/min气流量L/min钨极直径mm )喷嘴直径线能量2~3 4~5 10~12J507J507 J507 J507mm )(KJ/cm)φ3.2 φ4.0 φ4.0 φ4.0100~105 165~170 155~160 155~16020~21 23~24 23~24 23~2411~12 10~12 15~16 14~15 15~1614.2~16.3 14.3~16.413.4~154适 用 范 围7~9 J507 φ4.0 165~170 23~24 14~15 / / / 15.2~17.5 10~12J507φ4.0155~16023~2415~16///13.4~154备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊前预热加热方式 / 层间温度 /温度范围/测温方法 /焊后热处理 种类消应力 保温时间 /加热方式 炉内加热冷却方式 随炉缓冷 炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号 HP-II-1-067 HP-II-1-055HP-I-1-012材料牌号 Q345R规格 δ s=16/18mm接头种类 管板角接 焊接位置 垂直固定 焊接方法焊条电弧焊 焊接 电源 种类 直流 极性反接 坡口形式 单V坡口角度(°) β1=35±2 β2=50±5 钝边( mm ) 1~2组对间隙(mm )b 1=5±1 b 2=2±0.5通用焊接工艺卡编号 焊接层次及顺序简图R10-0047-04焊层 焊材牌号焊材规格mm )焊接电流 电弧电V )焊接速度Cm/min气流量L/min钨极直径mm )喷嘴直径线能量2~3 4~5J507J507 J507 J507mm )(KJ/cm)φ3.2 φ4.0 φ4.0 φ3.2 100~105 165~170 155~160 120~125 20~21 23~24 23~24 22~23 11~12 10~12 15~16 14~15 15~16 14.2~16.3 14.3~16.4 9.9~11.5适 围用 范通用焊接工艺卡焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺编号HP-I-1/II-1-095材料牌号Q235-B/Q345R规格4mm/18( 16) mm接头种类T焊接位置水平固定或垂直俯位焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度(°)/钝边(mm )/组对间隙(mm)/通用焊接工艺卡编号焊接层次及顺序简图D25、D26、D31、D32RXDTS-05-01焊层焊道焊材牌号焊材规格mm)焊接电流电弧电压V)焊接速度Cm/min气流量L/min钨极直径mm)喷嘴直径线能量J427 φ3.2 100~105 21~22 19~20J427 φ3.2 100~105 21~22 19~20mm) (KJ/cm)6.3~7.36.3~7.3 适用范围备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行通用焊接工艺卡。
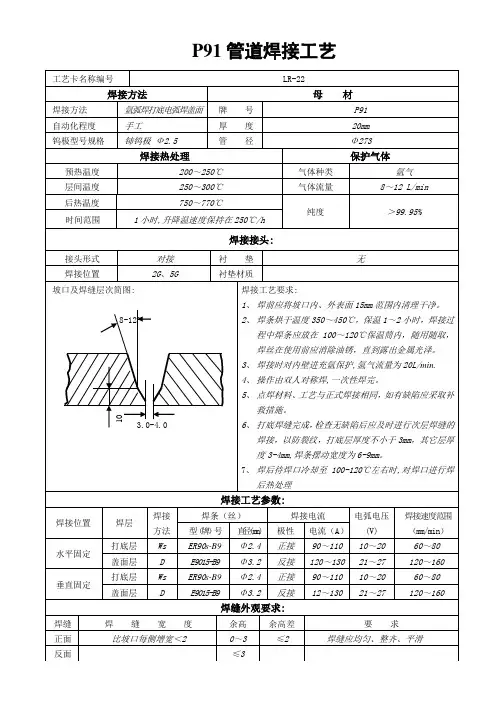
15CrMo+20G、St45.8焊接工艺卡
预
热
壁厚≥10mm时需预热至150—250℃,小径薄壁管一般可不预热。
焊接氩
弧
焊
焊接电源直流正接
焊丝TIG-J50、H08MnA、H08MnReA
手
工
电
弧
焊
焊条焊条型号焊接电源烘干
J507 E5015 直流反接350℃左右烘干1小时
J506 E5016
交流或直
流反接
350℃左右烘干1小时焊条直径
(mm)
2.0 2.5
3.2
4.0
5.0
焊接电流
(A)
40~70 60~90 90~120 140~180 170~210
焊后热处理温度650——700℃
壁厚≤12.5 12.5—25 25—37.5 37.5—50 50—75 75—100 恒温
时间
0.5h 1h 1.5h 2h 2.25h 2.5h 对壁厚≤10mm,管径≤108mm的管子,如采用氩弧焊或低氩型焊条,焊前预热和焊后缓冷的情况下可免作焊后热处理。
备注1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、采用钨极氩弧焊打底时,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度下限,且不高于400℃。
4、热处理过程的升、降温速度规定如下:≤250×(25/δ)℃/h,且≤300℃/h降温过程中,温度在300℃以下可不控制。
1234序号
本厂5
4
W
5H 16MnR
厚度22mm
厚度厚度厚度
正面背面正11埋弧焊H08MnA 5mm
直
800-1100
38-4040/
正21埋弧焊H08MnA 5mm 800-110038-4040反11埋弧焊H08MnA 5mm 700-90036-3845反2
1
埋弧焊
H08MnA
5mm
700-900
36-38
45
直流反接直流反接直流反接
电弧电压(V)焊接速度(cm/min)气 体 保 护 焊
钨极直径
喷嘴直径
气体
/纯度
(%)
气体流量(L/min)脉宽比层道焊接方法焊材/尺寸电流种类/极性焊接电流(A)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置母材-1预热温度(℃)母材-2
层间温度(℃)焊评编号采用埋弧焊焊接
持证项目埋弧焊用小车在焊件上行走焊接。
检验
焊后检验。
焊 接 顺 序
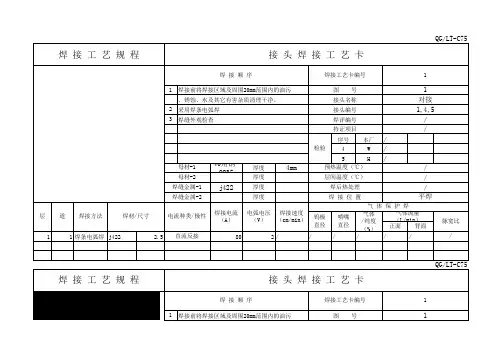
焊接工艺卡编号1
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
接头名称对接接头
定位焊与第一层焊接规范相同,沿坡口均布接头编号4点,焊点长度6-10mm。
1234序号
本厂5
4
W
5H 16MnR
厚度22mm
厚度厚度厚度
正面背面11埋弧焊SJ3015mm 900-100036-4025/
21埋弧焊SJ3015mm 900-100036-40253
1
埋弧焊
SJ301
5mm
900-1000
36-40
25
定位焊与第一层焊接规范相同,沿周围均布接头编号8点,焊点长度10-20mm。
焊评编号焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
QG/LT-C75
焊 接 顺 序
焊接工艺卡编号2
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称对接接头
采用埋弧焊焊接持证项目焊枪固定焊件旋转焊接。
检验
焊后检验。
母材-1预热温度(℃)母材-2
层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置电流种类/极性焊接电流
(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接直流反接直流反接
气 体 保 护 焊
钨极直径
喷嘴直径
气体
/纯度
(%)
气体流量(L/min)脉宽比
1234序号
本厂5
4
W
5H 16MnR 厚度22mm 16MnR
厚度12mm
厚度厚度
正面背面11焊条电弧焊J5035180-21030-5020-30/
2
1
焊条电弧焊
J503
5
180-210
30-50
20-30
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号4
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称搭接接头
定位焊与第一层焊接规范相同,沿周围均布接头编号6点,长度方向上4点,焊点长度6-10mm。
焊评编号采用焊条电弧焊焊接持证项目采用两焊工同事对称焊接。
检验
焊后检验。
母材-1预热温度(℃)母材-2
层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置电流种类/极性焊接电流
(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接直流反接
气 体 保 护 焊
钨极直径
喷嘴直径
气体
/纯度
(%)
气体流量(L/min)脉宽比
1234序号
本厂5
4
W
5H 16MnR 厚度8mm 16MnR
厚度16mm
厚度厚度
正面背面1
1
焊条电弧焊
J503
5mm
160-210
40-65
30-40
/
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号5
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称角接接头
定位焊与第一层焊接规范相同,沿周围均布接头编号三点,焊点长度6-10mm。
焊评编号采用GTAW焊接持证项目焊缝外观检查
检验
焊缝无损检测:100%RT Ⅱ级合格母材-1预热温度(℃)母材-2
层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置电流种类/极性焊接电流
(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接
气 体 保 护 焊
钨极直径
喷嘴直径
气体
/纯度
(%)
气体流量(L/min)脉宽比
1234
序号本厂
4W
5H 16MnR 厚度8mm 16MnR
厚度14mm
厚度厚度
正面背面1
1
焊条电弧焊
J503
5mm
160-210
40-65
30-40
/
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号6
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称角接接头
定位焊与焊接规范相同,沿周围均布接头编号,焊点长度6-10mm。
焊评编号采用GTAW焊接持证项目
焊后检查
检验母材-1预热温度(℃)母材-2层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置
电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸气 体 保 护 焊
钨极直径喷嘴
直径气体
/纯度
(%)
气体流量(L/min)脉宽比直流反接
1235
序号本厂
4W
5H 16MnR 厚度22mm 16MnR
厚度10mm
厚度厚度
正面背面11焊条电弧焊J5035180-22030-6020-30/
2
1焊条电弧焊J503
5
200-240
30-60
20-30
焊评编号气 体 保 护 焊
钨极直径喷嘴
直径气体
/纯度
(%)
气体流量(L/min)脉宽比焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号3
持证项目
检验焊接速度(cm/min)焊 接 位 置
焊缝金属-1焊缝金属-2
直流反接直流反接
电流种类/极性焊后热处理焊接电流(A)电弧电压(V)预热温度(℃)母材-2层间温度(℃)层道
焊接方法焊材/尺寸
4点,焊点长度6-10mm。
采用焊条电弧焊焊接。
焊缝外观检查。
母材-1、锈蚀、水及其它有害杂质清理干净。
接头名称对接接头
定位焊与第一层焊接规范相同,沿周围均布接头编号QG/LT-C75
焊接前将焊接区域及周围20mm范围内的油污图 号。