ql焊接工艺卡标准模板
- 格式:doc
- 大小:962.50 KB
- 文档页数:15
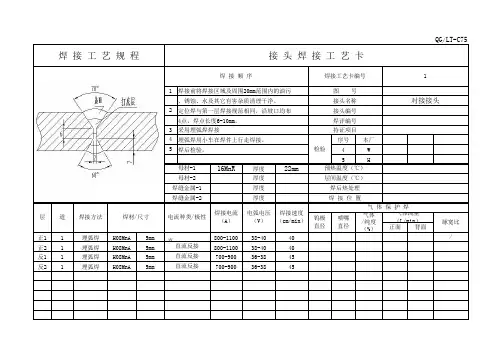
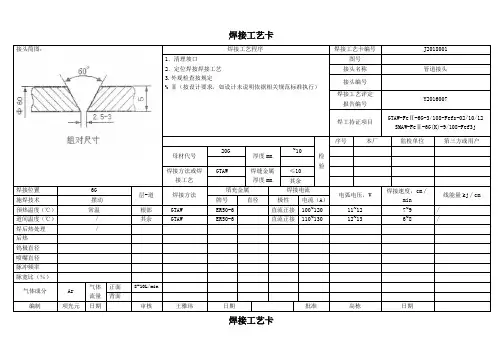
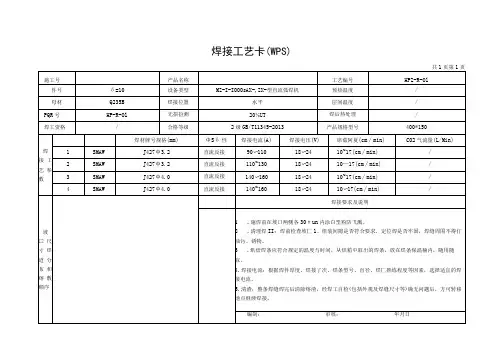
焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180011.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016007焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm~10焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤10其余焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温根部GTAW ER50-6 直流正接100~120 11~12 7~9 / 道间温度(℃)/ 其余GTAW ER50-6 直流正接110~130 12~13 6~8 / 焊后热处理/后热钨极直径喷嘴直径脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180021.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016008焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm12~24焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤18焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER50-6 直流正接110~130 11~12 6~8 / 道间温度(℃)/ 2~3 SMAW ER5015 直流反接100~120 24~26 8~10 / 焊后热处理/ 4~5 SMAW ER5015 直流反接110~130 25~27 6~8 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180031.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016009焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm~8焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER55-B2-MnV 直流正接90~110 11~12 7~9 / 道间温度(℃)/ 2 GTAW ER55-B2-MnV 直流正接100~120 12~13 6~8 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180041.清理坡口图号2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头名称管道接头接头编号焊接工艺评定报告编号Y2016010焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm7~14焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250℃(200℃) 1 GTAW TIG-R31 直流正接110~130 11~12 6~8 / 道间温度(℃)≥200℃(250℃) 2 SMAW R317 直流反接100~120 25~26 8~10 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180051.清理坡口2.定位焊按焊接工艺图号接头名称管道接头3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头编号焊接工艺评定报告编号Y2016011焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12 SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm16~44焊接方法或焊接工艺GTAW焊缝金属厚度mm≤6 SMAW ≤38焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250(200) 1 GTAW TIG-R31 直流正接120~140 11~12 6~8 / 道间温度(℃)≥200(250) 2 SMAW R317 直流反接110~120 25~26 6~8 / 焊后热处理720~750℃ 3 SMAW R317 直流反接140~160 28~30 8~12 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期。
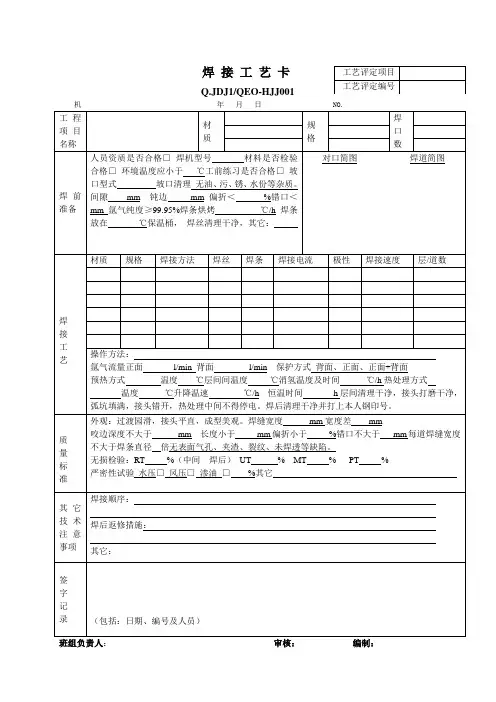
焊接工艺卡Q.JDJ1/QEO-HJJ001机年月日 NO.工程项目名称材质规格焊口数焊前准备人员资质是否合格□焊机型号材料是否检验合格□环境温度应小于℃工前练习是否合格□坡口型式坡口清理无油、污、锈、水份等杂质。
间隙mm 钝边mm 偏折<%错口<mm氩气纯度≥99.95%焊条烘烤℃/h 焊条放在℃保温桶,焊丝清理干净,其它:对口简图焊道简图焊接工艺材质规格焊接方法焊丝焊条焊接电流极性焊接速度层/道数操作方法:氩气流量正面l/min 背面l/min 保护方式背面、正面、正面+背面预热方式温度℃层间间温度℃消氢温度及时间℃/h热处理方式温度℃升降温速℃/h 恒温时间h层间清理干净,接头打磨干净,弧坑填满,接头错开,热处理中间不得停电。
焊后清理干净并打上本人钢印号。
质量标准外观:过渡园滑,接头平直,成型美观。
焊缝宽度mm宽度差mm咬边深度不大于mm 长度小于mm偏折小于%错口不大于mm每道焊缝宽度不大于焊条直径倍无表面气孔、夹渣、裂纹、未焊透等缺陷。
无损检验:RT %(中间焊后)UT % MT % PT %严密性试验水压□风压□渗油□%其它其它技术注意事项焊接顺序:焊后返修措施:其它:签字记录(包括:日期、编号及人员)工艺评定项目工艺评定编号焊接热处理操作记录Q.JDJ1/QEO-HJJ002工程名称日期天气环境温度部件名称焊接接头编号材质规格加热方法升降温速度(℃/h)恒温温度(℃)恒温时间(h)工艺卡号时间(h)温度(℃)时间(h)温度(℃)时间(h)温度(℃)要求:1 严格按作业指导书和工艺卡作业。
2 认真记录,填写整洁、完整,严禁乱划。
3 每半小时记录一次。
4 每半小时到热处理现场巡查一次。
交接班记录异常情况记录:负责人记录人开始时间结束时间焊接热处理工艺卡Q.JDJ1/QEO-HJJ003工程名称编号部件名称材质规格焊口数预热加热方法升温速度℃/小时预热温度打底:℃预热:℃层间温度℃测温方法加热措施保温措施后热加热温度℃恒温时间小时其它要求焊后热处理升温速度℃/小时降温速度℃/小时加热方法加热宽度mm 保温层宽度mm 恒温温度℃恒温时间小时热电偶型号数量工艺曲线图:注意事项:编制日期审批日期焊接热处理统计表Q.JDJ1/QEO-HJJ004工程名称部件名称序号焊接接头编号材质规格加热方法施工日期自动记录号备注说明:1 该表以部件,按热处理日期顺序进行统计;2 加热方法以代号表示:GR……工频感应加热DR……电加热ZR……中频感应加热HR……火焰加热;审核:统计:统计日期:年月日库房温度、湿度记录表Q.JDJ1/QEO-HJJ005年月 NO.日期时间气温天气库内温度库内湿度备注上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午此表由库工填写;库内要求温度不低于5℃,湿度不高于60%;要有严格的防潮、防冻措施,焊条随拆随用;在温度、湿度超标时,及时采取措施,并记入备注;记录人:焊条烘焙记录Q.JDJ1/QEO-HJJ006年月 NO.日期牌号批号温度℃时间h 数量kg 记录人备注Q.JDJ1/QEO-HJJ007工程名称:编号:分项工程名称工程类别钢材牌号焊丝部件规格焊条焊工代号焊缝总数检查记录焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期检查结论自检确认意见:班(组)长:年月日施工作业单位复查意见:二级质检员:年月日注:本表仅作为表面质量观感检查用,“接头已清理”和“焊缝成型”符合要求,以“√”表示:如有表露缺陷:应标注具体的焊口编号:缺陷及处理情况应据实填写。

标记处数短轴
中轴
中轴长轴
-中轴
中轴
长轴
01112131415161718191102
111213141516171819202122
页次
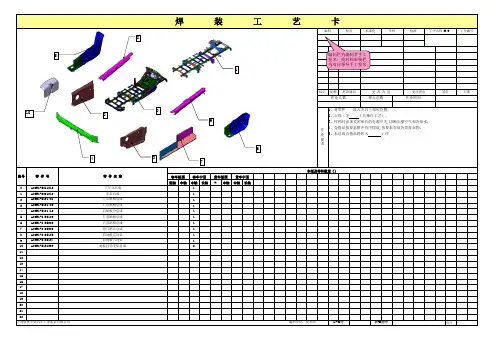
焊 装 工 艺 卡
参考图号
编号
作业要求
零 件 名 称零 件 号上海晓奥享荣汽车工业装备有限公司 编制单位:技术部
UPG 号
A00B1-8405104前地板右边梁A00B1-5101330
地板挂钩支架总成
A00B1-8405200右前踏板总成A00B1-8405300滑门踏步总成A00B1-8405103前地板左边梁A00B1-5101402右后裙板总成A00B1-5101410后裙板分总成A00B1-8405100左前踏板总成A00B1-5011010下车身总成A00B1-2801010车架总成A00B1-5101401左后裙板总成3、停机时必须关闭所有的电源开关,切断压缩空气和冷却水;4、合格品按要求整齐有序摆放,按要求存放各类废弃物。
5、本总成合格品将转入 工序
车型及零件数量()
客车低顶客车中顶货车低顶货车中顶1、将零件 放入夹具上相应位置;2、点焊(见 工位操作工艺);
更改通知更 改 内 容更改理由签名日期
作业人数焊点总数作业时间
工位编号
编制
校对
标准化
审核
批准
工序名称(E/C)
编制栏为编制者手工签名;校对和审核栏为对应领导手工签名
1
3
2
4
5
6
7
8
9
10。
通用焊接工艺卡焊接工艺卡衣H —li焊接工艺卡02表H-05 NO焊接工艺卡编制:IJ焊接贾任工程师:2003 年 06 H 16技术要求及说明:1、 淸除坡口两侧内外表面20皿范幽的汕污、锈蚀、尘土.n 应磅出 金属光泽.2、 纵炸缝与息弧板相连一瑞3()〜5U mm 的内炸缝先用手工电弧烬炸 接.焊接工艺卡产晶名称储气罐 产品型号岑部件名称焊接丁艺扌旨亍me 外HP0I-01 炸接工艺评定编号 IIP0I 图 号母 材 Q235B 规 格4 mm 钢号类组别号 I 一 I 气 体 / |配比 / 流 最/ 苗根方式/ 接头编号对接接头 炸T •资格Mi-1 层次 炸接方法 胖接材料 电源及极性 电流(A) 电压(V)焊接速度(cni/min)线能彊 (J/cm)牌号1 SAW ER50-6 HJ43101.6直流反极〜28() 28 〜32 60 〜80 7200 2SAW〜32536 〜3"70 〜809620编制: IJ年 丿] 日 炸接责任H 程师:2003 年 06 }\ 16炸接泾次.顺序小意图:焊接层次(止/反):各一层 坡uffttit : 0° 饨边:板尽 问琼:0〜1技术要求及说明:K 淸除坡口两侧内外农面2Umm 范围的油污.锈蚀.尘土且应屈出 金属光泽.2、纵烬缝与息弧板相连一端30〜5() mm 的内炸缝先用手工电狐悍烬 接。
2003 年 06 丿 J 16 11焊接工艺卡产品名称储气罐 产品型号冬部件名称炸接匸艺抬9对缩号HRU-0I 炸接丁戈评定编号 IIMI1 图 号母 材 Q235B 规 格5 mm 钢号类组别弓 I 一 I 气 体/|配比 / 流就/淸根方式/ 接头編号 A 类焊接接头焊工资格Mt-1 层次 焊接方法 卅接材料 电源及极性 电流(A) 电压(V)焊接速度(cm/min) 线能帚 (J/cm)牌号 观俗 1 SAW ER50-6 HJ43101.6直流反极300〜320 28 〜32 60 〜80 7971 2SAW340〜36036〜3870 〜7510717表 H-05N0: 05焊接层次,顺序示意图:编制: 焊接层次(正/反):各层 坡口角必o a 饨5么板厚 何隙:0〜1悍接层次,顺序示意图:焊接工艺卡产品名称产品型号零部件名称炸接T.艺抬导书缩弓悍接.T•艺评定编号图号母材规格钢号类组别兮气体配比清根方式接头编弓焊工资格泾次辉樣方法焊接材料i|i fi ttt.H电流(A)电压(V)焊接遼度(cm/min)线能就(J/cm)牌号规格表H-05炸接泾次(iE/S):各•层坡口角度=0* 钝边’板尽何KG 0~1技术要求及说明:1、淸除坡口两侧内外农面2umm范围的油污.锈蚀.尘土且应屈出金属光泽.2、纵烬缝与息弧板相连一端3U〜50师的内烬缝先川手工电弧烬烬接。
压力容器,压力管道工程
工艺卡片山东聊建集团有限公司
焊接工艺说明
参加压力管道工程焊接的焊工,必须是经过考试合格的焊工且只能承担与考试合格项目相应的焊接工作。
焊接过程中应注意以下几点:
1.遵守工艺纪律,按照规定的焊接工艺进行施工,自觉做好自检,确保焊接质量;
2.定位点固焊接应按照正式焊接工艺要求进行;
3.禁止在非焊接点位引弧,电弧擦伤处应打磨平滑;
4.焊件组对时应避免强力组装;
5.雨雪天气和环境温度低于0℃或风速大于8m∕s时,无保护措施应禁止施焊;
6.焊前检查坡口组对及清理情况是否符合要求,焊后在焊缝附近打上焊工钢号;
7.当焊接发现缺陷时应按工艺要求进行返修,返修后的焊缝应是合格焊缝;
8.要求焊后热处理时,进无损检测合格后进行。
焊接工艺卡
中油气管道机械制造厂
焊接工艺卡
产品名称:
产品工号:
产品图号:
定货单位:
焊接工艺卡
焊85-2
焊接工艺卡焊85-3
焊接工艺卡焊85-4
焊接工艺卡焊85-5
焊接工艺卡焊85-7
焊接工艺卡焊87-1
焊接工艺卡焊87-2
焊接工艺卡焊88-4
焊接工艺卡焊88-13
焊接工艺卡焊90-3
焊接工艺卡焊91-1
焊接工艺卡焊92-1
焊接工艺卡焊93-1
焊接工艺卡焊93-2
焊接工艺卡焊93-3
焊接工艺卡焊93-5
焊接工艺卡焊93-4
焊接工艺卡焊93-6
焊接工艺卡炉焊94-1
焊接工艺卡焊94-1
焊接工艺卡焊94-2
焊接工艺卡焊94-3
焊接工艺卡焊94-4
焊接工艺卡焊94-5
焊接工艺卡焊95-2
焊接工艺卡焊95-3
焊接工艺卡焊95-4
焊接工艺卡焊96-8
焊接工艺卡
焊
焊接工艺卡焊96-5
焊接工艺卡
编号:焊96-7
焊接工艺卡
编号:焊96-9
焊接工艺卡
编号:焊96-14
焊接工艺卡
编号:焊
96-15
压力容器焊接工艺卡
焊接工艺卡
焊97-9
焊96-14
焊96-5。