装配尺寸链的基本概念及其特征共17页
- 格式:ppt
- 大小:1.16 MB
- 文档页数:9
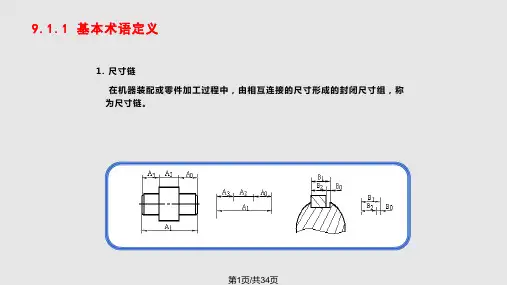


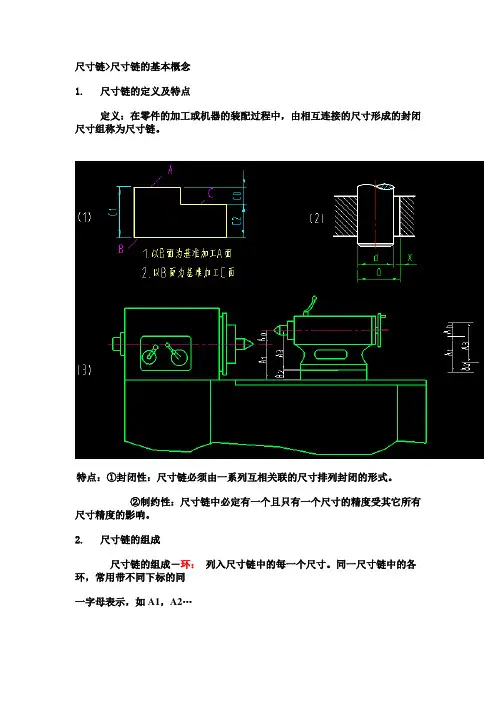
尺寸链>尺寸链的基本概念1. 尺寸链的定义及特点定义:在零件的加工或机器的装配过程中,由相互连接的尺寸形成的封闭尺寸组称为尺寸链。
特点:①封闭性:尺寸链必须由一系列互相关联的尺寸排列封闭的形式。
②制约性:尺寸链中必定有一个且只有一个尺寸的精度受其它所有尺寸精度的影响。
2. 尺寸链的组成尺寸链的组成-环:列入尺寸链中的每一个尺寸。
同一尺寸链中的各环,常用带不同下标的同一字母表示,如A1,A2…封闭环:装配过程或加工过程最后自然形成的一环常用带角标“0”的字母表示,如A0,B0…组成环:增环-其它组成环变,此环增大(或减小),封闭环随之增大(或减小)的环。
减环-其它组成环变,此环增大(或减小),封闭环随之减小(或增大)的环。
判别增减环的方法:(1)定义法:(2)箭头法:按照各尺寸首尾相接的原则,顺着一个方向在各尺寸上划箭头,凡组成环的箭头与封闭环的箭头相同者,此组成环为减环,反之为增环。
(3)跳行法:与封闭环同行的或相隔1,3,5行的是减环,其余的为增环。
3. 尺寸的分类a.按几何特征分:长度尺寸链――全部环为长度尺寸的尺寸链。
角度尺寸链――全部环为角度尺寸的尺寸链。
b.按所处空间位置分:直线尺寸链――全部组成环平行于封闭环的尺寸链。
平面尺寸链――全部组成环位于一个或几个平行平面内,但某些组成环不平行于封闭环的尺寸链。
空间尺寸链――组成环位于几个不平行平面的尺寸链。
c.按应用场合分:工艺尺寸链――全部环为同一零件工艺尺寸所形成的尺寸链。
装配尺寸链――全部环为不同零件尺寸所形成的尺寸链。
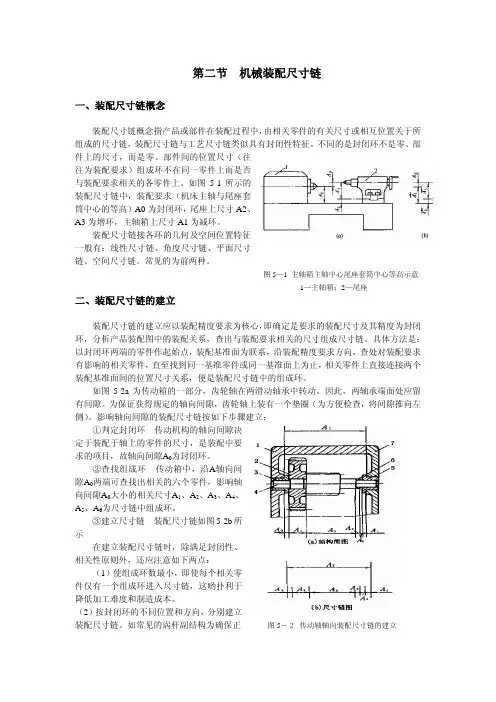
尺寸链>尺寸链的建立与计算1. 尺寸链的建立(1)装配尺寸链的建立a. 确定封闭环:装配过程中最后自然形成的尺寸。
b. 查明组成环从封闭环开始,依次找出与其有关的尺寸,各尺寸首位相连,形成一个封闭的尺寸组。
且要求所构成的尺寸链环数最少。
c. 画尺寸链图:从封闭环开始,按照相关尺寸在零件中标注的位置逐个画出,最后回到封闭环。
Bi图5-1(5-1左图)齿轮孔与轴配合间隙A0的大小,与孔径A1及轴径A2的大小有关;(5-1右图)齿轮端面和机体孔端面配合间隙B0的大小,与机体孔端面距离尺寸B1、齿轮宽度B2及垫圈厚度B3的大小有关。
教学内容正文—、基本概念装配尺寸链的定义:如果把影响某一装配精度的有关尺寸彼此按顺序的连接起来,可构成一个封闭外形。
所谓装配尺寸链,就是指这些相互关联尺寸的总称。
装配尺寸链的特征:1、各有关尺寸联接成封闭的外形2、构成这个封闭外形的每个尺寸的偏差都影响装配精度二、尺寸链简图为简便起见,通常不绘出该装配部分的具体结构,也不必按严格的比例,而只是依次绘出各有关尺寸,排列成封闭外形的尺寸链简图。
如5-1所示的两种情况,其尺寸链简图如图5-2所示。
Ai一Bi 一------------------------------------Bj Bj Bp图5-2三、尺寸链专用术语尺寸链的环——组成尺寸链的各个尺寸,每个尺寸链至少有三个环封闭坏一一在连接加工或机器装配过程中,最后自然形成(或间接获得)的尺寸,称为封闭环。
一个尺寸链只有一个封闭环,如图5-2中的A。
、B o。
装配尺寸链中封闭环即装配技术要求。
组成环一一在尺寸链中除封闭环以外的环称为组成环。
如图5-2中A1、A?、B1、B 2、B3。
增环一一在其他组成环不变的条件下,当某组成环增大时,封闭环随之增大,那么该组成环称为增环。
如图5-2中的A1、B1。
用符合A、B1 表示。
减环一一在其他组成环不变的条件下,当某组成环增大时,封闭环随之减小,那么该组成环称为减环。
如图5-2中的A2、B2、B3。
用符合例:如图所示齿轮轴装配,要求装配后齿轮端面和箱体孔端面之间,具有0.1-0.3mm 的轴向间隙。
已知B 1 =800心,B 2 =60°^.06,问B 3尺寸 应控制在什么范围内才能满足装配要求。
(与学生一起演算推导,加深 印象)Bi解:1、根据题意绘尺寸链简图B1B2 B3 B02、 确定封闭环、增环、减环B °、B 1、B 2、B 3。