焊接工艺卡样本
- 格式:doc
- 大小:53.00 KB
- 文档页数:1

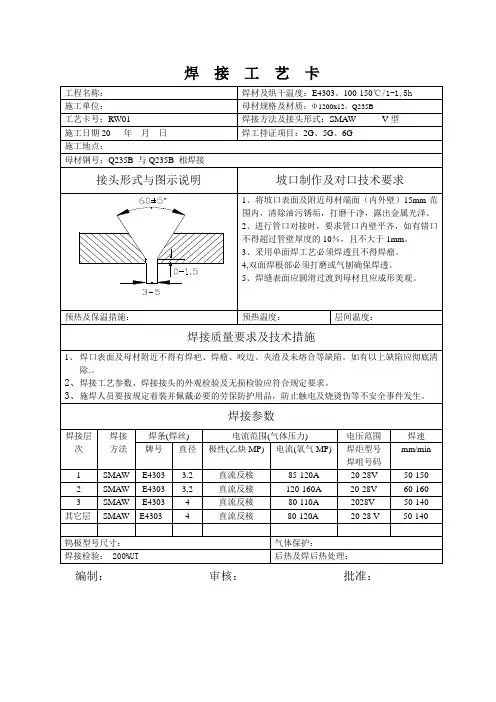
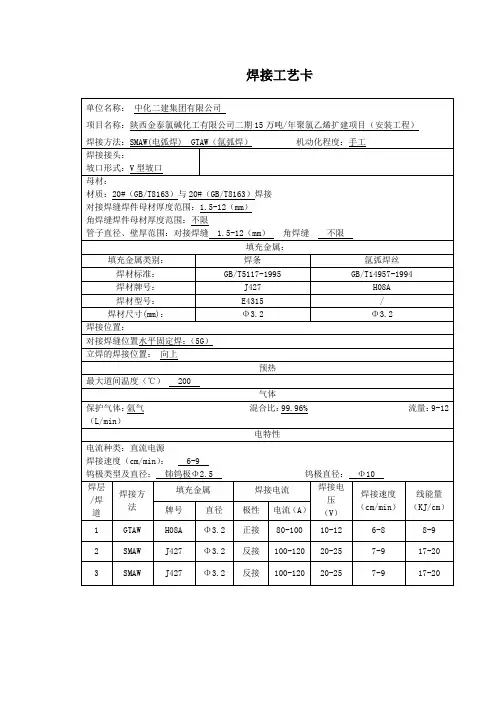
焊接工艺卡工程名称: 施工单位: 工艺卡号;RW01 施工日期 20 年 月 日 施工地点: 母材钢号;Q235B 与 Q235B 相焊接接头形式与图示说明焊材及烘干温度:E4303。
100-150℃/1-1,5h母材规格及材质:Φ1200x12,Q235B焊接方法及接头形式:SMAWV型焊工持证项目:2G、5G、6G坡口制作及对口技术要求1、将坡口表面及附近母材端面(内外壁)15mm 范 围内,清除油污锈垢,打磨干净,露出金属光泽。
2、进行管口对接时,要求管口内壁平齐,如有错口 不得超过管壁厚度的 10%,且不大于 1mm。
3、采用单面焊工艺必须焊透且不得焊瘤。
4,双面焊根部必须打磨或气刨确保焊透。
5、焊缝表面应圆滑过渡到母材且应成形美观。
预热及保温措施:预热温度:层间温度:焊接质量要求及技术措施1、 焊口表面及母材附近不得有焊疤、焊瘤、咬边、夹渣及未熔合等缺陷。
如有以上缺陷应彻底清 除.。
2、焊接工艺参数、焊接接头的外观检验及无损检验应符合规定要求。
3、施焊人员要按规定着装并佩戴必要的劳保防护用品,防止触电及烧烫伤等不安全事件发生。
焊接参数焊接层 次焊接 方法焊条(焊丝)电流范围(气体压力)牌号 直径 极性(乙炔 MP) 电流(氧气 MP)1 SMAW E4303 3.22 SMAW E4303 3,23 SMAW E4303 4其它层 SMAW E43034直流反椄 直流反椄 直流反椄 直流反椄85-120A 120-160A 80-110A 80-120A电压范围 焊炬型号 焊咀号码20-28V 20-28V 2028V 20-28 V焊速 mm/min50-150 60-160 50-140 50-140钨极型号尺寸: 焊接检验: 200%UT编制:审核:气体保护: 后热及焊后热处理:批准:。
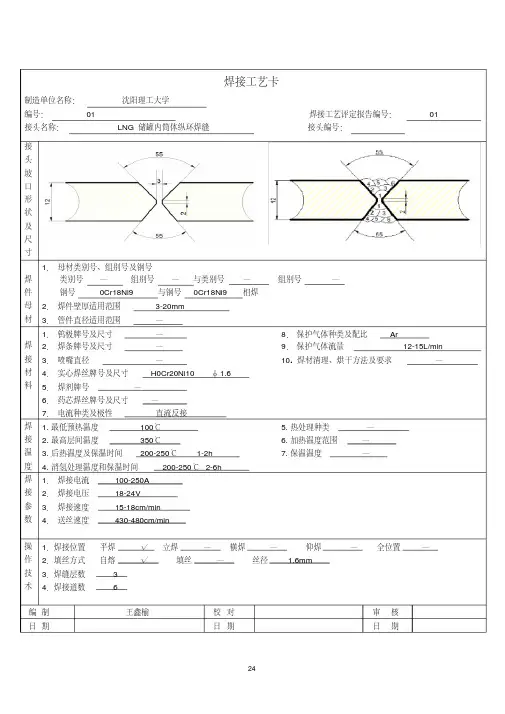
焊接工艺卡制造单位名称:沈阳理工大学编号:01 焊接工艺评定报告编号:01 接头名称:LNG储罐内筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A 2.焊接电压18-24V3.焊接速度15-18cm/min 4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.6mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:02 焊接工艺评定报告编号:02 接头名称:LNG储罐内封头与内筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 34. 焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:03 焊接工艺评定报告编号:03 接头名称:LNG储罐外筒体环纵焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:04 焊接工艺评定报告编号:04焊接工艺卡制造单位名称:沈阳理工大学编号:05焊接工艺评定报告编号:05接头名称:LNG 储罐外封头与外筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比Ar 9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数 1.焊接电流100-250A 2.焊接电压18-24V 3.焊接速度15-18cm/min 4.送丝速度430-480cm/min 操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数6编制王鑫榆校对审核日期日期日期接头名称:LNG储罐接管与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:06 焊接工艺评定报告编号:06 接头名称:LNG储罐接管与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:07 焊接工艺评定报告编号:07接头名称:LNG储罐接管与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:08 焊接工艺评定报告编号:08 接头名称:LNG储罐接管与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2. 填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:09 焊接工艺评定报告编号:09接头名称:LNG储罐人孔与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:10 焊接工艺评定报告编号:10 接头名称:LNG储罐人孔与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:11 焊接工艺评定报告编号:11接头名称:LNG储罐人孔与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 34. 焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:12 焊接工艺评定报告编号:12 接头名称:LNG储罐人孔与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:13 焊接工艺评定报告编号:13接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:14 焊接工艺评定报告编号:14 接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:15 焊接工艺评定报告编号:15接头名称:LNG储罐支座和内筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:16 焊接工艺评定报告编号:16 接头名称:LNG储罐支座和外筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期。
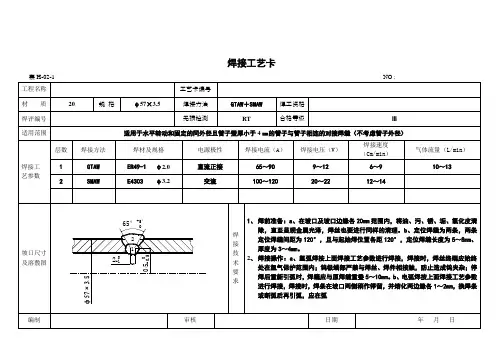
焊接工艺卡
工程名称2023大检
修
管线(设备)
号
循环水线
工艺评定
编号
A12
母材材质20#
母材
规格
Φ356*8
材质
编号
Fe-1-1
接头型式图:对接缝焊接:
a=60±5º P=1±0.5 b=3.0±0.5 1.5≤s≤14技术说明:
1、焊前将坡口处20mm范围内油污处理干净。
2、焊接时地线与母材连接牢固,引弧时在坡口内侧防止母材电弧擦伤。
3、管径小于60mm优先选用全氩弧焊焊接,其它管径可采用氩电联焊,焊缝表面应平滑整齐,每道焊缝应尽量一次焊完。
4、焊缝完成后应清理干净,焊缝表面应无夹渣、气孔、裂纹、飞溅、咬边、焊瘤等缺陷。
5、焊接环境:氩弧焊风速≥2m/s,电弧焊风速≥8m/s相对湿度≥90%,雨、雪时无有效保护措施应停止焊接。
确定工艺参数
焊接方法GTAW /SMAW 焊条烘烤温度(℃)350 焊接极性正接/反接母材预热温度(℃)/ 焊丝牌号H08Mn2SiA 层间温度(℃)/
焊丝规格
(mm)
Φ2.5 焊后热处理温度(℃)/ 焊条牌号J427 施焊条件室外焊条规格
(mm)
Φ2.5 Φ3.2 焊枪氩气流量(升/分)8—12
焊接电流90/140 管内(氩)气流量(升/
分)
/
焊接电压12/34
焊接层数2/3
编制审核审批日期日期日期。