装配尺寸链的解法
- 格式:ppt
- 大小:2.14 MB
- 文档页数:21
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
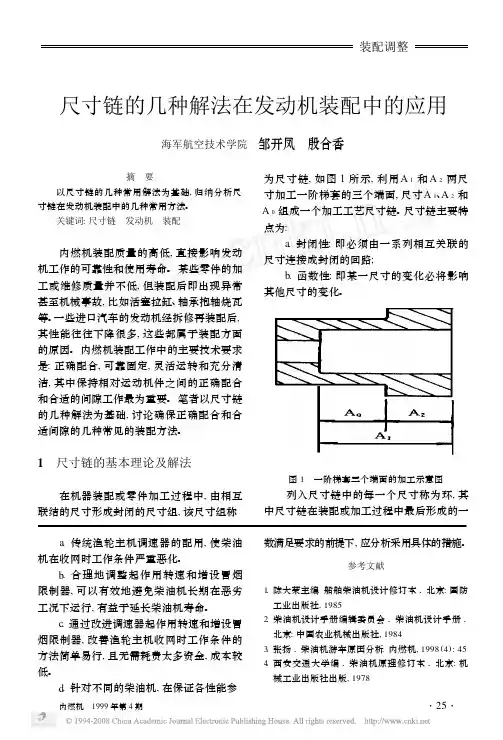
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链②角度尺寸链——全部环为角度尺寸的尺寸链2.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链装配尺寸链的解算示例=(标准件)封闭环的公称尺寸为零,即,先将各组于内尺寸的组成环按基孔制,孔中心距按对称分布决定其极限偏差。
不过需要留一个组成环,其极限偏差确定后计算得到。
该组成环称为协调环。
此处A s为垫圈,容易加工,且其他尺寸都便于用通用量具测量,故选A s为协调环。
由此确定除协调环外各环的极限偏差为:最后计算确定协调环为: (2)不完全互换法。
采用不完全互换法时,装配尺寸链采用概率法公式计算。
当各组成环尺寸服从正态分布时封闭环公差T o与各组成环公差T t的关系满足。
若各组成环尺寸不服从正态分布,则取封闭环公差T o与各组成环公差T t的关系满足。
K依具体分布而定,一般可以取K=1.2~1.6。
仍然以图57-4所以示的装配关系简图是基本尺寸,装配精度要求为例,设各组成环尺寸服从一个标准件A4的尺寸链,取各组成环的平均公差T(mm)为:一般平面装配尺寸链中,组成环对封闭环的误差传递系数的绝对值一般不等于1,需要先根据几何关系建立尺寸链方程后,再确定误差传递系数。
图57-8a为哥德式直线滚动导轨副的装配关系,图57-8b为一对沟槽的钢球接触关系。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链②角度尺寸链——全部环为角度尺寸的尺寸链2.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链装配尺寸链的解算示例=(标准件)封闭环的公称尺寸为零,即,先将各组于内尺寸的组成环按基孔制,孔中心距按对称分布决定其极限偏差。
不过需要留一个组成环,其极限偏差确定后计算得到。
该组成环称为协调环。
此处A s为垫圈,容易加工,且其他尺寸都便于用通用量具测量,故选A s为协调环。
由此确定除协调环外各环的极限偏差为:最后计算确定协调环为: (2)不完全互换法。
采用不完全互换法时,装配尺寸链采用概率法公式计算。
当各组成环尺寸服从正态分布时封闭环公差T o与各组成环公差T t的关系满足。
若各组成环尺寸不服从正态分布,则取封闭环公差T o与各组成环公差T t的关系满足。
K依具体分布而定,一般可以取K=1.2~1.6。
仍然以图57-4所以示的装配关系简图是基本尺寸,装配精度要求为例,设各组成环尺寸服从一个标准件A4的尺寸链,取各组成环的平均公差T(mm)为:一般平面装配尺寸链中,组成环对封闭环的误差传递系数的绝对值一般不等于1,需要先根据几何关系建立尺寸链方程后,再确定误差传递系数。
图57-8a为哥德式直线滚动导轨副的装配关系,图57-8b为一对沟槽的钢球接触关系。
钳工修配装配法尺寸链的简易解法摘要:在多种钳工工艺教材课本里,修配装配法尺寸链的解法一直存在着一些争议,有些书上是这样解,有些书上是那样解,叫人看起来有点摸不着头脑,这几年,我仔细研究了一下,总结了一些规律和方法。
大家知道,修配装配法尺寸链是通过修配环的修配来达到装配精度的,我们解修配装配尺寸链的目的就是让修配环的加工余量处在一个合适的范围内,这个合适的范围就是使修配环的加工余量既不能太大又不能没有。
为了达到这个目的,本文总结了在尺寸链中因处于增环、减环以及被修面的不同,对封闭环影响有四种类型,并根据这四种类型,进行具体的举例计算,以此来说明修配装配法尺寸链的简易计算方法,并通过验算,达到了上述目的。
关键词:修配装配法尺寸链装配精度尺寸链方程封闭环修配环增环减环论文主体:对于机械产品,装配精度是保证产品的工作性能和使用寿命。
要达到装配精度,不能只依赖于提高零件的加工精度,在一定程度上还要依靠装配的工艺技术。
对于装配方法归纳起来有四种,即互换装配法、选配装配法、修配装配法、调整装配法。
其中修配装配法的解法,在一些技工教学课本以及技工培训教材中,如钳工工艺学、钳工技师培训教材、机械制造工艺学,在叙述到修配装配法尺寸链时,讲得不够全面,让人模糊不清,例如书中写道:若补偿环(修配环)是增环,则愈修使封闭环愈小,所以应首先求出补偿环的最小极限尺寸;反之,若补偿环是减环,则愈修使封闭环愈大,所以应首先求出补偿环的最大极限尺寸。
在书上只叙述了上述两种情况。
其实,当修配环是增环,不一定愈修使封闭环愈小,也有愈修使封闭环愈大的情况;当修配环是减环,不一定愈修使封闭环愈大,也有愈修使封闭环愈小的情况。
在实际工作中,修配环在给定的尺寸链中,因处于增环、减环以及被修配面的不同,对封闭环的影响会有下列四种类型:1、修配环是增环,修配环愈修愈大,使封闭环也愈大。
如图1所示,机床溜板和导轨的配合,现取C3为修配环(增环),若以修刮修配环的A面来保证装配配合间隙C△(封闭环),我们从图中看出,A面愈修,修配环C3愈大,使封闭环C△也愈大,这是第一种类型。
用概率法求解装配尺寸链的装配方法
装配尺寸链是指由多个零件组成的装配系统,其中每个零件的尺寸都有一定的偏差。
采用概率法求解装配尺寸链的装配方法可以通过以下步骤进行:
1. 确定装配尺寸链的目标:比如确定装配尺寸链的总体装配尺寸范围或者确定特定的装配尺寸要求。
2. 收集零件尺寸数据:收集零件尺寸的相关数据,包括每个零件的标准尺寸和尺寸偏差。
3. 建立概率模型:根据零件尺寸数据,建立概率模型来描述零件尺寸的分布情况。
常用的概率分布有正态分布、均匀分布等。
4. 计算总体装配尺寸分布:根据概率模型,计算不同组合零件的总体装配尺寸分布情况。
可以用概率密度函数或者累积分布函数表示。
5. 确定装配尺寸范围:根据装配尺寸链的目标,确定满足要求的装配尺寸范围。
可以根据总体装配尺寸分布的累积分布函数计算。
6. 选择装配方法:根据确定的装配尺寸范围,选择合适的装配方法。
可以根据装配尺寸的偏差大小,选择适当的调整方法,比如调整零件尺寸、采用适当的装配顺序等。
7. 进行装配实验:根据选择的装配方法,进行实际的装配实验,验证装配尺寸链的装配效果。
需要注意的是,概率法求解装配尺寸链的装配方法是一种统计方法,结果可能存在一定的误差。
因此,在实际应用中,需要根据具体
情况进行合理的调整和优化。
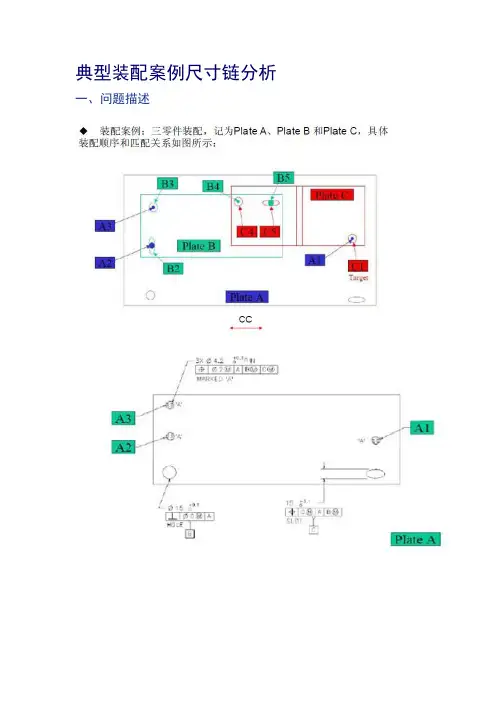
典型装配案例尺寸链分析一、问题描述
二、尺寸链计算
案例分析
1、本装配案例中,偏差的传递来源于两部分:各孔/销的尺寸公差与各
自的位置度公差。
通过A-B、B-C两次装配,偏差将会累积于C1孔,因此所求的C1孔差这些差值(大于
直径及其尺寸公应当包容偏的累计总等于)。
2、考虑到孔A 1、A3均位于Plate 上,A板本身的定位偏差将对两孔造成
A不独立的同向偏差传递,尺寸链中相互抵消,不予考虑。
3、由案例中的装配关系可以看出,Y向和X向的偏差传递方式相同,因此
只需考虑一个方向进行计算即可。
4、本例可利用极值法或概率法进行计算,极值法对偏差的要求更为
严格,
现假设各尺寸环符合正态分布,以生产中常用的概率法进行计算。
机械制造技术装配尺寸链的建立和解算装配尺寸链的建立和解算n装配尺寸链的概念装配精度是由相关零件的加工精度和合理的装配工艺共同来保证的。
装配尺寸链是全部组成环零件设计尺寸所形成的尺寸链。
例:建立轴向间隙尺寸链。
n建立长度尺寸链的步骤•确定封闭环•就是装配精度A 0=0.2~0.7mm •查找组成环ü零件的“相关尺寸”:是指该相关零件上的某设计尺寸,它的变化会引起封闭环的变化。
ü查找相关零件:“粘连法粘连法:即取封闭环两端为起点,沿装配精度方向,以基准面为线索,一个挨一个,直至找到同一基准零件,甚至同一基准面为止;包括5个零(部)件的尺寸。
ü确定相关零件的相关尺寸尺寸链环数最少原则:最理想方案是每个有关零件上仅有一个尺寸作为相关尺寸。
ü画尺寸链图并确定组成环的性质n 装配尺寸链的建立n 装配尺寸链组成的最短路线(最少环数)原则u 确定封闭环:通常装配尺寸链封闭环就是装配精度要求u 装配尺寸链查找方法:取封闭环两端的零件为起点,沿装配精度要求的位置方向,以装配基准面为联系线索,分别查明装配关系中影响装配精度要求的那些有关零件,直至找到同一基准零件或同一基准表面为止。
所有零件上连接两个装配基准面间的位置尺寸和位置关系,便是装配尺寸链的组成环u 组成装配尺寸链时,应使每个有关零件只有一个尺寸列人装配尺寸链。
相应地,应将直接连接两个装配基准面间的那个位置尺寸或位置关系标注在零件图上u 又称一件一环原则包括5个零(部)件的尺寸。
n装配尺寸链的解算•装配尺寸链的解算与装配方法有关,不同的装配方法有不同的解法。
•常用的达到装配尺寸链封闭环要求的方法有:互换装配法(完全互换和大数互换法)、分组装配法、修配法、调整法。
1.完全互换装配法装配时各组成环零件可不经挑选、或改变大小及位置,装入后即可达到封闭环的公差要求的装配方法n其装配尺寸链采用极值法解算。
n装配尺寸链的应用包括两个方面:•正向计算:已有产品装配图和全部零件图,已知尺寸链的封闭环,各组成环的基本尺寸、公差及偏差,求封闭环的基本尺寸、公差及偏差;然后和已知条件对比,验证各环精度是否合理。
概率法求解装配尺寸链的装配方法
嘿,朋友!今天咱要来聊聊这超有趣的概率法求解装配尺寸链的装配方法!你想想啊,就好比搭积木,要把一个个小积木完美地拼凑在一起,让它们严丝合缝,这可不是一件简单的事儿!
在实际的生产制造中,我们经常遇到各种零部件需要装配起来。
那怎么才能知道它们装配起来是不是合适呢?这就好比你有一堆不同形状的拼图,你得想办法让它们拼成一幅完整美丽的画面。
概率法求解装配尺寸链的装配方法就是我们的秘密武器啦!
比如说,我们要组装一辆汽车,车上有那么多的零部件,每个零部件都有自己的尺寸和公差。
哎呀,那可真是复杂得让人头疼!但是,有了概率法,就像有了一盏明灯照亮我们的路。
我们可以通过计算概率,来判断这些零部件装配起来是不是可靠。
就像你在玩游戏,你知道了规则,就能更好地掌控局面,赢得比赛!
我之前碰到过一个例子,在一个机械装配的过程中,有个关键部件的尺寸总是有些偏差,大家都愁眉苦脸的,不知道该怎么办。
后来啊,有人提议用概率法试试,嘿,你猜怎么着?还真就解决了问题,让那个装配工作顺顺利利地完成了!这概率法可真是太神奇了!
再想想,如果没有这种方法,那我们得费多大的劲儿去摸索、去试错啊!那得浪费多少时间和精力啊!所以说,概率法求解装配尺寸链的装配方法真的是给我们带来了巨大的便利和好处。
它就像是一把万能钥匙,能打开装配尺寸链这个复杂大锁,让我们能轻松地完成各种装配任务。
朋友,你还在等什么呢?赶紧去了解并试试这神奇的装配方法吧!我觉得,只要你认真去研究、去运用,它一定会给你带来意想不到的惊喜和收获!你难道不想体验一下这种化繁为简的奇妙感觉吗?。