管道焊接工艺卡模板
- 格式:doc
- 大小:140.50 KB
- 文档页数:4
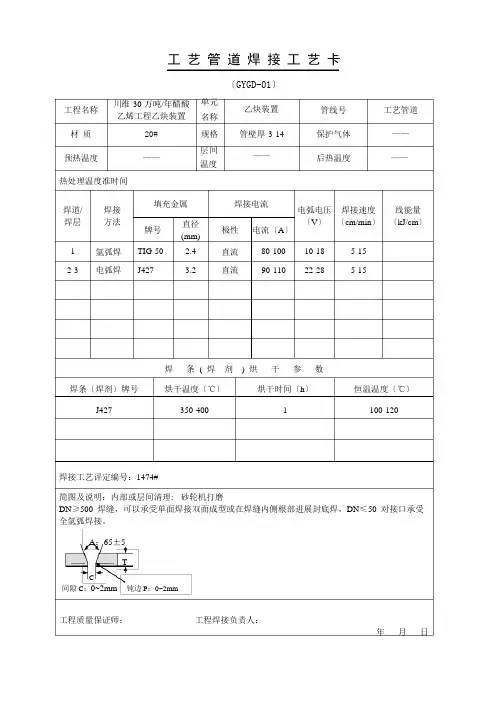
工程名称材 质预热温度川维 30 万吨/年醋酸乙烯工程乙炔装置20#——〔GYGD-01〕单元 乙炔装置 名称 规格 管壁厚 3-14层间 ——温度管线号保护气体后热温度工艺管道————-热处理温度准时间填充金属焊接电流电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号J427焊接工艺评定编号:1474#烘干温度〔℃〕350-400 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨DN ≥500 焊缝,可以承受单面焊接双面成型或在焊缝内侧根部进展封底焊,DN ≤50 对接口承受全氩弧焊接。
A :65±5TC间隙 C :0~2mm 钝边P :0~2mm工程质量保证师: 工程焊接负责人:年月日焊道/ 焊接电弧电压 焊接速度 线能量 焊层方法 牌号 直径 (mm) 极性 〔V 〕 〔cm/min 〕 〔kJ/cm 〕 1 氩弧焊 TIG-50 2.4 直流 80-100 10-18 5-15 2-3电弧焊J4273.2直流90-11022-285-15工程名称材 质 预热温度川维 30 万吨/年醋酸乙烯工程 L245——〔GYGD-02〕单元 乙炔装置 名称 规格管壁厚 4-16层 间 ——温度管线号保护气体后热温度工艺管道————热处理温度准时间填充金属焊接电流电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号J422焊接工艺评定编号:1543#烘干温度〔℃〕150-200 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨DN ≤50 对接口承受全氩弧焊接;DN ≥500 焊缝,可以承受单面焊接双面成型或在焊缝内侧根部进展封底焊。
A :65±5TC间隙 C :0~2mm钝边P :0~2mm工程质量保证师: 工程焊接负责人:年月日焊道/ 焊接电弧电压 焊接速度 线能量 焊层方法 牌号 直径 (mm) 极性 〔V 〕 〔cm/min 〕 〔kJ/cm 〕 1 氩弧焊 TIG-50 2.4 直流 90-110 12-18 8-12 2-n电弧焊J4223.2直流100-13020-287-12工程名称材 质预热温度川维 30 万吨/年醋酸乙烯工程0Cr18Ni9——〔GYGD-03〕单元 乙炔装置 名称 规格 管壁厚 2.8-6层间 温度100~150℃管线号保护气体后热温度工艺管道氩气 ——热处理温度准时间填充金属焊接电流〕 电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号E308-16〔A102〕焊接工艺评定编号:1360#烘干温度〔℃〕150-200 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨 DN ≤50 对接口承受全氩弧焊接; A :65±5TC间隙 C :0~2mm 钝边P :0~2mm工程质量保证师: 工程焊接负责人:年月日焊道/ 焊接电弧电压 焊接速度 线能量焊层方法 牌号 直径 (mm) 极性 〔V 〕 〔cm/min 〕 〔kJ/cm1 氩弧焊 ER308 2.4 直流 70-110 10-20 5-10 2-n电弧焊E308-163.2直流80-12020-247-15工程名称材 质 预热温度川维 30 万吨/年醋酸乙烯工程 L320——〔GYGD-04〕单元 乙炔装置 名称 规格管壁厚 4-15层 间 ——温度管线号保护气体后热温度工艺管道————热处理温度准时间填充金属焊接电流电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号J507焊接工艺评定编号:1402#烘干温度〔℃〕350-400 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨DN ≤50 对接口承受全氩弧焊接;DN ≥500 焊缝,可以承受单面焊接双面成型或在焊缝内侧根部进展封底焊。
焊接工艺卡
T___18___021
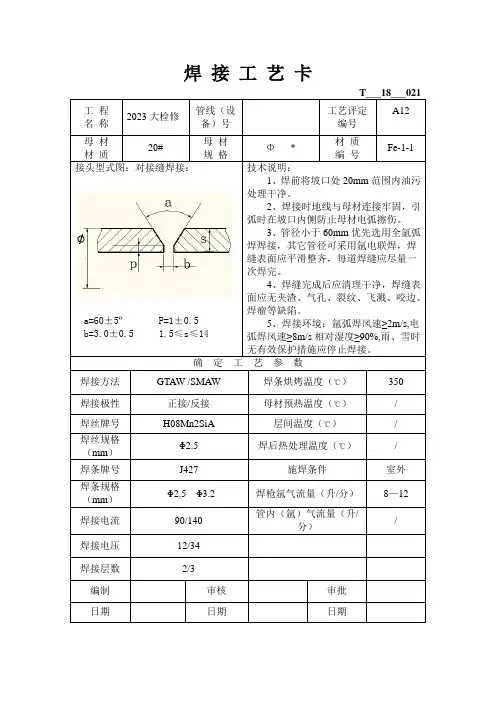
工程名称2023大检修
管线(设
备)号
工艺评定
编号
A12
母材材质20#
母材
规格
Φ*
材质
编号
Fe-1-1
接头型式图:对接缝焊接:
a=60±5º P=1±0.5 b=3.0±0.5 1.5≤s≤14技术说明:
1、焊前将坡口处20mm范围内油污处理干净。
2、焊接时地线与母材连接牢固,引弧时在坡口内侧防止母材电弧擦伤。
3、管径小于60mm优先选用全氩弧焊焊接,其它管径可采用氩电联焊,焊缝表面应平滑整齐,每道焊缝应尽量一次焊完。
4、焊缝完成后应清理干净,焊缝表面应无夹渣、气孔、裂纹、飞溅、咬边、焊瘤等缺陷。
5、焊接环境:氩弧焊风速≥2m/s,电弧焊风速≥8m/s相对湿度≥90%,雨、雪时无有效保护措施应停止焊接。
确定工艺参数
焊接方法GTAW /SMAW 焊条烘烤温度(℃)350 焊接极性正接/反接母材预热温度(℃)/ 焊丝牌号H08Mn2SiA 层间温度(℃)/
焊丝规格
(mm)
Φ2.5 焊后热处理温度(℃)/ 焊条牌号J427 施焊条件室外焊条规格
(mm)
Φ2.5 Φ3.2 焊枪氩气流量(升/分)8—12
焊接电流90/140 管内(氩)气流量(升/
分)
/
焊接电压12/34
焊接层数2/3
编制审核审批日期日期日期。
工艺管道焊接方案目录1、概述 (3)2、编制依据及验收规范 (3)3、施工准备 (3)4、焊接施工工序 (5)5、施工技术要求 (7)6、焊后热处理 (14)7、质量检查 (17)8、焊缝返修 (19)9、焊接质量保证体系 (20)10、安全施工技术要求 (23)11、工艺管道施工工作危害分析(JHA)记录 (25)12、管道焊接材料选用及工艺要求表 (28)13、管道焊接焊接工艺评定一览表 (28)14、工艺工艺卡 (29)1、概述1.1工程概况化工厂的工艺管道焊接,管道材质有碳钢、不锈钢及铬钼合金钢,该装置工艺管道全部采用工厂化预制加工,现场分段安装。
管道焊接的主要工程量见表1。
管道焊接工程量表12、编制依据及验收规范2.1《工业管道工程施工及验收规范》 GB50235-97 2.2《现场设备工业管道焊接施工及验收规范》 GB50236-98 2.3《石油化工剧毒、可燃介质管道工程施工及验收规范》及一号增补 SH3501-2002 2.4《石油化工工程铬钼耐热钢管道焊接技术规程》 SH/T3520-2004 2.5《石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH/T3523-1999 2.4《石油化工不锈钢复合钢焊接规程》 SH/T3527-1999 2.6《石油化工建设工程项目交工技术文件规定》 SH/T 3503—20072.7《工艺管道》 ASME B31.33、施工准备3.1人员准备3.1.1焊工担任管道焊接的焊工必须经过焊接基本知识和实际操作技能的培训,并取得相应的锅炉压力容器压力管道焊工考试合格证及经并经项目质量部考试合格,具备颁发的焊工上岗证,才能进入施工现场焊接作业;施焊前应参加焊接方案的技术交底,掌握本项目焊接工艺的技术要点、难点,严格遵守工艺纪律;相应的焊工合格项目见焊接工艺卡。
3.2焊接检验人员要求3.2.1从事焊接质量检验的人员应具有一定的实践经验和技术水平。


焊接工艺卡模板(用于金属管道)
1. 概述
本文档为焊接工艺卡的模板,适用于金属管道的焊接工艺。
焊接工艺卡是记录和指导焊接过程的重要文档,用于确保焊接质量和安全性。
2. 焊接工艺卡信息
2.1 管道信息
- 管道材质:
- 管道直径:
- 管道厚度:
- 焊接位置:
- 管道编号:
2.2 焊接材料
- 焊条/电极:
- 气体保护剂:
- 辅助材料:
2.3 焊接工艺参数- 焊接电流:
- 焊接电压:
- 焊接速度:
- 焊接温度:
- 焊接时间:
2.4 焊接设备
- 焊接机型:
- 焊接枪型号:
- 备用设备:
2.5 焊接人员
- 焊接操作员:
- 监督员/质检员:
3. 焊接工艺步骤1. 准备工作:
- 清洁管道表面
- 安装焊接设备
- 准备焊接材料
2. 焊接步骤:
- 确定焊接位置和方法- 开始预热
- 进行焊接
- 控制焊接参数
- 完成焊接
3. 后续工作:
- 进行焊缝检查
- 清理焊接区域
- 记录焊接参数和结果
4. 安全措施
- 确保焊接区域通风良好- 戴好个人防护装备
- 确保焊接设备正常运行- 遵守焊接操作规程
5. 质量控制
- 进行焊缝检查和尺寸测量
- 检查焊接质量符合规范和要求
- 记录焊接质量结果和问题
以上是焊接工艺卡模板的内容。
根据具体情况填写相应信息,确保焊接过程与质量可控可追溯。

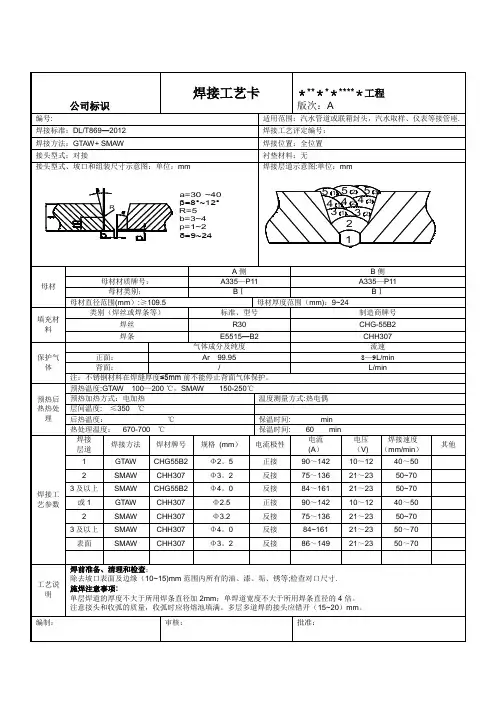
压力管道安装焊接工艺工程名称炼油三厂丙烷装置脱沥青技术改造焊接工艺评定编号Q235-B-B6-PV-GTAW(AW)Q235-B-B6-PV-SMAW(AW)焊接工艺指导书编号Q235-B-B6-PV-GTAW(AW)Q235-B-B6-PV-SMAW(AW)管线材质1Cr5Mo管线规格Φ219×7.0 Φ168×9.5 Φ114×6.0 Φ89×5.5管线介质沥青设计压力 2.9MPa、 2.3MPa、0.4MPa接头种类管口对接焊接工艺参数焊接层数焊接方法焊接材料焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)焊条焊丝1 钨极氩弧焊/ H08A φ2.5 100-120 20-22 6-82 焊条电弧焊J427 / φ3.2 90-120 24-26 8-10焊接电流钨极氩弧焊:直流正接;焊条电弧焊:直流反接。
焊前预热无焊后热处理无其他要求无编制依据1.《石油化工有毒、可燃介质管道工程施工及验收规范》SH 3501-20022.《工业金属管道施工及验收规范》GB 50235-973.《现场设备、工业管道焊接工程施工及验收规范》GB 50236-984.《钢制压力容器焊接工艺评定》JB 4708-20005.《承压容器无损检测》JB/T 4730-2005焊接材料烘烤领用1.焊条J427烘烤要求:烘烤温度350℃,保温时间1.5h;焊工持保温筒领用烘烤焊条;2.焊丝需去除油、锈;保护气体应保持干燥。
坡口制备1.坡口加工:机械或氧乙炔焰方法。
坡口应保持平整、不得有裂纹、分层、夹杂等缺陷,形式和尺寸符合规定;2.坡口表面及两侧≥20mm范围内应将水、铁锈、油污、积渣和其它有害杂质清理干净。
外观检查1. 焊缝在焊接完毕后立即进行清理,去除焊渣、飞溅物等;2. 焊缝与母材应圆滑过渡,焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透等缺陷。
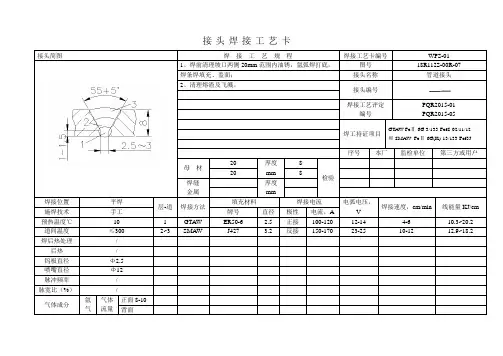
接头焊接工艺卡接头简图焊接工艺规程焊接工艺卡编号WPS-011、焊前清理坡口两侧20mm范围内油锈,氩弧焊打底,图号18R112S-00R-07焊条焊填充、盖面;接头名称管道接头2、清理熔渣及飞溅。
接头编号焊接工艺评定编号PQR2015-01 PQR2015-05焊工持证项目GTAW-FeⅡ-6G-3/133-FefS-02/11/12 和SMAW- FeⅡ-6G(K)-13/133-Fef3J序号本厂监检单位第三方或用户母材20 厚度mm8检验20 8焊缝金属厚度mm焊接位置平焊层-道焊接方法填充材料焊接电流电弧电压,V焊接速度,cm/min 线能量KJ/cm施焊技术手工牌号直径极性电流,A预热温度℃10 1 GTAW ER50-6 2.5 正接100-120 12-14 4-6 10.3~20.2 道间温度≤300 2~3 SMAW J427 3.2 反接150-170 23-25 10-12 12.9~18.2 焊后热处理/后热/钨极直径Φ2.5喷嘴直径Φ12脉冲频率/脉宽比(%)/气体成分氩气气体流量正面8-10背面接头焊接工艺卡接头简图焊接工艺规程焊接工艺卡编号WPS-021、焊前清理坡口两侧20mm范围内油锈,氩弧焊施焊。
图号18R112S-00R-07接头名称管道接头接头编号焊接工艺评定编号PQR2018-01焊工持证项目GTAW-FeⅣ-6G-3/55-FefS -02/11/12序号本厂监检单位第三方或用户母材06Cr19Ni10厚度mm5检验06Cr19Ni10 5焊缝金属厚度mm焊接位置平焊层-道焊接方法填充材料焊接电流电弧电压,V焊接速度,cm/min 线能量KJ/cm施焊技术手工牌号直径极性电流,A预热温度℃10 1~3 GTAW ER308 2.5 正接100-120 12-14 5-7 10.3~20.2 道间温度≤300焊后热处理/后热/钨极直径Φ2.5喷嘴直径Φ12脉冲频率/脉宽比(%)/气体成分氩气气体流量正面8-10背面接头焊接工艺卡接头简图焊接工艺规程焊接工艺卡编号WPS-031、焊前清理坡口两侧20mm范围内油锈,氩弧焊施焊。
焊接工艺卡焊接工艺卡B752.01.05B752.01.051.适用于钢结构的制作。
2.焊口两侧各20mm范围内必须打磨干净,不得有油、锈、垢、分层、起皮及其它表面缺陷。
3.每道焊缝至少焊两遍,焊脚高度符合图纸要求,如未标注者焊脚高度为较薄焊件的厚度。
4.第一层焊道选用Φ3.2焊条, 电流80~100A,第二层可选用较大电流。
5.环境超过施焊条件必须采取有效措施才能焊接。
确定工艺参数焊接工艺卡B752.01.05焊接工艺卡B752.01.051±1磨干净,不得有油渍、污垢、锈斑及表面缺陷。
2.焊接工艺采用全氩弧焊,TIG焊用的氩气纯度≥99.9%。
3.环境超过施焊条件必须采取有效措施才能焊接。
4.焊接位置:垂直固定,运条时防止焊缝金属下坠。
5.焊缝经外观检查合格后,按要求进行X射线探伤。
确定工艺参数焊接方法TIG 焊条烘烤温度(℃)--- 焊接极性DC+母材予热温度(℃)---焊接工艺卡B752.01.0560°±5°2±1磨干净,不得有油渍、污垢、锈斑及表面缺陷。
2.环境超过施焊条件必须采取有效措施才能焊接。
3. TIG焊用的氩气纯度≥99.9%。
4.焊接位置:水平转动、水平固定。
5.焊缝经外观检查合格后,按要求进行X射线探伤。
确定工艺参数焊接方法TIG+SMAW 焊条烘烤温度(℃)300~350焊接极性母材予热温度(℃)焊接工艺卡B752.01.051±1磨干净,不得有油渍、污垢、锈斑及表面缺陷。
2.环境超过施焊条件必须采取有效措施才能焊接。
3.焊接位置:垂直固定,运条时防止焊缝金属下坠。
4.焊缝经外观检查合格后,按要求进行X射线探伤。
确定工艺参数焊接方法SMAW+TIG 焊条烘烤温度(℃)300~350焊接极性母材予热温度(℃)--- 焊丝牌号H08Mn2Si层间温度(℃)---焊接工艺卡B752.01.05焊接工艺卡B752.01.05焊接工艺卡B752.01.05工程名称中空纤维装置管线(设备)号工艺管道工艺评定编号GG025GG027母材材质0Cr18Ni9母材规格Φ≥108mm5≤δ≤12mm工艺卡编号2001-03焊接工艺卡B752.01.05焊接工艺卡B752.01.05焊接工艺卡B752.01.050~11.坡口两侧各30mm范围内用不锈钢丝刷或钢丝砂轮打磨干净,不得有污垢、油渍和水痕。