装配尺寸链的计算(行业研究)
- 格式:ppt
- 大小:4.77 MB
- 文档页数:2
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链②角度尺寸链——全部环为角度尺寸的尺寸链2.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链装配尺寸链的解算示例=(标准件)封闭环的公称尺寸为零,即,先将各组于内尺寸的组成环按基孔制,孔中心距按对称分布决定其极限偏差。
不过需要留一个组成环,其极限偏差确定后计算得到。
该组成环称为协调环。
此处A s为垫圈,容易加工,且其他尺寸都便于用通用量具测量,故选A s为协调环。
由此确定除协调环外各环的极限偏差为:最后计算确定协调环为: (2)不完全互换法。
采用不完全互换法时,装配尺寸链采用概率法公式计算。
当各组成环尺寸服从正态分布时封闭环公差T o与各组成环公差T t的关系满足。
若各组成环尺寸不服从正态分布,则取封闭环公差T o与各组成环公差T t的关系满足。
K依具体分布而定,一般可以取K=1.2~1.6。
仍然以图57-4所以示的装配关系简图是基本尺寸,装配精度要求为例,设各组成环尺寸服从一个标准件A4的尺寸链,取各组成环的平均公差T(mm)为:一般平面装配尺寸链中,组成环对封闭环的误差传递系数的绝对值一般不等于1,需要先根据几何关系建立尺寸链方程后,再确定误差传递系数。
图57-8a为哥德式直线滚动导轨副的装配关系,图57-8b为一对沟槽的钢球接触关系。
相关的零件尺寸与相互位置关系可以形成尺寸链,这在机器装配关系中称为装配尺寸链。
装配的封闭尺寸链是保证装备精度指标的基本要求,它会直接影响到装配精度,零、部件尺寸和位置关系。
那么,装配尺寸链如何建立、如何计算呢?1、装配精度为了保证设备的正常使用,装配精度是装配工作中十分重要的一方面。
装配精度不仅影响机器或者部件的工作性能,还会影响它们的使用寿命;对于机床,装配精度也会直接影响到被加工的零件精度。
装配精度主要有以下几个方面:·相互位置精度:产品中相关零部件之间的距离精度以及相互位置精度。
·相对运动精度:又被称为传动精度。
产品中零部件之间相互运动时在运动方向以及运动速度上的精度,运动方向的精度通常会表现为部件之间相对运动的平行度和垂直度。
·相互配合精度:这个精度内容包括配合表面的配合质量以及接触质量。
2、装配尺寸链的分类(1)直线尺寸链:主要由长度尺寸组成,各环尺寸会保持彼此平行。
(2)角度尺寸链:由角度、平行度以及垂直度构成。
(3)平面尺寸链:由成角度关系的长度尺寸构成,各环要处于同一或平行的平面内。
2、装配尺寸链的查找方法(1)装配尺寸链的查找方法:封闭环的确定要根据装配精度要求来进行,将封闭环两端任一零件作为起点,按照装配精度要求的方向,用装配基准面作为查找线索,找出影响装配精度要求的相关零件。
(2)装配尺寸链查找注意事项:装配尺寸链要适当进行简化,要遵循环数最少的原则。
查找装配尺寸链的时候多个相关的零部件只有一个尺寸作为组成环列,这样成环的数目是有关零部件的数目。
3、装配尺寸链的计算方法装配尺寸链的计算方法与装配方法有很大的关系,同一个装配精度,如果采取不同的装配方法,那么装配的计算方法也会有所差别,一般在装配中,我们常使用到的计算方法有两种:·正计算:已知的条件为装配精度相关的各零部件的基本尺寸和偏差,计算得出装配精度要求的基本尺寸及偏差。
·反计算:已知的条件为装配精度要求基本尺寸及偏差,计算得出装配精度有关的零部件的基本尺寸及偏差。
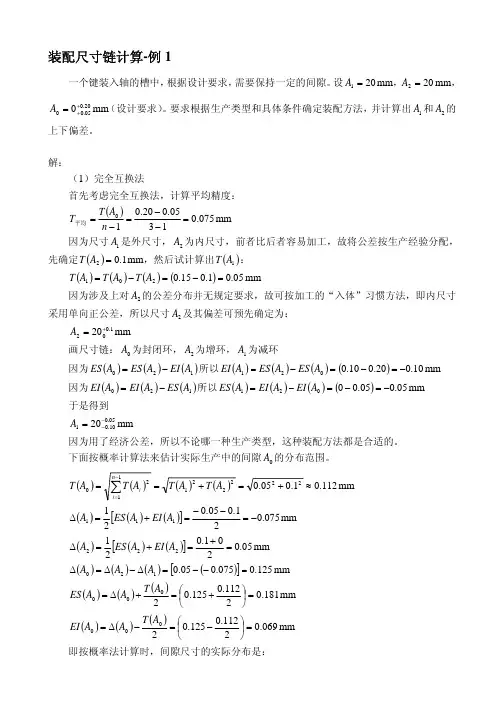
装配尺寸链计算-例1一个键装入轴的槽中,根据设计要求,需要保持一定的间隙。
设201=A mm ,202=A mm ,20.005.000++=A mm(设计要求)。
要求根据生产类型和具体条件确定装配方法,并计算出1A 和2A 的上下偏差。
解:(1)完全互换法首先考虑完全互换法,计算平均精度:()075.01305.020.010=−−=−=n A T T 平均mm 因为尺寸1A 是外尺寸,2A 为内尺寸,前者比后者容易加工,故将公差按生产经验分配,先确定()1.02=A T mm ,然后试计算出()1A T :()()()()05.01.015.0201=−=−=A T A T A T mm因为涉及上对2A 的公差分布并无规定要求,故可按加工的“入体”习惯方法,即内尺寸采用单向正公差,所以尺寸2A 及其偏差可预先确定为:1.00220+=A mm 画尺寸链:0A 为封闭环,2A 为增环,1A 为减环因为()()()120A EI A ES A ES −=所以()()()()10.020.010.0021−=−=−=A ES A ES A EI mm 因为()()()120A ES A EI A EI −=所以()()()()05.005.00021−=−=−=A EI A EI A ES mm 于是得到05.010.0120−−=A mm因为用了经济公差,所以不论哪一种生产类型,这种装配方法都是合适的。
下面按概率计算法来估计实际生产中的间隙0A 的分布范围。
()()()()112.01.005.02222211120≈+=+==∑−=A T A T A T A T n i imm ()()()[]075.021.005.021111−=−−=+=∆A EI A ES A mm ()()()[]05.0201.021222=+=+=∆A EI A ES A mm ()()()()[]125.0075.005.0120=−−=∆−∆=∆A A A mm()()()181.02112.0125.02000=⎟⎠⎞⎜⎝⎛+=+∆=A T A A ES mm ()()()069.02112.0125.02000=⎟⎠⎞⎜⎝⎛−=−∆=A T A A EI mm 即按概率法计算时,间隙尺寸的实际分布是:181.0069.000++=A mm这说明:在实际中,尺寸0A 的波动范围要比按极大极小计算的范围小一些(图3)。
尺寸链的计算方法尺寸链是产品设计和制造中非常重要的一环,它直接关系到产品的质量和性能。
正确的尺寸链计算方法能够有效地提高产品的精度和稳定性,降低生产成本,提高生产效率。
下面我们将介绍尺寸链的计算方法,希望能对大家有所帮助。
首先,尺寸链的计算需要明确产品的尺寸要求和公差范围。
在确定了产品的设计尺寸和公差范围后,我们可以开始计算尺寸链。
尺寸链的计算方法主要包括两个步骤,一是确定尺寸链的起点和终点;二是计算每个尺寸链的偏差值。
确定尺寸链的起点和终点是尺寸链计算的第一步。
起点一般是产品的基准尺寸,终点是产品的最终尺寸。
在确定了起点和终点后,我们可以根据产品的装配关系和功能要求,确定各个尺寸链的传递方向和传递路径。
这样就可以建立起尺寸链的传递路径图,为后续的计算奠定基础。
接下来是计算每个尺寸链的偏差值。
在计算偏差值时,我们需要考虑尺寸链中各个零部件的公差叠加情况。
一般来说,我们可以采用最大公差法或最小公差法来计算尺寸链的偏差值。
最大公差法是指在每个尺寸链中,取各个零部件公差的最大值作为该尺寸链的偏差值;最小公差法则是取各个零部件公差的最小值作为该尺寸链的偏差值。
选择哪种方法取决于产品的实际情况和要求。
除了以上的基本计算方法外,我们还需要注意一些尺寸链计算中的常见问题。
比如,在计算尺寸链的偏差值时,需要注意零部件公差的合理分配,避免出现偏差值过大或者过小的情况。
此外,还需要考虑产品在使用过程中可能出现的磨损和变形情况,以及在生产过程中可能出现的加工误差和设备精度等因素。
总之,尺寸链的计算方法是产品设计和制造中不可或缺的一部分。
正确的尺寸链计算能够有效地提高产品的质量和性能,降低生产成本,提高生产效率。
希望通过本文的介绍,能够帮助大家更好地理解尺寸链的计算方法,为产品设计和制造提供更好的支持。
尺寸链的计算方法
尺寸链是指产品设计、制造、装配和质量控制过程中的一种重要工具,它可以
帮助我们更好地理解产品的尺寸要求,保证产品的质量和性能。
在实际工程中,尺寸链的计算方法是非常关键的,下面我们将详细介绍尺寸链的计算方法。
首先,我们需要明确尺寸链的定义。
尺寸链是指产品各零部件之间的尺寸关系,包括公差、配合、间隙等内容。
在产品设计阶段,我们需要根据产品的功能要求和制造工艺来确定尺寸链,以保证产品的装配性和性能。
其次,尺寸链的计算方法主要包括以下几个步骤,确定尺寸链的起始尺寸、确
定尺寸链的公差、计算尺寸链的累积公差、分析尺寸链的影响。
首先,我们需要根据产品的功能要求和装配工艺确定尺寸链的起始尺寸,即各零部件的基准尺寸。
然后,根据国家标准或行业标准确定各零部件的公差,包括尺寸公差、形位公差等。
接下来,我们需要计算尺寸链的累积公差,即各零部件在装配过程中的尺寸偏差累积值。
最后,我们需要分析尺寸链对产品性能和装配性的影响,以确定是否满足产品设计要求。
在实际工程中,尺寸链的计算方法需要结合产品的具体情况和制造工艺来进行。
我们需要根据产品的功能要求和装配工艺来确定尺寸链的起始尺寸和公差,同时考虑产品的材料特性和加工工艺,以保证产品的质量和性能。
总之,尺寸链的计算方法是产品设计和制造过程中的重要内容,它可以帮助我
们更好地理解产品的尺寸要求,保证产品的质量和性能。
在实际工程中,我们需要根据产品的具体情况和制造工艺来确定尺寸链,以保证产品的装配性和性能。
希望本文对您有所帮助,谢谢阅读!。
装配尺寸链的计算方法
装配尺寸链是指将多个零件按照一定规律组装在一起时所需要
的尺寸链,也称为装配尺寸序列。
它是用来确保装配质量的重要工具,通过计算装配尺寸链可以帮助工程师预测和解决零件装配过程中可
能出现的问题,从而提高装配质量和效率。
计算装配尺寸链的方法如下:
1. 确定装配关系:首先确定零件的装配关系,即哪些零件应该放在一起装配,哪些零件先装配,哪些后装配。
2. 确定重要特征:确定装配过程中的重要特征,如轴承孔、轴承外径等。
3. 确定公差:根据设计要求和实际情况确定零件和重要特征的公差。
4. 计算尺寸链:按照装配关系逐步计算各个零件和重要特征的尺寸链,即从一个零件的基准面到下一个零件的基准面的距离。
5. 验证尺寸链:对计算出来的尺寸链进行验证,确保其符合设计要求并且能够实现装配。
除了以上的方法,还有一些常用的计算尺寸链的工具和软件,如CATIA、Pro/E、SolidWorks等,它们能够帮助工程师更快速、更准确地计算出尺寸链。
总之,计算装配尺寸链是一个非常重要的工作,它能够帮助工程师预测和解决零件装配过程中可能出现的问题,从而提高装配质量和效率。
浅谈零部件装配中尺寸链的算法【摘要】文中对尺寸链的有关基本概念进行了简单的介绍,又以互换法的方式通过举实例对尺寸链计算进行了比较详细的阐述。
【关键词】尺寸链;累积误差;封闭环;组成环;偏差零件装配过程是将合格的零件按照技术要求连接固定为部件,再完成部件与部件的结合,直至完成合格的模具。
为了满足装配的技术要求,尺寸链的分析计算就显得极其重要。
因为众多的尺寸、形位关系连在一起时,肯定就会互相影响并产生累积误差。
某些相互配合的零件形成了按一定顺序排列成封闭的尺寸链环。
运用尺寸链原理能够方便可靠地计算多种尺寸链,调节各个尺寸间的相互影响,并控制多个尺寸的累积误差。
(1)装配尺寸链包含封闭环,组成环。
尺寸链中得每个尺寸简称为环,其中封闭环是零件在装配过程中自然得到的尺寸,它代表装配技术要求,体现了装配的质量指标。
组成环是构成封闭环的各个零件的相关尺寸,图1所示为减速器部件装配图的尺寸链图。
其中A0是零件装配后形成的,它是技术条件的规定的尺寸,因此A0是封闭环,A1、A2、A3、A4和A5是组成环。
组成环里包括增环和减环。
图中A1、A2是增环,A3、A4和A5是减环。
增环是指其他尺寸不变时,该组成环增大,封闭环反而减小。
封闭环的基本尺寸是增环和减环的基本尺寸之差。
图1中封闭环A0=(A1+A2)-(A3+A4+A5)。
互换法是机械或模具装配中比较常用的方法。
所谓互换法就是利用控制零件制造加工误差来保证装配精度的方法。
其优点包括:安装过程比较简单,效率高;对于工人的技术程度要求较低,便于流水线装配;成本较低;备件供应比较便利。
以图2减速器为例,A1和A2是箱体和箱盖形成的空腔尺寸,A3和A5是轴套凸线高度尺寸,A4是轴肩长度,c为零件装配后轴肩和轴套凸缘间保留的一定间隙。
设计要求轴向装配间隙为0.06-0.31mm,齿轮轴两端用轴套与机体连接,中间用隔板支撑,已知A1=220mm,A2=200mm,A3=A5=10mm,A4=400mm,利用互换法试确定各个尺寸的上下偏差。
1、 图示镗孔夹具的简图,夹具定位元件到镗模板镗套孔的轴线距离为A Σ=100±0.015mm ,该夹具装配采用修配法装配。
已知A 1=20mm ,A 2=105mm ,A 3=15mm ,T(A 1)=T(A 3)=0.15mm ,T(A 2)=0.2mm 。
选择A 1修配环。
试求:确定A 1、A 2、A 3尺寸的偏差,并确定最大修配量。
解:已知A 1=20mm ,A 2=105mm ,A 3=15mm ,T(A 1)=T(A 3)=0.15mm ,T(A 2)=0.2mm确定尺寸及偏差:A 2=105±0.10 A 3=01.015选择A 1为修配环根据“修大定大”原则:A ′∑max = A ∑max100±0.015=A 2max +A 3max -A 1min =(105+0.10)+15-(20+EI)EI=0.085ES=EI+T(A 3)=0.085+0.10=0.185最大修配量=T(A 1)+T(A 2)+ T(A 3)-T(A ∑)=0.15+0.20+0.15-0.030=0.472.如图a 所示的结构,已知各零件的尺寸:A1= mm ,A2=A5= mm ,A3= mm ,A4= mm 设计要求间隙A 。
为0.1~0.45mm ,试做校核计算。
解:(l )确定封闭环为要求的间隙A0;寻找组成环并画尺寸链线图(图2b );判断A3为增环,A1、A2、A4和A5为减环。
(2)按公式计算封闭环的基本尺寸A0=A3一(A1+A2+A4+A5)=43mm —(30+5+3+5)mm=0即要求封闭环的尺寸为0+0.45 +0.10mm 。
(3)按公式计算封闭环的极限偏差ES 。
=ES3一(EI1+EI2+EI4+EI5)=+0.18mm 一(一0.13—0.075—0.04—0.075)mm=+0.50mmEI 。
=EI3一(ES1+ES2+ES4+ES5)=+0.02mm —(0+0+0+0)mm=+0.02mm(4)按公式计算封闭环的公差T 。